细长喷水管道的堆焊工艺及变形控制
2017-11-06吴建英
吴建英
(中信重工机械股份有限公司焊接工艺研究所,河南 洛阳471039)
细长喷水管道的堆焊工艺及变形控制
吴建英
(中信重工机械股份有限公司焊接工艺研究所,河南 洛阳471039)
为了提高UM56.4原料立磨设备的耐磨性,延长设备的使用寿命,对立磨喷水管道的管套外侧进行了耐磨层堆焊。通过对不同焊接材料及焊接工艺进行的焊接试验,优化出合理的焊接材料及工艺参数,并自行设计了焊接变形控制工装,制定合理的焊接工艺措施,如焊接顺序、焊后均匀冷却等,最终保证了堆焊层硬度53~59 HRC、无裂纹,且堆焊后焊接变形量单边小于1.5 mm的技术要求。检测结果表明,对总长2 400 mm,规格为Φ89 mm×7.5 mm的细、长、薄壁立磨喷水管道的堆焊及变形控制达到了设计要求。
焊接;堆焊;硬度;焊接变形;喷水管道
立磨是一种理想的大型粉磨设备[1-4],广泛应用于水泥、电力、冶金、化工、非金属矿等行业。它集破碎、干燥、粉磨、分级输送于一体,生产效率高,可将块状、颗粒状及粉状原料磨成所要求的粉状物料。近几年来,随着磨粉机械研发技术的大幅提升,国外磨粉机生产企业的立磨技术已经日臻成熟,立磨产品技术优势也日益凸显。在这种形势下,国内磨粉机生产企业吸取国外成功经验,进行重大技术改革,也相继推出了具有自己专利技术的立磨产品,并逐渐的为国内水泥、电力、化工行业所接受,成为行业粉磨首选设备。
在UM56.4原料立磨[5-7]设备运行过程中,喷水管道承担着给运转中的机体喷水冷却的功能,间接决定着机体的使用寿命,在设备正常运行中起着非常重要的作用,这就对喷水管道的质量提出了更高的要求。UM56.4原料立磨设备为中信重工机械股份有限公司(以下简称中信重工)出口缅甸的重点产品,结构特殊,为细、长、薄壁结构,堆焊后硬度为53~59HRC且要求无裂纹,堆焊后焊接变形量单边小于1.5 mm,堆焊质量要求较高。为了获得高质量的喷水管道,查阅堆焊方面的焊接技术资料[8-10],成立了QC质量攻关小组,进行了相关的工艺策划及焊接工艺试验,制定了合理可行的焊接工艺措施,达到了设计要求。
1 喷水管道的结构及其制造难点
UM56.4原料立磨设备喷水管道的结构如图1所示。
为了使喷水管道具有更好的耐磨性,设计要求在喷水管套上堆焊3~6 mm厚的耐磨层,堆焊后硬度为53~59HRC。由于受中信重工公司现有设备及条件的限制,无法采用激光熔敷等焊接工艺方法,只能采用熔化极气体保护焊进行堆焊。由于堆焊层厚度较薄,且喷水管套材质为Q235A低碳钢,对堆焊层的稀释较为严重,从而使堆焊层的硬度很难达到设计要求。另外,技术要求堆焊后无裂纹,这又进一步增加了堆焊的难度。
由图1可知,喷水管套内径为74 mm,而与之配合的喷水管喷嘴处尺寸为71 mm,因此,喷水管套在堆焊耐磨层后,其焊接变形量单边必须小于1.5 mm,否则喷水管无法进入喷水管套。喷水管套长度约2 400 mm,规格为Φ89 mm×7.5 mm,属于细、长、薄壁管。这种管型堆焊的焊接变形量控制难度较大,加之受现有设备及条件的限制,无法采用激光熔敷等较先进的焊接工艺方法,而只能采用熔化极气体保护焊进行耐磨层的堆焊,使得焊接变形量的控制就更加困难。

图1 喷水管道结构示意图
2 焊材选择及焊接变形量控制
2.1 焊材选择
为了获得技术要求的堆焊层硬度(53~59HRC),保证堆焊后无裂纹,选择两种焊接材料进行堆焊试验。焊接时采用小电流,以减少母材对焊丝合金元素的稀释,并尽量采用小的焊接规范和焊接热输入。
2.1.1 ZX-1 Φ1.6 mm 焊丝堆焊
用ZX-1 Φ1.6 mm焊丝对待焊件进行堆焊试验,焊接参数见表1。焊接时,为了控制焊接变形,快速降温,从待焊件另一端送入压缩空气进行冷却。第一层堆焊完成后,用砂轮打磨,然后进行第二层堆焊。

表1 ZX-1 Φ1.6 mm焊丝堆焊焊接参数
堆焊完成后,再用砂轮打磨抛光,然后检测堆焊层的硬度,结果普遍为46HRC、47HRC,而技术要求堆焊层的硬度为53~59HRC,可见,使用ZX-1 Φ1.6 mm焊丝进行的耐磨层堆焊是不符合技术要求的,因此要重新选择堆焊材料。
2.1.2 ZD5A Φ1.6 mm 焊丝堆焊
用ZD5A Φ1.6 mm焊丝对待焊件进行堆焊试验,焊接参数见表2。

表2 ZD5A Φ1.6 mm焊丝堆焊焊接参数
第一层堆焊完成后,用砂轮打磨,然后进行第二层堆焊,两层合计堆焊厚度5 mm左右。第二层堆焊完成后,将堆焊件打磨出金属光泽,然后进行硬度和着色检测。ZD5A Φ1.6 mm焊丝堆焊打磨及着色后的试件照片如图2所示。

图2 ZD5A Φ1.6 mm焊丝堆焊打磨及着色后的试件照片
对焊件的硬度检测结果表明,硬度普遍为56HRC、57HRC,符合技术要求的 53~59HRC范围;着色检测结果表明,堆焊层也没有焊接缺陷。
2.2 焊接变形控制
为了控制焊接变形,设计并制作了专用的焊接工装,结构如图3所示。
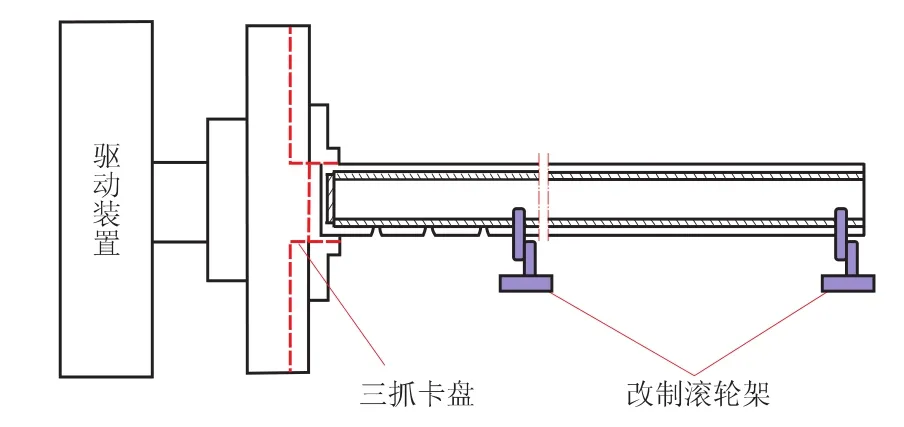
图3 焊接变形控制专用工装结构示意图
为了将焊接过程中的热量降低到最小,采用分段退焊的方式,以控制焊接变形,每一段约400 mm,分段退焊过程如图4所示。

图4 分段退焊过程示意图
为了防止焊后冷却不均匀造成的焊接变形,堆焊完成后将管套继续放置在转胎上,且保持转胎匀速转动,直至管套冷却至室温。
3 堆焊试验及其检测结果
3.1 试验过程
对喷水管套原材料打磨除锈,调节转胎转动速度,确定最佳焊接速度。用ZD5A Φ1.6 mm焊丝对喷水管套进行堆焊,并按工艺要求,采用分段退焊方式进行堆焊,以控制焊接变形。
3.2 硬度检测
堆焊完成后,采用TH140里氏硬度计检测堆焊层硬度,检测硬度均值为56.5HRC,满足53~59HRC的技术要求。
3.3 焊接变形量检测
用自制工装进行试装,如图5所示。试装结果表明,自制工装能够轻松地装入堆焊后的钢管中,说明焊接变形量控制的较好,满足了技术要求。

图5 自制工装试装实物照片
4 结 论
(1)通过对比试验,优化出了高硬度无裂纹的耐磨堆焊材料ZD5A及其焊接规范参数,保证堆焊硬度53~59HRC,无裂纹,满足设计要求。
(2)通过自行设计、制作焊接工装,并采取合理的焊接工艺,保证堆焊后喷水管套焊接变形单边小于1.5 mm。
(3)形成了喷水管套堆焊专用工艺,为后续产品的批量化生产提供了技术储备。
[1]白金生.大型立磨堆焊技术[J].金属加工,2011(22):22-25.
[2]韩仲琦.立磨技术在水泥工业的应用和发展[J].天津建材,2010(1):28-32.
[3]董建峰,王昆,刘虎,等.立磨及其传动装置技术的现状和趋势[J].重型机械,2014(2):6-9.
[4]董建峰,孙宇,孙刚.立磨磨辊辊体在线修复技术[J].水泥工程,2015(3):60-61.
[5]张秀全,张中国.原料JLM3-46.4立磨系统提产降耗的措施[J].中国水泥,2015(9):79-82.
[6]冀永涛.原料立磨减速机输入轴轴承损坏分析[J].建材世界,2013(1):80-82.
[7]张宝林.Φ4.6m原料立磨锥辊辊套的优化设计[J].水泥工程,2015(6):54-55.
[8]权建军,刘须收,白金生,等.立磨磨辊堆焊耐磨层焊接材料的选择[J].矿山机械,2013(6):58-60.
[9]黄智泉,杨威,王欣,等.ZD-O系列药芯焊丝在磨辊堆焊中的应用[J].金属加工,2010(4):33-35.
[10]杜晓军.立磨磨辊耐磨硬质合金的堆焊工艺[J].金属加工(热加工)热加工,2011(22):39-40.
Surfacing Welding Process and Deformation Control of Elongated Spary Pipe
WU Jianying
(Welding Process Research Institute of Citic Heavy Machinery Co.,Ltd.,Luoyang 471039,Henan,China)
In order to improve the abrasion resistance of UM56.4 raw material grinding equipment,prolong the service life of the equipment,the wear-resistant layer surfacing welding was conducted on the outer side of the vertical mill water pipe.Through welding experiments based on the different welding material and welding process,optimized the reasonable welding material and process parameters,and designed the welding deformation control tooling,made reasonable welding process measures,such as welding sequence,uniform cooling after welding etc.,ultimately to ensure the technical requirement,namely the hardness of surfacing welding layer 53~59 HRC,no crack,and welding deformation after welding of unilateral were less than 1.5 mm.Test results showed that the surfacing welding and deformation control of total length of 2 400 mm,Φ89 mm×7.5 mm thin,long,thin wall thickness vertical mill water pipe meet the design requirements.
welding; surfacing welding; hardness; welding deformation; spary pipe
TG404
B
10.19291/j.cnki.1001-3938.2017.09.009
吴建英(1985—),女,工程师,主要从事焊接工艺研究。
2017-04-29
修改稿收稿日期:2017-08-04
编辑:谢淑霞
