纺纱工艺流程功能解析(下)
2017-12-14王学元
王学元
(中国纱线网,杭州 311203)
纺纱工艺流程功能解析(下)
王学元
(中国纱线网,杭州 311203)
为了合理控制纱线产品质量和优化纺纱工艺设计,探讨纺纱工艺流程中各项纺纱功能的构成及相互关系,将各工序从功能上划分为基础层(包括松解和集合)、主层(包括开松、梳理、牵伸和加捻等)、次层(包括除杂、混和、并合和精梳等)和辅层(卷绕成型),具体分析每个层次实现各项功能要求的方式与控制措施;重点阐述纤维松解、集合等纺纱主要功能要求、完成方式和相关工艺要求,特别是梳理器材之于松解、集束器材之于集合的影响。指出:在纺纱工艺流程中,所有的工艺技术始终围绕纤维的松解和集合展开;松解是集合的基础和前提,其目的是为了更好地集合。
纺纱流程;功能;松解;集合;混合;开松;梳理;牵伸;加捻;卷绕;棉网;须条
4.2.3牵伸区的辅助器械对须条集合的影响
4.2.3.1牵伸区辅助器械的应用
简单罗拉牵伸区的须条宽度很难控制,特别是在高倍牵伸和纺细号纱时,较大的输出须条宽度不利于纱线毛羽和纱疵等质量指标的控制;故常在牵伸区增加集束器、喇叭口和压力棒等辅助器械来加强须条的集合作用,以有效控制输出须条的宽度。
4.2.3.2喇叭口的应用
以粗纱牵伸区的喇叭口(见图9)为例,分析器械辅助集合对须条在牵伸区内集合效果的影响。
4.2.3.2.1喇叭口的工作原理
须条未进入前钳口时,利用喇叭口进、出口孔径差异,引导和限制纤维,收束须条边纤维使其宽度变小、厚度变大,从而提高纤维间的抱合力,增强钳口对须条的握持力。决定喇叭口对须条集合效果的参数包括喇叭口形状,进、出口孔径等参数。

图9 粗纱喇叭口
4.2.3.2.2喇叭口的选择
喇叭口一般根据其出口孔径(也称“开口尺寸”)的大小进行选择,而其进口与出口孔径的比值(简称“收束比”)、进口与出口的长度等,都会对须条的集合效果产生重要影响。
4.2.3.2.2.1开口尺寸对集合效果的影响
开口尺寸应根据纤维特性和粗纱定量来确定,其决定了须条进入牵伸钳口时的宽度:开口过大有可能无集束作用或集束效果不佳;开口太小须条通过喇叭口时阻力较大,纤维运行不畅,易造成堵、挂问题,形成断头和疵点。在截面积相同的情况下,长高比值小或圆形出口利于提高集合效果。
4.2.3.2.2.2收束比对集合效果的影响
开口尺寸一定时,喇叭口的收束比越大,表明其纤维收束程度越厉害。因为须条的截面积与其截面上的纤维特性及纤维量有关,而牵伸区某一截面的纤维量与牵伸倍数、罗拉隔距有关。为方便分析,可将牵伸区内纤维量的分布简化为如图10所示的梯形分布,设L,L′为罗拉隔距,ab,cd为输入钳口须条的纤维量,jk为输出钳口的纤维量,ef为喇叭口进口尺寸、gh为喇叭口出口尺寸。那么,ab/jk为牵伸倍数,当输入定量一定和喇叭口位置固定时,牵伸倍数越大,通过喇叭口的纤维量越少;当喇叭口到输出钳口距离固定且其它工艺条件不变时,罗拉隔距越大通过喇叭口的纤维量越少。图10中罗拉隔距由L加大为L′时,进口纤维量由mn减少为sn,出口纤维量由op减少为rp;因此,喇叭口的收束比应与牵伸区的牵伸倍数、罗拉隔距及纤维量相适应。若喇叭口的收束比较大,而牵伸区的牵伸倍数较小,则喇叭口的进口侧对须条不起作用,只在出口处受到一定的挤压作用;若喇叭口的收束比较小,而牵伸区的牵伸倍数较大,则须条在进口处受到急剧收束作用,侧壁与须条的挤压摩擦力较大,易使须条表面的纤维受到搓擦而破坏其排列结构。

图10 牵伸区须条宽度
目前,喇叭口、集束器的型号规格较少,特别是喇叭口、集束器的收束比和长度变化较少,纺纱企业可选择的余地不大,希望纺织器材企业能够设计、制造出不同收束比和长度系列化的喇叭口和集束器。
4.2.3.2.2.3喇叭口进口与出口间长度对集合效果的影响
在收束比和进出口尺寸都比较适宜的情况下,喇叭口进口与出口间长度(图10中的l)越长,纤维受到喇叭口集束的时间越长,集合效果越好;但喇叭口的长度受罗拉隔距和安装位置的限制,也不能过大。
4.2.3.2.2.4喇叭口使用注意事项
各牵伸区内的喇叭口必须处在与罗拉垂直的同一条直线上,左右对齐、高低一致,不允许有歪斜、固定不牢、破损和挂花等问题;喇叭口口径应与通过的纤维量相适应;出口应尽可能靠近该牵伸区的输出钳口(不能接触罗拉和胶辊),以减少须条出喇叭口后的再次扩散问题;喇叭口输出须条的角度应顺着输出钳口的切线方向进入钳口,防止在罗拉、胶辊上产生包围弧。
四罗拉双短胶圈牵伸的粗纱机,采用了D型牵伸,即在主牵伸区(二、三罗拉间)不加装集合器,而在主牵伸区前面增加一个只有1.05倍的弹性整理区,在整理区内安装一个集合器,使牵伸与集束分开,牵伸区不集束,集束区不牵伸。由于整理区为弹性牵伸,纤维的排列基本不再变化,此时的集合能有效控制纤维,使得须条在加捻前保持良好的结构,有利于提高粗纱条干质量,减少粗纱毛羽。
4.2.4牵伸过程中集合效果对牵伸效果的影响
在牵伸区内设置辅助集合元件,加强对须条的集束作用,既有利也有弊。在牵伸过程中,须条的集合效果越好,对保持牵伸力的稳定性越有利。但是这对牵伸系统的控制力提出了更高的要求,若控制力不足,易出现吐硬头问题;若辅助集合器械的状态一致性较差或管理不善,会造成产品CVb值的升高;增设辅助集合器械易出现积花、挂花,造成偶发性纱疵;如果安装不当,会造成辅助集合器械跳动、发热等问题,从而影响产品质量。
4.3 集聚纺的集聚过程
集聚纺是在前罗拉输出须条后,通过集聚装置快速收缩须条的宽度,使纤维排列更加平顺、紧密,从而使成纱结构和质量指标得到明显的改善。
集聚纺实现集合作用的方式有多种,如负压集聚、磁性机械集聚等。最常见的是负压集聚,它采用空气动力学原理,通过吸风管、空心罗拉等集聚元件,使牵伸后松散的须条在负压的集合作用下宽度变窄、纤维紧密地抱合在一起,使输出的须条加捻三角区变得很小(见图11),从而大幅减少纱线毛羽的数量[11]。

图11 集聚纺集聚示意
4.3.1网格圈式负压集聚
当前国内应用最多的是网格圈式负压集聚。根据其配置形式的不同,可分为三罗拉式负压集聚纺、四罗拉式负压集聚纺和五罗拉式负压集聚纺等。
4.3.1.1三罗拉式负压集聚纺装置
三罗拉式负压集聚纺装置,是在牵伸罗拉前增加一个由吸风组件和阻捻胶辊钳口组成的集聚区,在吸风组件上套有网格圈,网格圈通过由前上胶辊提供动力的阻捻胶辊来驱动,如图12所示。

图12 三罗拉式负压集聚
4.3.1.2四罗拉式负压集聚纺装置
四罗拉式负压集聚纺装置,是在牵伸罗拉前再配置一根阻捻罗拉,在前罗拉与阻捻罗拉间装有异形负压管,网格圈套在阻捻罗拉和负压管上,阻捻罗拉由前罗拉提供动力驱动,网格圈和阻捻胶辊由阻捻罗拉传动,如图13所示。

图13 四罗拉式负压集聚
4.3.1.3五罗拉式负压集聚纺装置
五罗拉式负压集聚纺装置,是在四罗拉式的基础上,将阻捻罗拉的传动动力进行调整,设置一根传动罗拉单独驱动阻捻罗拉;传动罗拉上配置可调换齿轮,通过调换齿轮可调节集聚区的牵伸倍数。
4.3.2空心罗拉式负压集聚
空心罗拉式负压集聚,以立达的卡摩纺和江南大学的全聚纺为代表,是通过一根钢质空心的网眼或条缝罗拉与前胶辊和阻捻胶辊组成集聚区,通过空心罗拉内部吸风组件提供的负压完成对纤维的集合作用,如图14所示。
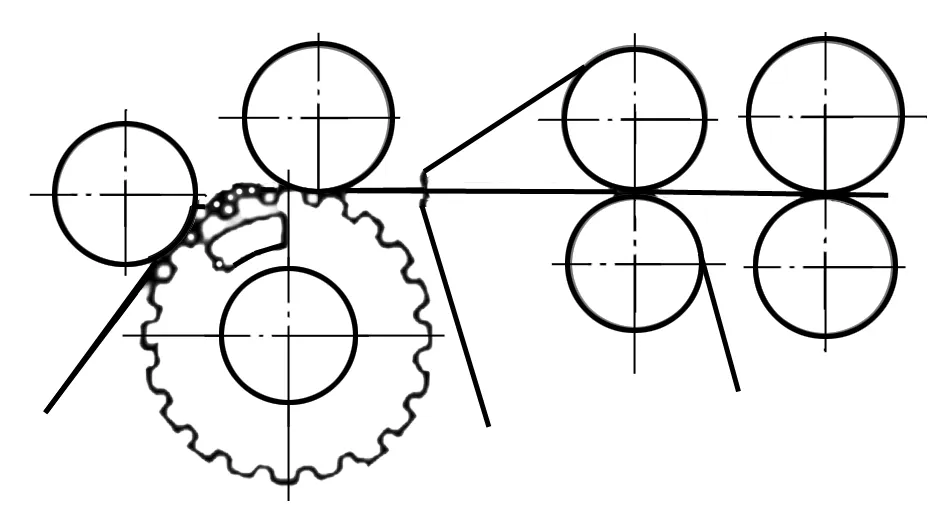
图14 空心罗拉式负压集聚
4.3.3有孔胶圈式负压集聚
有孔胶圈式负压集聚,以绪森公司的倚丽(Elite)集聚纺为代表,是在牵伸罗拉前再配置一根主动回转的阻捻罗拉和阻捻胶辊,前罗拉和阻捻罗拉之间配置吸风装置,并在阻捻罗拉和吸风组件上套装有孔胶圈,负压气流通过有孔胶圈对纤维进行集聚,如图15所示。

图15 有孔胶圈式负压集聚
4.3.4沟槽胶辊式负压集聚
沟槽胶辊式负压集聚,以山西鸿基的SXF1588型集聚纺为代表,是在牵伸罗拉前再配置一个V型沟槽的集聚胶辊,V型沟槽两侧为人字型引导沟槽,沟槽底部有密集的吸风孔,通过负压吸风将纤维集聚在V型沟槽底部。集聚胶辊紧压在前罗拉表面,由前罗拉传动,如图16所示。

图16 沟槽胶辊式负压集聚
4.4 须条加捻过程中的集合作用
在须条的加捻过程中有两个集合作用。首先,使须条收束起来;其次,纤维紧密缠合使须条沿纤维长度方向获得摩擦力,增强须条强力。
须条的加捻过程如图17所示,从罗拉钳口输出的是具有一定宽度a的扁平须条,在卷绕张力和捻回加捻作用力ω的共同作用下,须条两侧的纤维向中间集合,形成具有长度b的加捻三角区;三角区中不同位置纤维的运行方向和运行速度不同,中部纤维以罗拉输出速度v沿纱条的输出方向运行,而处于三角区边缘纤维的运行速度是由须条输出速度v与经向加捻速度v1合成的;边缘纤维的运行方向随合力方向的不同而不同,左边缘的纤维向右下方运行,而右边缘的纤维向左下方运行。以生产Z捻纱线为例,三角区右侧的纤维由于其运行方向与纱线中纤维的捻度螺旋方向相同,因而受到的张力相对较大;而三角区左侧的纤维则相反;因此,在加捻初始阶段右侧的纤维易进入纱线内部成为芯纤维,而左侧的纤维易留在纱线表面。

图17 须条的加捻
从以上分析可知,在纱线的加捻过程中影响纤维集合效果的因素如下。
a) 须条输出时的初始宽度a:初始宽度a越小纤维集合效果越好。
b) 经向加捻速度v1:在须条输出速度v相同的情况下,v1越大,v与v1的合成速度与钳口线的夹角越小,三角区的长度b也就越小。
c) 纱线捻系数(与ω相关):在其它参数不变的情况下,在一定的范围内,纱线捻系数越大,纱线中的纤维对芯纤维包缠的螺旋角越大,纤维受到的向心压力也就越大,纱线越紧密。
5 结语
在整个纺纱工艺流程中,所有的工艺技术始终都是围绕着对纤维的松解和集合这两个基础过程展开的。首先是把杂乱无章的纤维块通过开松、梳理等过程松解成单根纤维,然后再将单根纤维收束成条,通过牵伸、加捻使纤维按一定的规则排列成符合规格和质量要求的纤维集合体——纱线。松解是集合的基础和前提,其目的是为了更好地集合。
(全文完)
[1] GB/T 24377—2009,纺织机械与附件 金属针布尺寸定义、齿型和包卷[S].
[2] 费青.纤维伸直度的测定方法及影响因素分析[J].棉纺织技术, 2005,33 (4):1-5.
[3] 《棉纺手册》编写组.棉纺手册 [M].3版.北京:中国纺织出版社,2004:139-259.
[4] 陈晓红,赵大同.提高清棉工序开松度的体会[J].棉纺织技术,2013,41(5):32-34.
[5] 陈玉峰,韩杰,张建新,等.开清棉机组运转效率的控制[J].上海纺织科技,2008,36(8):30-32.
[6] 王学元.颜色级指标配棉要求分析[J].现代纺织技术,2014,22(5):54-58.
[7] 韩贤国,孙鹏子,赵业平,等.梳棉机气流的研究[J].棉纺织技术,2010,38(7):65-68.
[8] 王学元.道夫转移率简易测算方法探讨[J].纺织器材,2013,39(3):39-41.
[9] 欧怀林.纺纱集束理论的研究与探讨[C]//“经纬股份杯”2010’促设备、器材、专件技术进步经验交流研讨会论文集.咸阳:全国纺织器材科技信息中心,2010:133-136.
[10] 陈淑秋,蔡展源,范向群,等.D型牵伸装置的性能和工艺参数优选[J].棉纺织技术,1990,17(1):38-40.
[11] 刘林兵,高卫东,谢春萍,等.集聚纺纱系统的分类及性能特点[J].棉纺织技术,2005,33(6):5-8.
FunctionalAnalysisoftheSpinningProcessFlow
WANG Xueyuan
(Chinayarn.com,Hangzhou 311203,China)
To reasonably control yarn quality with optimized spinning process,probing is done into the functional composition of spinning processes and the relationships in-between,the processes are functionally classified as the base layer(releasing and collecting),the main layer(opening,carding,drawing and twisting etc.),secondary layer(cleaning,mixing,drawing and combing ect.)and auxiliary layer(winding formation).Specific analysis is done to the way and control achieving the function of each layer.Highlight is given to fiber releasing and collecting regarding functional requirements,way of achieving and the relative processes,specifically,relieasing in carding elements and collecting in collecting elements.It is pointed out that in all the spinning processes flow,all the technologies are involved with fiber releasing and collecting,releasing is the premise and basis of the collecting,and for the better collecting.
spinning process flow;function;releasing;collecting;mixing;opening;carding;drafting;twist;winding;cotton mesh;sliver
TS103
B
1001-9634(2017)06-0059-04
2016-05-18
王学元(1969—),男,山东巨野人,工程师,主要从事棉纺技术与产品质量管理方面的工作。
时间:2017-07-17 10:28
http://www.cnki.net/kcms/detail/61.1131.TS.
20170717.1028.002.html
