卷绕机控制系统与张力分析
2017-11-01广东工业大学自动化学院陈柏良张文辉
广东工业大学自动化学院 陈柏良 李 军 张文辉
卷绕机控制系统与张力分析
广东工业大学自动化学院 陈柏良 李 军 张文辉
为满足某工出厂的具体要求,设计一套适用于该工厂的卷绕机控制系统,且能对张力问题进行分析与解决。本文通过介绍卷绕机控制系统、张力系统控制结构、张力的产生及影响因素,最终设计出本套卷绕机控制系统,并已满足该工厂的需求。
卷绕机;控制系统;张力系统控制结构
1.概述
锂电池卷绕机多种多样,从生产的锂电池产品形状来分有方形卷绕机和圆形卷绕机;根据卷绕机的控制方式分为半自动卷绕机和全自动卷绕机;其中半自动锂电池卷绕机的主要工作任务是将制作好的极片与绝缘但可以让锂离子通过的隔膜按照一定的规则卷绕成特定的形状(一般分为圆形、方形)的电芯。根据使用的卷针多少分为单卷针型卷绕机和多卷针型卷绕机。
2.卷绕机控制系统的设计
卷绕机控制系统由两部分组成:主控制电路部分和输入/输出电路部分。主控制部分包括:电源电路,DSC(STM32F407)最小系统、ISP/实时监控电路、J-LINK下载/监控电路、使用SPI2的SD卡存储电路,RS485-Modbus通信电路;输入/输出电路包括:编码器输入电路、通用输入/输出电路、拓展输入/输出电路、位置传感器输入电路、电机驱动电路,系统设计图如图1所示。
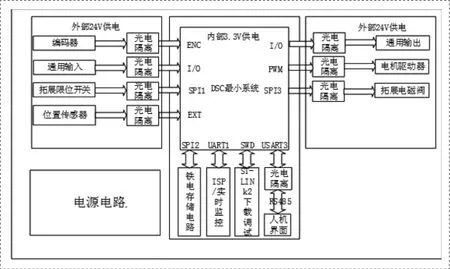
图1 卷绕机控制系统
3.张力控制系统的结构
工艺与控制的流程如图2所示,包括放卷机构、张力检测、控制器、收卷机构等组成。

图2 工艺与控制的流程
3.1 放卷机构
放卷机构,主要负责放料(隔膜)。卷绕机卷绕过程中,为了张力平衡,放卷机构按照一定的规律将隔膜送出给后面的机构,以达到张力恒定。
3.2 张力检测
张力检测,由摆臂和编码器组成。摆臂位置不同,代表不同张力大小,而编码器负责将摆臂位置信息反馈给控制器,控制器根据反馈量,调节张力大小,从而实现闭环控制。
3.3 控制器
控制器,主要负责算法运算,并输出控制量来调节张力。编码器将其数值通过编码器硬件电路传入控制器,控制器根据编码值进行算法控制,控制到放卷机构。
3.4 收卷机构
收卷机构,负责对夹着极片的隔膜进行卷绕。控制器按照一定速度规则,输出PWM脉冲来控制收卷电机完成锂电池电芯产品的工作。
4.张力的产生及影响因素
4.1 张力的产生
在锂电池卷绕机电芯卷绕过程中,可以通过以下两种方式产生力矩。第一种是在卷绕过程中,因为隔膜收卷线速度与隔膜放卷线速度之间存在速度差。如若隔膜放卷线速度小于隔膜收卷线速度,隔膜材料则会产生张力,速度差越大张力越大。另一种张力产生的原因是摆臂机构与隔膜之间的摩擦。由于收卷机构或者放卷机构的旋转动作,必然造成摆臂机构与隔膜之间产生摩擦力,摆臂机构与卷绕机构之间的隔膜材料也即形成张力。
4.2 张力的影响因素
在锂电池卷绕机生产锂电池过程中,存在各种扰动,造成卷绕机张力产生波动和变化,下面就列举其中的三个因素:
(1)收卷卷针线速度对张力的影响。张力控制涉及到放卷机构、收卷机构、摆臂机构(上面安装了编码器),检测装置(摆臂机构和编码器)用于对摆臂的位置进行反馈,主控制器DSC根据反馈值对放卷机构进行输入控制,以期达到张力稳定,张力系统简化模型示意图如图3所示[1]。
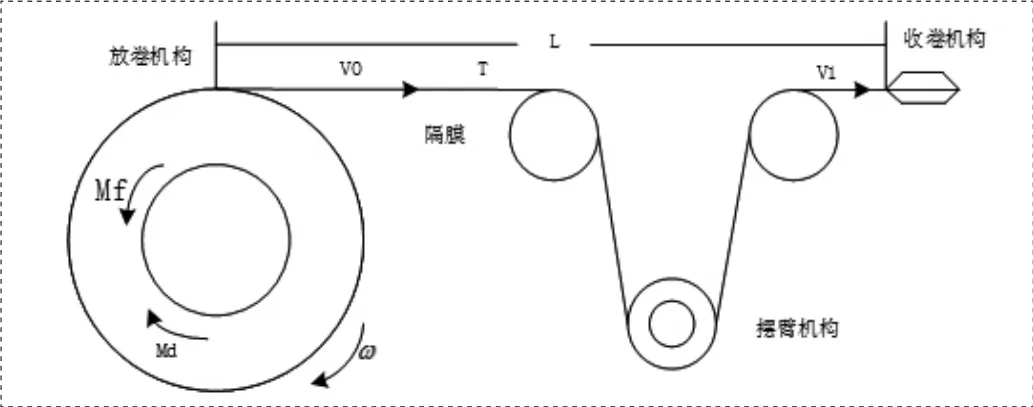
图3 张力系统简化模型
图3为锂电池卷绕机的张力系统模型,r0为放卷机构转轴半径,r隔膜带料半径(厚度随时间变化),ω为放卷电机的角速度,V0为放卷机构线速度,V1为收卷机构线速度,Md为电机提供的力矩,Mf为摩擦力矩,T为隔膜张力大小。运用力矩守恒可得张力系统动力学方程[2]:

可以得到:

式(4.2)中,张力大小是随V0,r变化的非线性时变系统,而其中V0变化速率远大于r的变化速率,那么可以做近似处理,得出张力大小主要只跟V0相关,而V0是跟随V1的,所以张力的稳定取决于V1。
通过上面动力学分析,可得收卷卷针的速度是影响张力稳定的一个重要因素,为了尽可能减少收卷卷针速度对张力的影响,实现恒收卷线速度,需要采用变角速度方式,且这个角速度为正弦速度[3],具体角速度表达式为:

(2)由于张力控制算法运算以及张力更新放卷电机PWM都需要时间,导致DSC控制时有脉冲滞后问题,影响放卷电机的放卷效果。
(3)隔膜半径变化。在卷绕过程中,放卷隔膜与收卷隔膜卷均随时间变化其半径发生变化,从而引起卷绕隔膜材料张力的变化。当收卷电机制动力矩不变时,收卷直径越大,张力越小;当放卷电机制动力矩不变时,放卷直径越小,张力越大。
5.总结
通过设计该卷绕机控制系统、张力控制系统结构并分析张力的产生与影响因素完成了该工厂的实际需求。本文对卷绕机的张力问题进行了详细的分析,虽然该分析是针对方形单卷针卷绕机进行分析的,但该分析对大部分的类型卷绕机张力问题都具备一定的参考意义。
[1]Sun Q Q,Xu C X,Wang Y,etal.Studies on fashionable products demand forecast and stock control[J].Proceedings of the IEEE International Conference on Automation and Logistics,2009,15(8):114-118.
[2]游林儒,杨秀春.基于锂电池卷绕机张力控制系统[J].控制工程,2011(6):892-896.
[3]寇抱拳,程树康.交流伺服电机以及控制[M].北京:机械工业出版社,2010.
[4]李迪.卷绕系统中的张力控制研究[D].线科技大学,2007.
[5]张李超,张云,周军,周华民,王维东.高速高精度锂电池极片卷绕装备控制系统的研发[J].自动化与信息工程,2016(02):1-7.
[6]陈艳珠,朱萍.卷取机张力控制形式分析[J].一重技术,1996(3):89-91.
陈柏良,广东工业大学自动化学院硕士研究生在读。
