低氧光亮铜杆铜粉形成机理及控制研究
2017-09-20贾青云
贾青云
(新兴铸管(浙江)铜业有限公司,浙江 杭州 311400)
0 前 言
当前用于制造电线、电缆的主要原料低氧光亮铜杆主要靠连铸连轧法生产。随着社会的发展科技的进步和更新,电线、电缆行业开始向超细线方向发展,此外镀层类和漆包类铜线材品种需求量也越来越大、质量要求越来越高,因此对连铸连轧法生产的低氧光亮铜杆的性能要求也日益提高[1-2]。国内虽然也在不断引进和消化国外先进的生产技术,但是我国生产的低氧光亮铜杆的质量仍与国外高端铜杆产品有相当的差距,在连拉连包漆线生产中常常因为铜杆的铜粉含量过高而不能满足高端产品的要求。因此低氧光亮铜杆的质量尤其是铜粉含量对其产品的市场竞争力影响很大。
铜线杆的后续拉拔加工对低氧光亮铜杆的铜粉含量有较高要求[3]。铜杆中的微米级铜粉与铜杆基体接触不牢,在后续拉拔和扭转过程中受应力作用极易与基体剥离,在基体表面形成凹坑等缺陷。铜粉量过多易导致拉丝堵模,影响拉伸的润滑过程,划伤模具,并且会有铜粉压入线表,严重时还会导致拉丝断线,影响正常生产。因此,对低氧光亮铜杆的铜粉含量控制就显得十分重要。本文分析了铜粉对铜杆拉伸过程的影响,确定铜粉主要来源,针对低氧光亮铜杆生产过程中产生铜粉的环节系统地探究了铜粉的形成原理,并对影响铜粉含量的因素进行试验和分析,最后提出了合理的控制改良方案来降低铜粉含量。
1 铜粉对铜杆质量的影响及危害
目前研究表明铜粉对铜杆后续拉伸的影响主要表现在拉伸过程和拉伸成品质量两方面。
1.1 铜粉对拉伸过程的影响
铜粉对铜杆拉伸过程的影响主要表现在拉伸模具的润滑和铜线杆表面擦伤及拉断等方面[4]。铜杆拉伸过程中润滑必不可少,若铜杆的铜粉含量过多将会使拉伸过程中铜杆在压缩工作区受机械应力作用剥落的铜粉堆积在拉伸模具的工作区末端和定径区入口处(如图 1所示)。
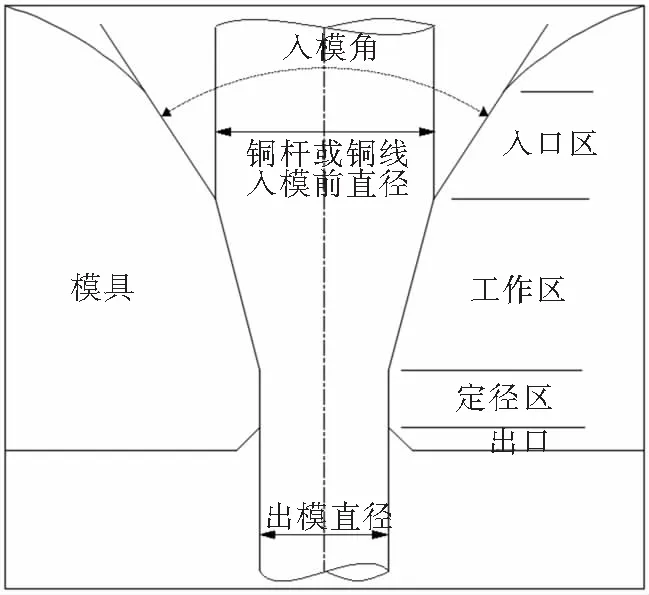
图1 拉伸模具简易结构
铜粉堵塞模具口阻止润滑油或润滑脂进入,恶化润滑作用,破坏拉伸模具内壁与铜线杆之间由润滑剂形成的抗高压润滑薄膜,摩擦力增大,使生产所需的拉伸力急剧增大,不仅增加能耗抬高成本,而且即使采用很小的加工率,也极易出现断线,影响正常生产。此外润滑恶化严重时还会出现干摩擦,导致线杆与模具内壁出现粘连,影响铜线杆拉伸后的表面质量,过量铜粉也会划伤线表,无法拉制出高质量的铜线;粘连及铜粉还会加速模具内壁磨损,缩短模具使用寿命[5]。此外还有部分铜粉因受模具的径向压力会被压入拉伸后的铜线表面,形成的薄弱区继续影响后续拉拔过程和产品质量。
1.2 铜粉对拉伸产品性能和质量影响
由于铜粉堵塞模具润滑质量降低,在工作区末端和定径区入口处对铜杆摩擦力增大,铜粉剥落恶化线表质量,而且铜粉颗粒会严重擦伤铜线杆在其表面留下毛刺、划痕、凹坑等缺陷,这对后续拉伸尤其是微细线和超细线的拉伸质量影响极大,这些微小缺陷处出现应力集中,拉拔过程中极易在这些薄弱位置断线[6-7]。另外,在成产漆包线和镀层线时,毛刺和凹坑有可能导致镀层或漆层不均匀、脱落或高电压击穿等质量问题[8]。
2 铜粉形成和剥离机理
按照测量铜粉含量的国家标准的杆刷法采集到大量铜粉颗粒特征样本[9]。分析显示,铜杆铜粉剥离后表面缺陷十分明显(如图2),剥落的铜粉颗粒尺寸大多在微米级且无规则形状(如图3),化学元素检测表明铜粉颗粒中只含Cu、O两种元素,物相分析确定铜杆剥落的铜粉颗粒主要为铜基体颗粒和铜的氧化物颗粒[10]。
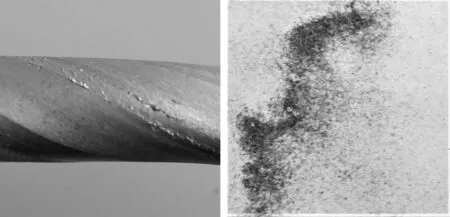
图2扭转试验后铜杆表面铜粉剥离后形貌图3铜线杆剥离的铜粉形貌
在低氧铜杆生产环节中浇铸及浇铸之前的铜液由于有还原性气氛保护,其氧含量可控一般控制在最优范围200×10-6~300×10-6之间。铸坯浇铸完成出口温度950℃,经二次冷却温度降到830~860℃进轧,在此过程中,高温铜铸坯与空气接触氧化出厚度在30 μm左右的表层氧化皮。该层氧化皮为脆硬的CuO和Cu2O等铜的氧化物,其分布如图4。
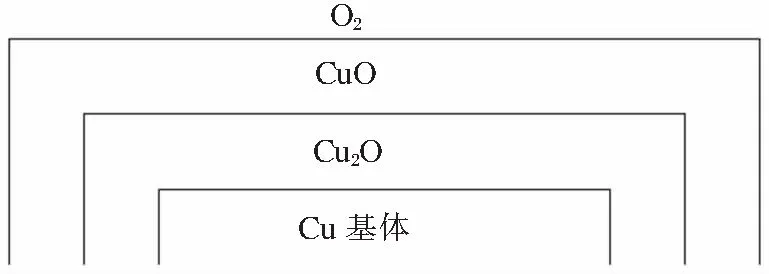
图4 铸坯表面氧化物分布
理想状态下该层脆硬氧化皮在进入轧机轧制后,其表层氧化皮受轧制挤应力被轧裂,破碎剥落,内部的铜基体被轧制成铜杆,然而在实际轧制过程中氧化皮并非能全部脱离铜基体(如图5),仍会有一部分氧化皮粘附在铜基体或轧辊表面,以及可能有部分乳化液中循环未被过滤掉的氧化皮,被高速转动的轧辊再次轧入铜基体轧件中(如图6),这些脆硬氧化物只是作为外来物嵌入基体与基体结合不牢,而且这些氧化物与基体的各项物理性能有较大差异,在后续拉伸过程中极易与基体再次剥离并携带少量基体碎片共同形成铜粉,成为了后续拉拔过程中出现各种质量问题的隐患。
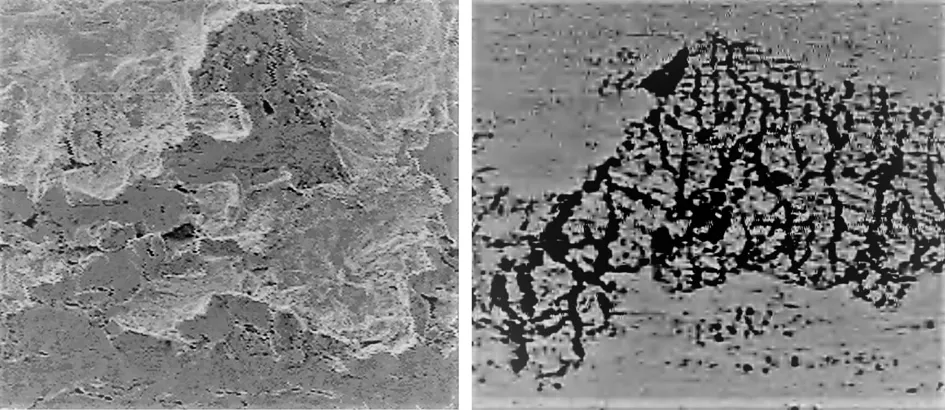
图5氧化物剥离后基体显微形貌图6氧化物再次被轧入基体的显微形貌
铜粉中除了铜的氧化物还有少量铜基体颗粒,铜基体颗粒主要是铜线杆表面受机械损伤导致毛刺、凹坑、擦伤等一系列缺陷引起。当轧辊尤其是小轧辊表面出现坑洞缺陷后若不及时更换,轧制成的铜杆表面常常有大量毛刺,这些毛刺被轧入铜杆中后与基体结合不牢,容易在拉伸过程中受应力作用脱离基体形成铜粉。
3 轧制速度对铜粉含量影响
由铜粉形成机理可知,铜粉中的氧化物主要是在轧制过程中轧入铜杆,因此针对铜粉的控制试验选择轧制速度作为单一变量。轧制速度选择低速8.0 m/min和高速9.5 m/min来作为对比试验。在本试验中将原料铜板清洗,烧嘴λ控制在1.0,保温炉角度控制在75(°)左右,每半小时扒渣,铜液含氧量保持在最优范围200~300 ppm,铸机冷却液按比例控制,钢带、挡块保持干燥清洁,粗、精轧乳化液及酒精含量按工艺要求上限控制,清洗线酒精浓度按上限控制,pH值按中上限控制,开轧温度控制在843℃左右。
铜粉测量时选取铜杆试样截取长度30 mm,试验每种速度试验各取样152件。由于按照国家标准正负10转扭转剥落的铜粉量太少测量误差较大,因此本试验选择正25转反转至断所剥落的铜粉量来对比不同轧制速度对于铜粉含量的影响。
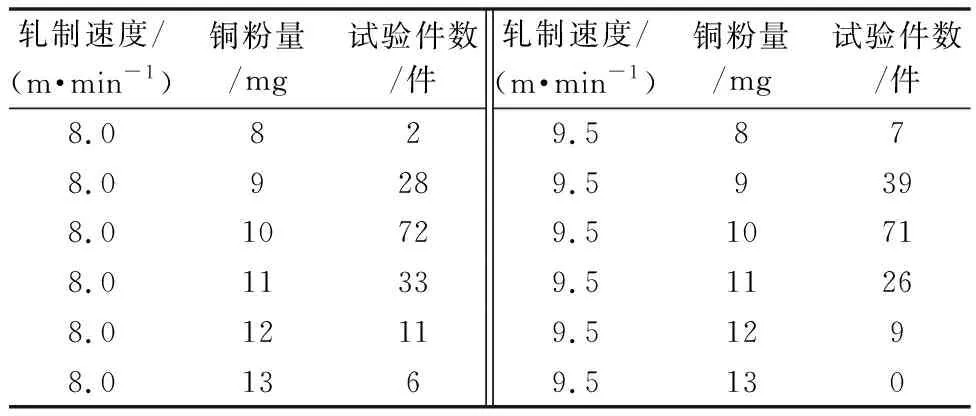
表1 不同轧制速度下铜粉含量分布
试验统计结果如表1。数理统计分析得出9.5 m/s轧制速度下平均铜粉含量为9.94 mg,标准差为0.922;8.0 m/s轧制速度下平均铜粉含量约为10.27 mg,标准差为1.016。轧制速度降低后铜杆平均铜粉含量有所增加,且标准差变大,铜杆质量稳定性下降。表明在9.5 m/s轧制速度下铜杆铜粉含量较为稳定,速度下降后铜杆铜粉含量不稳定且呈增加趋势。
如图7,当速度由9.5 m/min降低为8.0 m/min时,铜粉含量多的试样数量显著增多,铜粉含量少的试样数量减少,平均铜粉含量也由9.94 mg增加到10.27 mg。表明相同温度下,在一定轧制速度范围内,轧制速度越低,铜杆中铜粉含量越高。应是由于轧制速度越低,铸坯在浇铸完成到进入轧机这段时间内被外界空气氧化时间越长,表层氧化皮越厚,在轧制过程中氧化皮破碎越不完全,且轧制速度慢时,轧辊更容易粘附氧化皮不易甩离,导致被轧入轧件的氧化皮增多,铜杆铜粉含量上升。
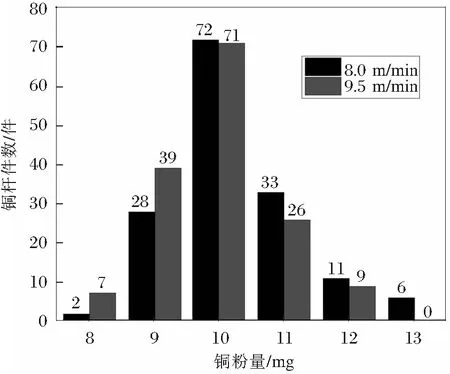
图7 不同轧制速度的铜粉量对比
4 铜粉控制和过程改进建议
1)轧制速度
由于轧制速度会影响铜铸坯在空气中的氧化时间,因此控制轧制速度在合理范围内的较高值会有利于减少氧化皮,增加铜杆质量稳定性,进而减少铜杆铜粉含量。
2)粗、精轧乳化液
在轧制过程中,乳化液有润滑作用且不断冲刷轧件和轧辊上的氧化皮,将乳化液保持最大喷洒压力可显著提高氧化皮去除程度,减少被重新轧入铜基体的氧化皮量,此外,乳化液中含有适量乙醇等还原性物质亦可还原少量表层氧化物,减少基体二次氧化程度,都能起到降低铜粉含量的作用。被乳化液冲走的氧化物碎屑在循环过程中应被过滤干净,否则会导致乳化液对氧化皮的清洁作用降低,铜粉含量增高。
3)无酸清洗
轧制完成后的无酸清洗过程要保证各个喷射口通畅无堵,以确保冷却清洗液与铜杆表面充分接触,还原铜杆表面氧化物。由于还原过程需要较高的温度,因此在合理范围内应尽可能降低冷却清洗液的流量,防止过度冷却导致还原过程不能正常进行。还应经常检查冷却清洗液中的还原性物质浓度含量,保持在合理范围内的最优值。
5 结 论
铜粉的含量直接影响低氧光亮铜杆的拉伸过程和拉伸产品质量,因此应尽可能降低铜杆铜粉含量。由于铜粉主要是在轧制过程中氧化皮被扎入基体时形成,因此降低氧化物量或降低氧化皮被再次扎入量是显著降低铜粉含量的关键,此外还应控制铜杆表面质量,防止因机械损伤导致过多缺陷而使铜粉剥离量增加。
