GCr15钢表面粉末包埋渗铝工艺研究
2018-01-30于立新马瑞娜范永哲
谢 欢,于立新,马瑞娜,赵 雪,杜 安,范永哲
(1.河北工业大学 材料科学与工程学院,天津 300130;2.天津市力拓钢制品有限公司,天津 300381)
腐蚀、磨损和断裂是导致材料失效的3种最主要形式,其中每年由于摩擦导致的磨损失效都在上千亿美元,约占设备损坏的70%~80%[1-2].
GCr15钢是一种在工程上广泛应用的高碳、高铬轴承钢,经过淬火、回火热处理后具有良好的耐疲劳磨损性能[3-4].但随着工程设备的大型化、重载荷化的发展,轴承钢需要适应大载荷长时间的工况条件,因此提高钢材的耐疲劳磨损性能既增加了零部件的服役寿命,又节约了生产耗能成本.
利用固体粉末包埋渗铝的方法,在试样表面生成Fe-Al金属间化合物层以提高渗铝钢的耐磨性能和抗氧化能力.1911年Van Aller[5]首次公开固体粉末渗铝法以来,渗铝工艺有了不断的发展.Levin等[6]通过调整渗剂中Fe、Al的比例,在渗层中可以得到不同配比的Fe-Al金属间化合物.Zhan等[7]通过球磨撞击碾磨的方式进行助渗,从而降低了渗铝的温度和渗铝的时间.但以往的研究与应用往往针对中低碳钢、不锈钢、镍基高温合金等结构材料,对高碳钢表面的渗铝却鲜见报道[8].通过调整在GCr15高碳钢渗铝温度和渗铝时间,以获得最佳的渗铝工艺.
1 试验内容
试验材料为GCr15轴承钢,化学成分见表1.试验所用的试样尺寸均为10 mm×10 mm×5 mm,用400至2000号水磨砂纸磨平表面,在无水乙醇中用90 Hz超声波震荡清洗试样30 min,冷风吹干备用.

表1 GCr15钢的成分Tab.1 Composition of GCr5 steel%
将预处理后的试样置于粉末渗剂中,渗铝温度为650、700、750、800、850、900、950℃;渗铝时间为1 h、2 h、3 h、4 h、5 h;渗铝剂中铝粉所占比例为10%、15%、20%、25%、30%、35%;渗铝剂中HN4Cl所占比例为0、0.5%、1.0%、1.5%、2.0%、2.5%.渗铝结束后,待炉温冷却至室温,利用无水乙醇在超声波中震荡清洗试样后,进行镶样、磨样、抛光、腐蚀,并利用扫描电子显微镜观察渗铝后的截面形貌,用测厚仪测量渗铝层厚度值.
2 结果及分析
2.1 固体粉末包埋渗铝保温温度
渗铝层的形成过程主要是渗铝剂中的活性 [Al]原子向钢基体进行扩散,及基体中的铁原子向外扩散反应形成Fe-Al金属间化合物的过程,随着温度的升高,原子的扩散速度逐渐增强,若要保证化学热处理过程的顺利进行,获得一定厚度的渗铝层,就必须保证具有足够高的温度提供渗铝所需要的反应扩散能量,因此温度是影响原子扩散速度的主要因素.
表2是渗铝时间为3 h条件下在不同渗铝温度渗铝后试样表面宏观状况.由表可以看出,当渗铝时间为650℃时,由于未达到铝粉的熔融温度,无渗铝反应发生,故表面无渗铝层出现;当渗铝温度低于700℃时,由于渗铝温度过低,活性Al原子的移动速率较弱,试样表面无法出现完整的渗铝层;当渗铝温度为750℃时,渗铝层完整连续且平整,但渗层表面颜色呈黑色;当渗铝温度为800~850℃时,渗剂中Al原子的活性较高,故渗铝层表面呈灰黑色且平整;当渗铝温度高于900℃时,由于渗铝温度过高,一方面渗铝剂容易粘结,附着在表面造成结块现象,降低渗铝钢的性能;另一方面,活性铝原子的生成速率提高,大量来不及反应的活性铝原子在钢表面聚集,渗铝层表面出现粘结现象,边缘增厚,渗铝层表面遭到破坏,性能降低.
图1分别为不同温度渗铝试样的渗铝层的扫描截面形貌图.图1a) 试样为750℃条件下渗铝层的扫描截面形貌图,渗铝层虽薄但分层明显,渗层致密且无孔洞出现,图1b)试样为800℃条件下渗铝层的扫描截面形貌图,图中渗层厚度有所增加,有分层现象,但渗层边界处有大量微小孔洞出现,图1c)试样为850℃条件下渗铝层扫描截面形貌图,图中渗层厚度增加,渗层分层明显且连续致密呈冶金结合,无孔洞出现,图1d)试样为900℃条件下渗铝层扫描截面形貌图,图中试样增厚明显,与表面铝粉的粘结有关,渗层中基本不存在孔洞,渗层致密但分层不明显.渗层图1b)中孔洞的出现是由于在渗铝过程中,Fe原子的原子半径大于Al原子的原子半径,且Fe原子的扩散速率大于Al原子的扩散速率,故随扩散的进行,会有孔洞出现.继续升高反应温度,原子的扩散速率增大,Fe-Al合金形成速率上升,故渗层中孔洞逐渐消失.
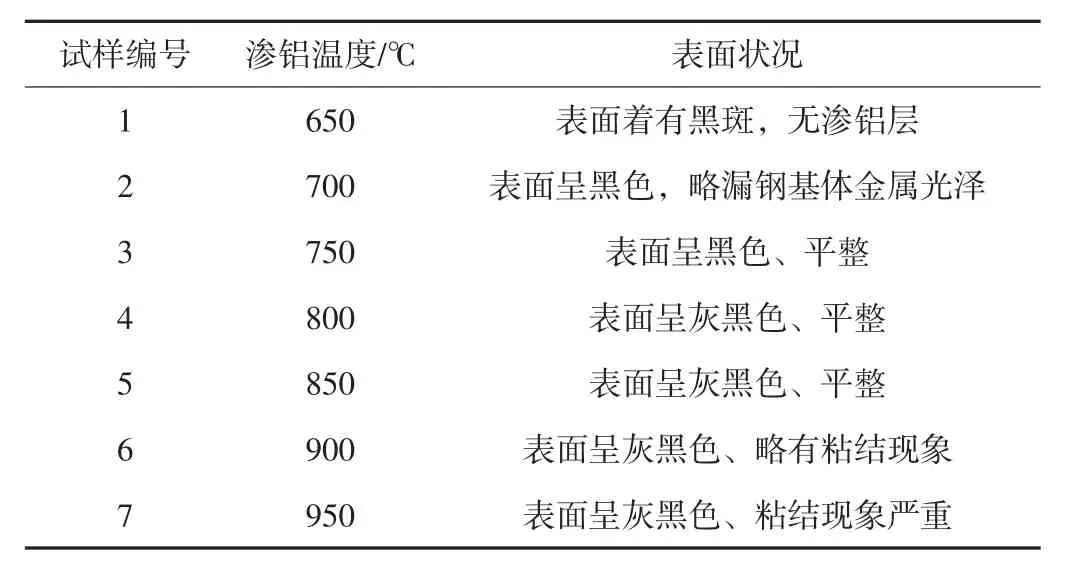
表2 渗铝温度对表面宏观状况的影响Tab.2 The effect of surface macroscopic condition with aluminization temperature
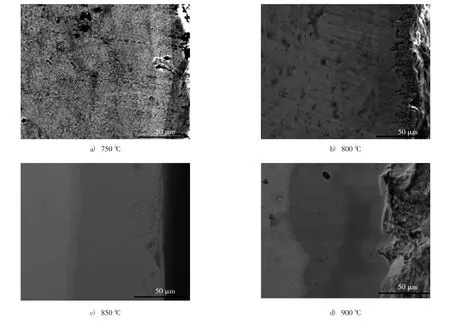
图1 不同渗铝温度处理试样的SEM照片Fig.1 SEM photographs of aluminization layers with different aluminization temperature
渗铝层的增厚过程符合Fick定律

式中:ρ为扩散物质的质量浓度;t为扩散时间;D为扩散系数;x为扩散距离;dρ/dx为浓度梯度.其中扩散系数D为

式中:R为气体常数,其值为8.314 J/(mol·K);Q为每摩尔原子的激活能;T为热力学温度.
由公式可以判断出,在一定的渗铝温度范围内,随着温度的升高,渗铝层的厚度在逐渐增大,超过某一增长速度临界的时候,渗层的增长会变得缓慢.
图2为渗层厚度与渗铝温度的曲线关系图,从图中可以看出,CGr15钢随固体粉末包埋渗铝温度的升高,渗铝层的厚度逐渐增大,当温度变化范围在700~900℃时,渗铝层的厚度随着渗铝温度的升高增大趋势明显.当温度变化范围在超过900℃时,随渗铝温度的升高,渗铝层的厚度增长趋势逐渐减小.在一定的渗铝温度范围之内,随温度的升高,原子的热扩散激活能随之增大,增强了原子的扩散移动能力,渗铝层的厚度随之增大,渗铝层的表面质量随之变好.渗铝温度过高,熔融的铝粉容易产生粘结现象,一方面导致活性铝原子生成困难,所以没有充足的铝源为渗铝提供保证,另一方面导致大量熔融铝原子在渗铝试样表面粘结,导致渗铝试样的质量降低.
2.2 固体粉末包埋渗铝保温时间
表3是渗铝温度为850℃条件下不同渗铝时间渗铝后试样表面的宏观状况.当渗铝时间小于3 h时,所得渗铝层表面平整,当渗铝时间大于4 h时,表面出现粘结现象,渗铝层表面质量下降.这是由于随着渗铝时间的延长,渗铝剂中反应物质消耗殆尽,作为填充剂的Al2O3经长时间的高温加热,容易产生粘结,附着在试样表面;渗铝反应催化剂HN4Cl随着长时间渗铝的进行,会有一部分从粘土的裂缝孔隙逸出挥发,导致活性铝原子的生成反应停止,渗铝剂中所剩余的Al粉熔融粘结,附着在试样表面.
图3分别为不同时间下渗铝试样的渗层截面形貌.图3a)试样为渗铝1 h条件下渗铝层的扫描截面形貌图,渗层较薄且无明显分层现象,渗层致密无孔洞,图3b)试样为渗铝2 h条件下渗铝层的扫描截面形貌图,图中渗层厚度增加,出现分层现象,渗层致密无孔洞出现,图3c)试样为渗铝3 h条件下渗铝层扫描截面形貌图,图中渗层厚度增加明显,渗层分层明显且连续致密呈冶金结合,无孔洞出现,图3d)试样为渗铝4 h条件下渗铝层扫描截面形貌图,图中试样无明显增厚现象且最外层遭破坏严重.
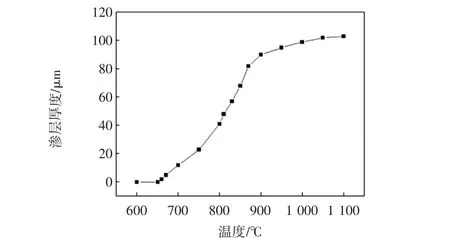
图2 渗层厚度与渗铝温度的曲线关系图Fig.2 The changing of aluminization layer thickness with aluminization temperature
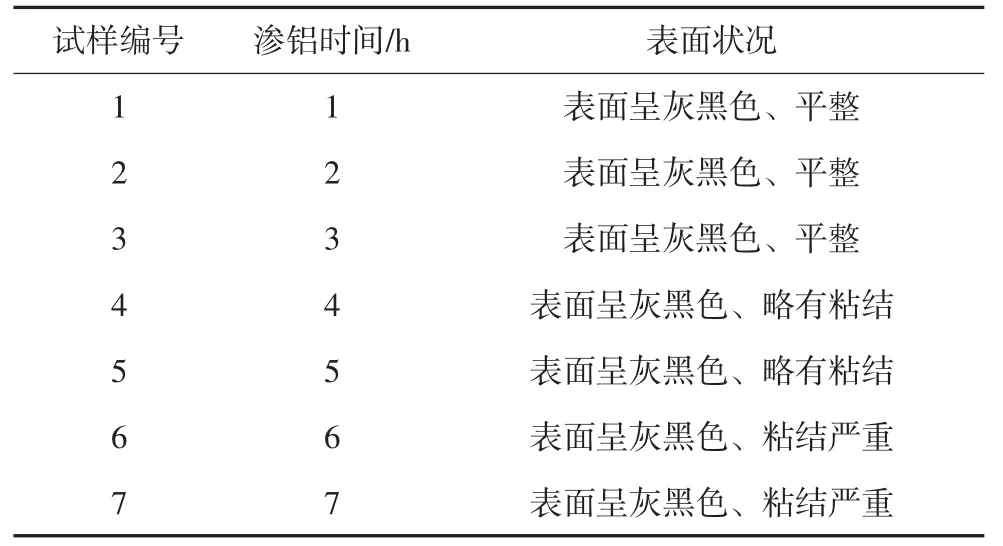
表3 渗铝时间对表面宏观状况的影响Tab.3 The effect of surface macroscopic condition with aluminization time
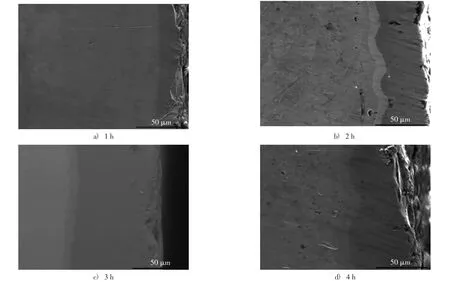
图3 不同渗铝时间处理试样的SEM照片Fig.3 SEM photographs of aluminization layers with different aluminization time
Al原子向基体内部扩散,所形成的Fe-Al合金渗层的增厚过程符合Fick第二定律

式(3)的误差解为

进一步求得误差解为

式中:x为平均扩散距离;t为扩散时间;D为扩散系数.由此式可以看出,当温度一定时,扩散时间与渗层厚度呈近似上升趋势的半抛物线关系.
图4为渗铝层的厚度随保温时间的变化曲线图,从图中可以看出,当保温时间控制在0~3 h时,随渗铝保温时间的增加,渗铝层的厚度呈近乎直线型增长趋势,当保温时间超过3 h以后,虽然渗铝层厚度随保温时间的增加仍保持增加趋势,但单位时间渗铝层厚度增加的速率明显降低.
渗铝时间对渗铝反应的影响相对较小,在一定的时间变化范围内,随时间的延长渗铝层的厚度在逐渐增厚.但当渗铝时间延长到一定时间时,由于在粉末包埋渗铝过程中,作为催渗剂的NH4Cl发生分解产生的气体会从渗灌的水泥密封处逸出,从而导致渗灌内的催化活性铝原子的Cl-的浓度降;其次高温下软化态的铝粉粘滞性性增强,参加反应的有效铝粉含量降低,从而即使延长渗铝反应时间,也在一定程度上降低了渗铝涂层的增加速率.当Cl-的浓度减少到一定的范围内时,即使继续增长渗铝反应时间,没有Cl-继续提供反应,渗铝反应无法进行;另一方面,随着渗铝层厚度的生长增大,已经形成的高铝相Fe-Al合金层会对新扩散进入的活性铝原子产生阻碍作用,故虽保温时间增长,但还是会导致渗铝层的增厚速率降低,长期高温条件下会使钢件的组织造成破坏,渗铝剂粘结严重会使取件变得困难,对生产造成一定的能源浪费.
2.3 Al粉含量的影响
表4是渗铝温度为850℃,渗铝时间为3 h,渗铝剂中Al粉含量不同时渗铝试样表面的宏观状况.由表可以看出,固体粉末包埋渗铝的过程中,当渗铝剂中的Al粉的含量低于25%时,渗铝层表面干净整洁;当渗铝剂中Al粉含量超过30%时,在高温渗铝的过程中,由于大量的铝粉反应快速生成活性铝原子,其生成活性铝原子的速度远远高于与钢基体中的Fe发生反应的速度,故大量的铝原子变会在试样表面造成聚集,阻碍正常的渗铝层形成过程,从而造成渗件边缘增厚严重,表面凹凸不平颗粒感严重和渗剂粘结等现象.
图5为渗层厚度与渗铝剂铝粉含量的曲线关系图.Al原子作为固体粉末渗铝反应中的直接供铝剂,其含量直接决定了所产生的活性铝原子的数量.从图中可以看出,GCr15钢随固体粉末包埋渗铝剂中铝粉含量的升高,渗铝层的厚度逐渐增大,当铝粉含量变化范围在10%~25%时,渗铝层的厚度随着渗铝剂中铝粉含量的增高增大趋势明显.但当温度变化范围超过25%时,随渗铝温度的升高,渗铝层的厚度增长趋势逐渐减小.这是由于当渗铝剂配方中Al原子的含量达到一定范围时,随Al原子含量的增加,渗层厚度的增加量逐渐减缓,这是由于当生成的活性 [Al]原子达到一定量时,一方面当供铝剂含量过多时,铝原子的利用率会下降,另一方面制约活性 [Al]扩散的主要因素为渗铝温度和渗铝保温时间,活性 [Al]原子的含量对渗铝层厚度的变化就不再是主要影响因素,因此增大渗剂中Al原子含量并无法使渗铝层的厚度显著增长.故准确控制渗剂配方中的铝含量,对渗层质量的好坏起到至关重要的影响.
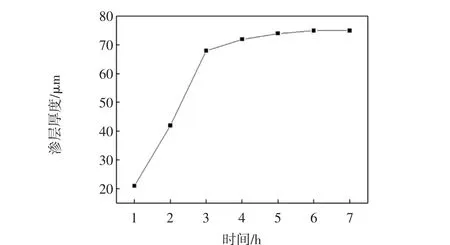
图4 渗层厚度与渗铝时间的曲线关系图Fig.4 The changing of aluminization layer thickness with aluminization time
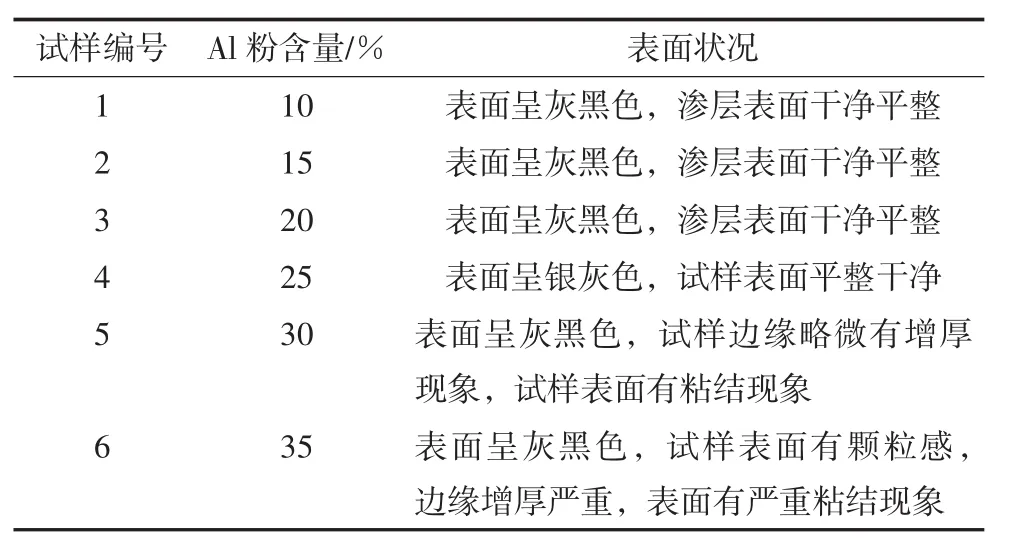
表4 Al粉含量对表面宏观状况的影响Tab.4 The effect of surface macroscopic condition with Al content
2.4 催化剂NH4Cl含量的影响
表5是渗铝温度为850℃,渗铝时间为3 h,铝粉含量为25%,不同NH4Cl含量下渗铝试样表面的宏观状况.当渗铝配方中不添加NH4Cl时,基本无渗铝反应发生;当NH4Cl含量添加为0.5%时,渗铝层表面开始有渗铝层出现;当渗铝剂中NH4Cl的含量增加到1.0%~1.5%时,渗铝层表面出现轻微的粘结现象,这是由于渗剂中NH4Cl的含量过少,无法为渗铝反应提供充足的催化剂,导致反应末期大量的铝粉熔融粘结在试样表面.当渗剂配方中NH4Cl的含量超过2.5%时,渗铝表面出现严重的粘结现象,试样表面平整度下降,颗粒感增强.这是由于NH4Cl在340℃开始发生NH4Cl→NH3↑+HCl↑分解反应,随着NH4Cl在渗剂配方中所占比重的增大,NH4Cl所产生的气体含量也随之提高,当NH4Cl分解所产生NH3和HCl气体的含量增加到一定程度时,将会从渗灌封口处的空隙中逸出,导致渗灌内活化剂气相的浓度有所降低,当渗灌内外的气相达到平衡以后,将会有大量的O2从渗灌封口的空隙中进入内部与渗铝剂中的Al发生反应生成氧化物,所形成的氧化物会以黑色的氧化皮的形式粘附在试样的表面,所以在渗铝剂配方中催化剂NH4Cl的含量所占比重不应太高.
综合考虑,当渗铝剂配方中铝粉含量为25%,催化剂NH4Cl的含量为25%,在850℃高温条件下渗铝3 h后,所得渗件的渗铝层干净且平整,厚度值满足要求.
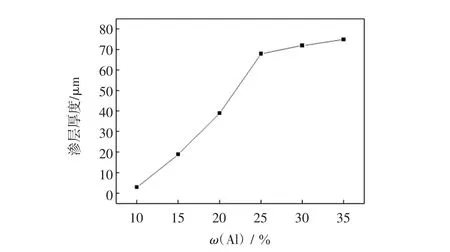
图5 渗铝层厚度与铝粉含量的曲线关系图Fig.5 The changing of aluminiation layer thickness with Al content
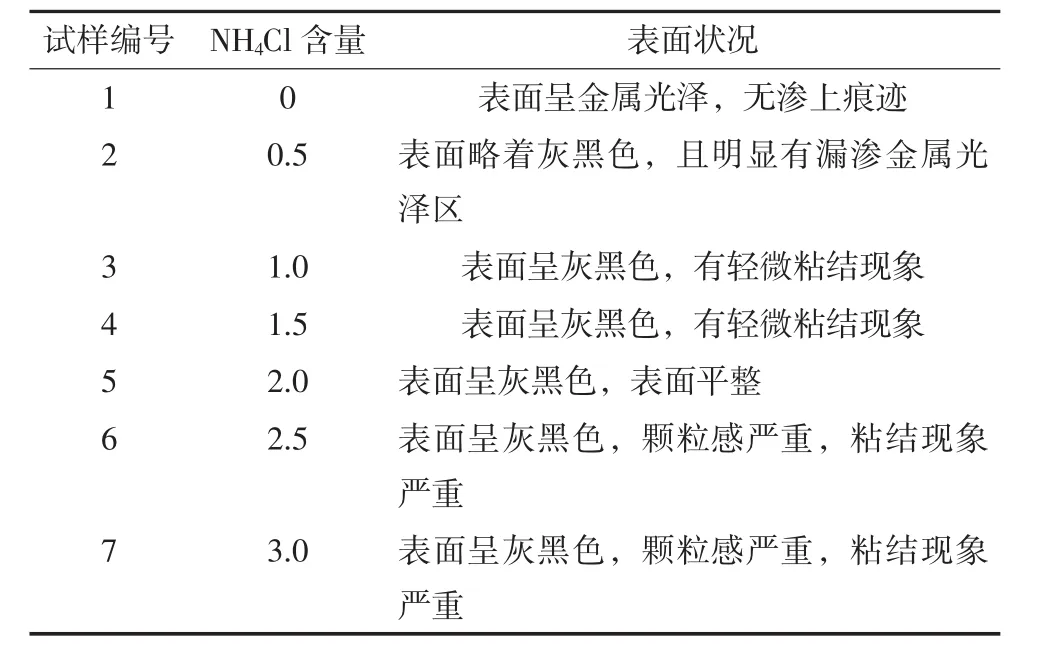
表5 NH4Cl含量对表面宏观状况的影响Tab.5 The effect of surface macroscopic condition with NH4Cl content
3 结论
1)当渗铝保温温度变化范围在700~900℃时,渗铝层的厚度随着渗铝温度的升高增大趋势明显;当渗铝温度超过900℃时,随渗铝温度的升高,渗铝层的厚度增长趋势逐渐减小,且渗铝层表面质量下降.
2)当渗铝保温时间控制在0~3 h时,随渗铝保温时间的增加,渗铝层的厚度呈近乎直线型增长趋势,当保温时间超过3 h以后,虽然渗铝层厚度随保温时间的增加仍保持增长趋势,但单位时间渗铝层厚度增加的速率明显降低,且渗铝层表面出现粘结现象.
3)当渗铝剂配方中Al粉的含量为10%~25%时,随Al粉含量的增加,渗铝层厚度增长迅速;当Al粉所占比例超过30%后,随Al粉含量的增长,渗铝层厚度增长缓慢,且表面粘结严重.
4)当渗铝剂配方中所添加的NH4Cl的含量为2.5%时,所得渗层为灰黑色,平整且洁净.
5)渗铝保温温度为850℃,渗铝时间为3 h条件下所得渗铝层的厚度达到70 μm以上,所得试样表面平整.
[1] 屈晓斌.材料的磨损失效及其预防研究现状与发展趋势[J].摩擦学学报,1999,19(2):187-189.
[2]Zhan Zhaolin,Liu Zhong.Microstructure and high-temperature corrosion behaviors of aluminide coatings by low-temperature pack aluminizing process[J].Applied Surface Science,2010,256(12):3874-3875.
[3] 弓自洁,曹必刚.GCr15轴承钢的热处理发展动向[J].金属热处理,1992(9):3-6.
[4] 孔永华,李东方.国内外轴承钢钢领组织与性能的比较[J].纺织器材,2011,38(2):70-72.
[5] 黄志荣,徐宏.加速固体粉末渗铝的两段法新工艺[J].金属热处理,2003,4(13):39-41.
[6]Levin L,Ginzburg A.Controlled formation of surface layers by pack aluminization[J].Surface and Coatings Technology,1998,106(2-3):209-213.
[7] Zhan Zhao-lin,He Ye-dong.Low-temperature processing of Fe-Al intermetallic coatings assisted by ball milling[J].Science Direct,2006,14:76-77.
[8] 李凌峰,沈嘉年.不锈钢表面粉末包埋渗铝过程及渗铝层表征[J].腐蚀科学与防护技术,2004,16(2):80-82.
