QC案例:减少行李分拣机的滞件率
2017-09-15陈芸萍顾勇俊
◆汪 胜 陈芸萍 顾勇俊/ 文
QC案例:减少行李分拣机的滞件率
◆汪 胜 陈芸萍 顾勇俊/ 文
一、选题理由
随着人工行李分拣无法满足航空公司不断扩大的中转业务,浦东机场转而使用行李中转自动分拣系统,提升分拣效率,将中转旅客的行李安全快捷地送上航班,分拣机是行李中转系统最重要的环节。乘客们托运的行李由导入装置进入分拣机,经红外扫描行李条形码后,进入小车托盘。控制服务器接收条形码信息及托盘编号,预约下落斜槽。行李从斜槽滑落至输送装置后,由地勤人员收集运送至相应的航班上。
浦东机场的行李中转量由2008年43110件飞速增长到2014年133986件。在高峰时期,分拣机平均0.6~0.8分钟就要处理一件行李,一旦发生故障,人工排除故障的时间一般需要5分钟,这期间发生滞件、堵包,造成系统停运。故障严重时,更会影响航班的正常运行。
经过小组成员对2014年分拣机行李滞件情况的统计(行李滞件率=行李滞件总数÷中转行李总数),2014年分拣机行李滞件率为2.87%,超过了公司《分拣机维护手册》中对分拣机滞件率≤2%的要求,这是一项非常重要的技术指标,对分拣机的性能要求非常高。针对上述情况,QC小组决定采取措施降低分拣机的行李滞件率,并将本次QC活动的目标设定为行李滞件率≤2%。
二、目标可行性分析
小组对分拣机2014年5~12月滞件原因进行了调查,发现分拣机主要存在斜槽故障、TCB电路板信号不稳定、倾翻电机故障多、小车托盘不在位四个问题。随后,小组对其进行统计,“斜槽故障”造成的滞件率为1.18%,占41%,是造成分拣机滞件的主要原因。要想把分拣机滞件率降到2%,小组只需将斜槽滞件率从1.18%降到0.31%。
通过查阅历史数据,小组获知在2008年使用初期斜槽滞件率为0.20%,所以小组认为将斜槽滞件率降到0.31%是合理的。
并且,小组通过计算1.18%-(2.87%-2.00%)=0.31%>0.20%(2008年使用初期数据)得出结论:通过降低斜槽滞件率来使整个分拣机滞件率从2.87%降到2.00%(技术指标),这个目标是可行的。
三、原因分析
斜槽由镀锌铁皮(俗称白铁皮)制成,是行李从小车托盘下滑到指定转盘输送带的通道,宽度1.2米,长度在4~5米之间。行李在分拣机的行李托盘翻转后沿着斜槽下落至输送装置,在下滑过程中由于前段行李滞件会引起整个斜槽通道的堵塞,最终会导致分拣机停运。
通过定性分析,小组得出行李下落时间和其他因素的函数关系为:
t=f(μ,G,α,S,V0)
式中,μ为摩擦系数;G为行李重量;α为斜槽倾斜角度;S为下滑距离(斜槽长度);V0为行李下滑初速度。
经过计算,并运用“人、机、料、法、环”及“头脑风暴”QC方法分析,找到了12个末端因素,通过一一验证,确定了造成斜槽滞件有三个主要因素:软行李未放置托盘,同时运载行李过多及斜槽与行李间的摩擦系数过大。其中,摩擦系数过大这一要因占80.2%。
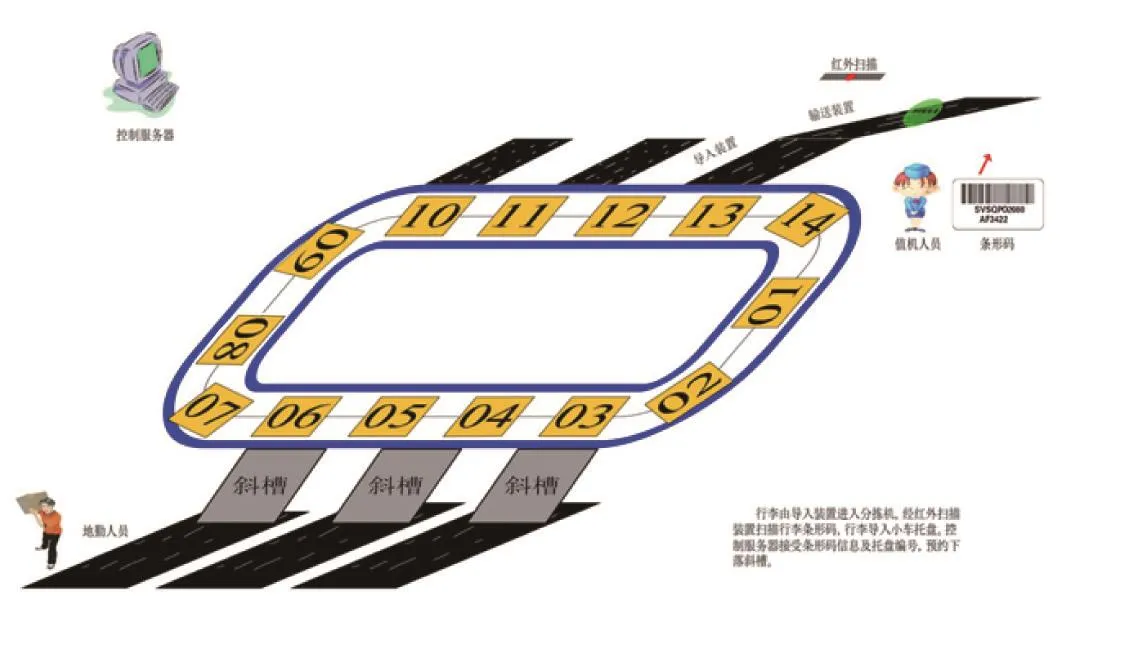
图1 分拣机运行示意图
四、研究对策
对于“摩擦系数过大”这个主要问题,小组做了重点研究,发现近十年来,行李箱已经从传统面料发展为新型面料,而分拣机斜槽的材料还是镀锌铁皮(白铁皮),两者之间的摩擦系数已经随着面料变化变得越来越大了!既然行李箱表面摩擦系数不可改变,小组就需要改善斜槽表面的摩擦系数。根据不同的摩擦方式,小组提出三种方案 :(1)将斜槽表面改为滚珠型接触面;(2)在斜槽表面加装不锈钢滑条;(3)在斜槽表面涂刷防滞涂层。
以上三种方案均可不同程度地降低摩擦系数,但是从方案的经济性、防滞效果、工程周期、可靠性以及后期维护量等多方面进行分析,铺设不锈钢滑条方案最为合适。
五、要因与对策
要因一:软行李未放托盘
小组下发文件规定航空公司工作人员必须严格按照托运规定操作,将软行李放置于托盘上输送。
2015年1月10日至1月21日,小组通知并配合监督航空公司托运行李的规范操作。经统计,采取这个措施后,滞件数为0,对策有效。
要因二:斜槽同时运送行李过多
针对要因二,小组提出了中转高峰的应急预案:中转高峰期,一旦斜槽最大同时运送行李数达到并超过《维护手册》规定的6个,立即指定人员在斜槽旁做人工疏散。
在巩固期内的效果:2015年1月22日至2月11日(正值春运高峰),小组指定人员对行李加以疏散,保证了最大同时运送量不超过规定的6个。经统计,由此滞件数降为0,对策有效。
要因三:摩擦系数过大
小组采用铺设不锈钢滑条来提高斜槽表面光滑度。然后,在滞件率最大的一台斜槽上进行了试验,铺设不锈钢扁平滑条后,30个行李平均下滑时间为1.5秒,还不能满足《维护手册》≤1.0秒的要求。小组又继续改铺圆柱形滑条,改铺30个行李平均下滑时间为0.9秒,达到要求,对策有效。
六、效果检查及巩固
在对策实施后的巩固期内,小组继续对分拣机进行了跟踪调查,滞件率从2.87%降至1.87%。
该项成果共节约成本133万元,给小组带来经济效益。同时,工作人员的排故次数减少了1/3,降低了劳动强度。滞件率降低也提升了机场行李系统的服务能力,给小组带来了社会效益。
为了巩固该项成果,小组制定了如下措施:每月召开一次航空公司协调会,强调规范操作;在航班高峰期加强现场管理;《值班记录本》备注滞件行李面料及增加现场照片;每月检查一次滑条的磨损及安装情况;每年进行一次行李箱面料分析。
七、总结
在整个QC活动过程中,小组体会到QC是一种非常准确、有效的解决问题的方法,并且看到理论结合实验的辩证统一性,更认识到平时台账记录和数据收集的重要性。
通过QC活动,团队成员在质量意识、创新意识、工作能力、责任心、团队精神等方面都得到了显著的提升。同时,活动中发现的问题也提醒小组QC是一种逻辑性非常强的推理方法,在整个过程中越深入、越欠缺的感觉时刻提醒小组要不断学习,以便更好地提高人的素质,发挥人的积极性和创造性,改进生产质量,降低消耗,提高企业经营效益。
(作者单位:上海国际机场股份有限公司)
