S用量对EPDM/FKM共混胶性能及交联密度影响
2018-03-17张作鑫李长皓邓涛
张作鑫,李长皓,邓涛
(青岛科技大学高分子科学与工程学院,山东 青岛 266042)
三元乙丙橡胶是乙烯、丙烯和非共轭二烯烃的三元共聚物,橡胶主链是饱和的,属于非极性的饱和碳链橡胶,分子链柔顺,因此乙丙橡胶不仅表现出优良的耐屈挠性、回弹性、耐化学介质、耐水、耐低温性及绝缘性能[1],而且还具有优异的耐候、耐热、耐臭氧及耐老化性能,除可广泛应用于聚合物改性、汽车、电线电缆、建筑防水材料等领域外,也是耐高温输送带覆盖胶的常选胶种之一[2~3]。人们对乙丙橡胶耐热输送带的配方、性能、老化等问题开展了较为广泛的研究,齐亮、纪丙秀等对乙丙橡胶耐热性进行了研究[4],赵泉林、李晓刚等对老化及绝缘性能进行了研究[5]。氟橡胶 (FKM)是主链或侧链的碳原子上连接有氟原子的一种高分子弹性体。氟原子极高的电负性和对主链碳原子良好的体积屏蔽作用,使得FKM具有优异的化学性能、高温稳定性和极佳的阻燃性,并具有良好的物理机械性能[6]。但同时这种特殊的结构也使FKM的弹性和抗撕裂强度变差,低温性能及生胶加工工艺性能欠佳,而且其昂贵的价格也使应用领域受到一定的限制[7]。本文在前人的基础上,研究了硫磺对EPDM/FKM共混胶性能的影响。
1 实验部分
1.1 原材料
EPDM3250,门尼黏度33M125℃, ENB含量2.3%,
L1+4乙烯含量55%,德国朗盛公司;FKM310,日本大金公司;CR232,重庆长寿化工厂;DCP(过氧化二异丙苯),阿克苏诺贝尔公司;双酚AF(2,2-双-4-羟苯基-六氟丙烷),自贡天龙化工有限公司;BPP硫化促进剂(苄基三苯基氯化磷),自贡天龙化工有限公司;其他助剂均为市售橡胶工业常用原材料。
1.2 主要仪器和设备
X(S)K-160开炼机,上海双翼橡塑机械有限公司;QLN-n400×400平板硫化机,上海第一橡胶机械厂;M-3000A无转子硫化仪,台湾高铁科技股份有限公司;JDL-2500N电子万能试验机,扬州市天发试验机械有限公司;GT-XB 320M电子天平,台湾高铁科技股份有限公司;401A型老化试验箱,上海实验仪器有限公司;TF-4030测厚计,扬州市天发试验机械有限公司;邵氏LX-A型硬度计,扬州市天发试验机械有限公司;GT-7016-AR气压自动切片机,台湾高铁科技股份有限公司。
1.3 基本配方
设计了一组基础配方,详见表1。

表1 试验配方
1.4 试样制备
用开炼机将EPDM、FKM分别塑炼,将开炼机的辊距调到1 mm,EPDM和FKM分别加入薄通3次,下片待用。将开炼机辊距调到2 mm,分别投入薄通好的EPDM生胶、FKM生胶,待其包辊后,将氧化锌等小料加入,左右割刀各3次,打3次三角包;再加入炭黑等填料,左右割刀各3次,打3次三角包;最后加入硫化剂,左右割刀各3次,打5次三角包,调大辊距,下片。将混炼胶停放16 h,使用无转子硫化仪测试混炼胶硫化特性,使用平板硫化机硫化试样(硫化温度160℃,压力为10 MPa,硫化时间为正硫化时间t90)。硫化后的试片停放6 h以上,然后裁片进行性能测试。
1.5 性能测试
(1)硫化特性测试,按国家标准 GB/T 16584—1996,使用无转子硫化仪测定硫化曲线,测试温度为160℃。
(2)拉伸性能测试,按国家标准 GB/T 528—2008,使用电子万能试验机进行测试,拉伸速度为500 mm/min,测试温度为室温。
(3)邵A硬度测试,按国家标准 GB/T 531.1—2008,使用硬度计测试,测试温度为室温。
(4)热空气老化性能测试,按国家标准 GB/T 3512—2001,将裁好的试样放入老化实验箱中,老化温度为175℃,老化时间为24、48、72、96、120 h。
(5)平衡溶胀法测定两相交联密度。
2 结果与讨论
2.1 S用量对EPDM/FKM共混硫化胶性能的影响
2.1.1 S用量对共混胶硫化特性的影响
由表2可知,随着硫化剂硫磺用量的增加,最低转矩ML基本不变,最高转矩MH变大,t10基本不变,t90变大。

表2 S用量对共混胶硫化特性的影响
通过硫化特性可以看出,在未硫化时,生胶的扭矩基本不变,表明硫化剂硫磺的用量对胶料的流动性基本无影响;在达到正硫化之后,共混胶的最大扭矩是随着硫磺用量的增加而有所上升,这表明硫化胶的交联密度也是随着硫化剂用量的增加而逐渐提高的。
同时还可以看出,硫化剂硫磺用量增大对焦烧时间基本无影响,但工艺正硫化时间变长。
2.1.2 S用量对共混胶物理机械性能的影响
如图1所示,硫磺用量对硬度基本无影响。由图2可知,随着硫磺用量增加,共混胶拉伸强度先上升后下降。在硫化过程中,硫磺主要在分子间生成多硫键,随着硫磺用量变大,分子间多硫键也增多,因此拉伸强度上升。但硫磺用量进一步增加,交联程度过高,交联网络均匀性变差,可造成拉伸强度有所下降。

图1 S用量对共混胶硬度影响

图2 S用量对共混胶拉伸强度影响
随着硫磺用量增加,共混胶扯断伸长率上升,EPDM相交联密度变大,100%定伸应力有所上升,如图3、图4所示。
2.1.3 S用量对共混胶交联密度的影响
由图5可知,随着硫磺用量的增加,共混胶中EPDM相交联密度明显变大,说明在硫化反应中,硫磺对共混胶中EPDM相具有明显交联效果;共混胶中FKM相交联密度基本不变,说明反应过程中,硫磺用量对共混胶中FKM相基本无效果。
随着硫磺用量增加,共混胶交联程度变大,总交联密度变大,如图6所示。

图3 S用量对共混胶扯断伸长率影响

图4 S用量对共混胶100%定伸应力影响

图5 S用量对各相交联密度影响

图6 S用量对总交联密度影响
2.1.4 共混胶交联密度与物理机械性能的关系
由图7可知,随着硫磺用量增加,FKM相交联密度基本不变,模量基本不变;EPDM相交联密度不断变大,模量逐渐变大。当二者模量相近或匹配时,此时性能最好。随着EPDM相交联密度不断变大,拉伸强度先变大后变小,即在S用量0.5份左右时,认为两相模量有所匹配,此时拉伸强度最高;但100%定伸应力随总交联密度上升而不断变大,如图8所示。

图7 各相交联密度与共混胶拉伸强度关系
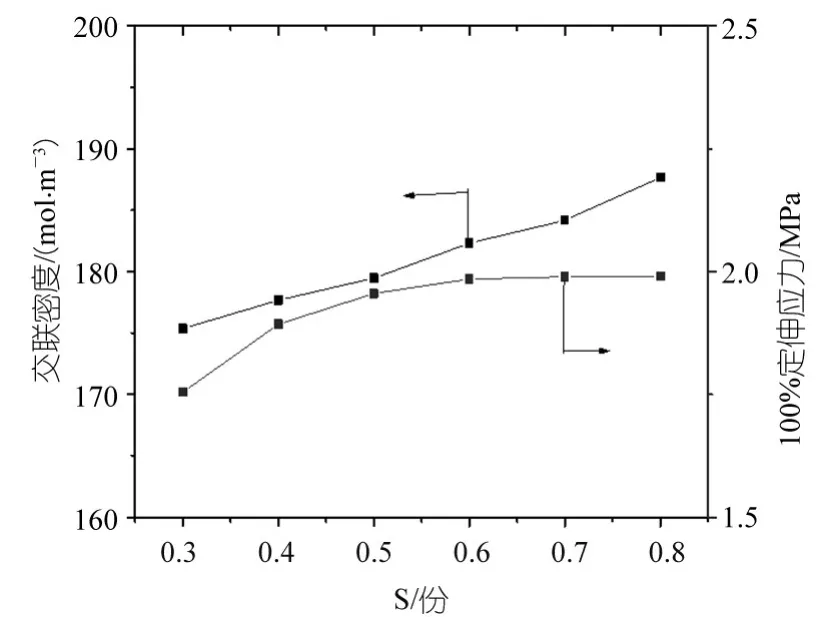
图8 总交联密度与共混胶100%定伸应力关系
2.2 S用量对EPDM/FKM共混硫化胶老化前后性能的影响(老化条件:175℃x24 h)
2.2.1 S用量对共混胶老化前后物理机械性能的影响
由图9可知,老化后,拉伸强度上升。老化过程中,共混胶继续发生交联反应,EPDM相继续交联,使得网络密度变大,FKM相则发生二次硫化现象,在二者的共同作用下,拉伸强度不断变大。
由于硫磺主要生成多硫键,且多硫键不耐老化,在老化过程中易吸收能量断裂,因此老化后,扯断伸长率下降;并且随着硫磺用量增大,扯断伸长率下降,由320%下降到250%。如图10所示。

图9 S用量对共混胶老化前后拉伸强度影响

图10 S用量对共混胶老化前后扯断伸长率影响
老化后,共混胶交联程度提高,交联密度变大,100%定伸应力变大;且随着硫磺用量增加,100%定伸应力增大。如图11所示。
由图12可知,老化后,共混胶硬度变大。

图11 S用量对共混胶老化前后100%定伸影响
2.2.2 S用量对共混胶老化前后性能变化率的影响
由图13可知,随着硫磺用量增加,拉伸强度变化率先变小后变大,当硫磺用量为0.5份时,拉伸强度变化率最小,认为此时拉伸强度保持率最好。
随着硫磺用量增大,共混胶中多硫键数量增加;由于多硫键在老化过程中容易吸收能量断裂,耐老化性较差,因此随着硫磺用量增大,扯断伸长率变化率变为负值且变小,如图14所示,当硫磺用量为0.3份时,扯断伸长率保持率较好。

图12 S用量对共混胶老化前后硬度影响

图13 S用量对老化前后拉伸强度变化率影响

图14 S用量对老化前后扯断伸长率变化率影响
2.2.3 S用量对共混胶老化前后交联密度的影响
由图15可知,老化后,共混胶中EPDM相交联密度变大,这与EPDM的老化机理相符合;同时FKM相交联密度也变大,说明FKM在老化过程中发生二次硫化现象。
同时,随着硫磺用量变大,老化前后EPDM相交联密度之差变大,说明硫磺用量较大时,交联密度变化较为明显;而老化前后FKM相交联密度之差基本不变,且与硫磺用量无关,说明老化前后FKM相交联密度变化只与老化时间有关而与硫磺无关。

图15 S用量对老化前后各相交联密度影响
老化过程中,共混胶发生交联反应,使得老化后共混胶总交联密度变大,如图16所示。

图16 S用量对老化前后总交联密度影响
2.2.4 共混胶老化前后交联密度变化与机械性能的关系
分析图17、图18可知,老化后,共混胶发生交联反应,交联程度变大,共混胶中EPDM相和FKM相交联密度均增大,网链能够均匀承载外力,因此拉伸强度增大。
3 结论
(1)随着硫磺用量的增加,最低转矩ML基本不变,最高转矩MH变大,t10基本不变,t90变大。共混胶拉伸强度先上升后下降,扯断伸长率上升,100%定伸应力上升。EPDM相交联密度明显变大,FKM相交联密度基本不变,总交联密度变大。
(2)老化后,拉伸强度上升,随着硫磺用量增大,扯断伸长率下降,由320%下降到250%,100%定伸应力变大。拉伸强度变化率先变小后变大,当硫磺用量为0.5份时,拉伸强度变化率最低;扯断伸长率变化率变为负值且变小,当硫磺用量为0.3份时,扯断伸长率保持率较好。硫磺用量变大,老化前后EPDM相交联密度之差变大,交联密度变化较为明显;老化前后FKM相交联密度变化只与老化时间有关而与硫磺无关。

图17 S用量对老化前后各相交联密度影响

图18 S用量对共混胶老化前后拉伸强度影响
[1]钱伯章.乙丙橡胶的技术进展与市场分析[J].世界橡胶工业,2010,37(8):43~46.
[2]邓本诚,李俊山.橡胶塑料共混改性[M].北京:中国石化出版社,1996:45.
[3]李玉芳,伍小明.乙丙橡胶生产技术进展及市场分析[J].化学工业,2013.31(2/3):34~38.
[4]齐亮,纪丙秀,刘锦春,等.EPDM橡胶耐热性能的研究[J].弹性体,2011,21(3):26~30.
[5]赵泉林,李晓刚,高瑾,等.三元乙丙橡胶老化研究进展[J].绝缘材料,2010,43(1):37~40.
[6]陈青,魏伯荣,胡小锋.氟橡胶的改性研究进展[J].特种橡胶制品,2004.25(2):57~61.
[7]范新刚,刘毓真,张言波,等.四丙氟橡胶与三元乙丙橡胶并用体系的研究[J].特种橡胶制品,1999,20(5):22~23.