浅谈汽车裙边胶循环回收喷涂技术
2017-07-18陈克举邢汶平田冰星
陈克举,邢汶平,田冰星
(安徽江淮汽车集团股份有限公司,安徽 合肥 230601)
工艺装备
浅谈汽车裙边胶循环回收喷涂技术
陈克举,邢汶平,田冰星
(安徽江淮汽车集团股份有限公司,安徽 合肥 230601)
文章阐述了汽车裙边胶自动喷涂及自动遮蔽一体化技术,并对裙边胶进行回收再利用,达到循环喷涂节能环保的效果。
裙边胶;自动喷涂;自动遮蔽;循环喷涂;回收利用
CLC NO.: U465.9 Document Code: A Article ID: 1671-7988 (2017)11-01-03
引言
目前,全球各大汽车企业越来越关注车身底部防腐性能,通过市场反馈的锈蚀问题来看,车身裙边是锈蚀问题的高发部位,导致车企纷纷采用裙边胶喷涂工艺来解决该部位锈蚀,此工艺不仅增加了车身单台制造成本,同时对环境造成了污染。
至今各大汽车制造厂商裙边胶喷涂主要采用两种喷涂工艺,一种采用人工遮蔽手工或机器人喷涂,就是车身到达指定静止工位后,人工对裙边胶非喷涂面利用胶带纸粘贴遮蔽,然后对车身上须喷涂裙边胶的区域,通过人工手持手动喷枪或机器人自动喷涂裙边胶,该方法存在废胶无法利用,同时会产生遮蔽纸等废弃物;另一种对于静止状态的车身,采用机器人自带圆盘式遮蔽系统进行自动喷涂,该方法自动化程度较高,但投入成本高且裙边材料的利用率不高。本文将就一种新型的自动喷涂遮蔽一体化裙边胶回收循环喷涂进行论述,该系统设备投资低,材料可回收利用,该喷涂回收系统在保证质量的同时,极大的降低了提高了材料利用率,减少废胶。
1 喷涂工艺流程
车身(车身固定在滑撬上)通过机械化进入裙边胶喷涂工位前,主要工艺流程如下:
车型识别---车身测距感应---起喷节距传输---裙边胶自动喷涂---终喷节距传输。
1.1 车型自动识别
在裙边胶自动喷涂工位前安装两组光电感应(见图 1),对车身左右侧围进行感应信号,并将感应数据传递给控制系统(PLC),控制系统(PLC)根据感应信号输出该车型裙边胶自动喷涂程序。
1.2 车身测距检测
在裙边胶自动喷涂工位前左右侧对称安装一个车身测距感应器(见图 2),对车身前部、中部、后部进行三次测距,测距数据传递给控制系统(PLC),控制系统(PLC)根据测距数据精确控制滑轨电缸,当车身在滑橇上的放置位置左右存在偏差时,滑轨电缸驱动喷枪固定支架及时进行移动,确保左右两侧喷枪与车身距离保持在工艺范围内。

图1 车型识别系统

图2 车身测距感应器
1.3 起喷及终喷控制
在裙边胶自动喷涂工位前滚床上安装起喷节距开关(见图 3),滑橇到达起喷节距开关位置时,车身裙边胶起喷点刚好达到自动喷枪位置,起喷节距开关感应到滑撬到达信号并将信号传递给控制系统(PLC),控制系统(PLC)启动喷枪开始喷涂。
在裙边胶自动喷涂工位后的滚床上安装终喷节距开关(见图 4),滑橇到达终喷节距开关位置时,车身裙边胶终喷点刚好达到自动喷枪位置,终喷节距开关感应到滑橇到达将信号传递给控制系统(PLC),控制系统(PLC)关闭喷枪结束喷涂。同时控制系统(PLC)控制滑轨电缸移动固定支架回到起始点。
图4 终喷节距开关
图3 起喷节距开关
2 循环回收喷涂设备
2.1 喷涂设备
裙边胶自动喷涂设备主要有供胶系统、喷涂装置、加热装置、车型识别系统、控制系统等系统组成。
输胶系统主要采用高压方式供胶, 密封胶通过气动泵压送至管线并送到车身两侧的裙边胶自动喷涂装置,自动喷涂装置的喷枪安装在固定支架上,喷枪的仰角可以通过手动调到最佳裙边胶喷涂状态,并根据自动喷涂装置前面的车型识别系统输出给控制系统(PLC)的信号,控制系统(PLC)输出该车型裙边胶自动喷涂程序。再通过车身测距感应器输出给控制系统(PLC)的信号,控制系统(PLC)根据测距数据通过滑轨电缸在滑轨上移动固定支架精确控制车身与左右两侧喷枪的距离。由于裙边胶自动喷涂装置固定不动,主要通过车身(车身固定在滑橇上)匀速移动完成裙边胶自动喷涂。
自动喷涂装置主要包括(图5)a气动低速马达 b固定支架 c上遮蔽(遮蔽转盘 )d刮胶装置 e喷枪 f车身 g下遮蔽 h滑轨电缸 i滑轨。
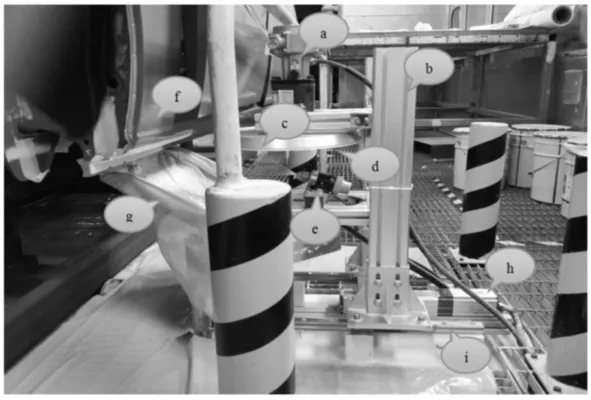
图5 喷涂装置
2.2 裙边胶自动喷涂装置
裙边胶自动喷涂装置固定不动,通过车身(车身固定在滑橇上)匀速移动进行裙边胶自动喷涂。车身匀速进入裙边胶自动喷涂工位后,自动喷涂的喷枪开始喷涂,同时上遮蔽转盘开始旋转,实现遮蔽功能。自动遮蔽主要由上遮蔽和下遮蔽的组合而成,上遮蔽即遮蔽转盘,遮蔽转盘水平安装在固定支架上,裙边胶自动喷涂过程中遮蔽转盘及向下倾斜的盘边缘起到遮蔽非喷涂面,同时起到防止裙边胶雾化污染车门等部件的作用,刮胶装置一端水平安装在固定支架上,另一端固定不动并与遮蔽转盘内表面接触,通过气动低速马达带动遮蔽转盘旋转将喷涂到遮蔽转盘上的裙边胶清理并转移到回收小桶内。下遮蔽固定在与固定支架同一平面上,并位于车身底板下方。起到防止裙边胶雾化而污染到车身底板以及机械化输送滚床的作用。喷枪安装在固定支架上,高低、前后位置及仰角均可通过手动调整,满足群边胶喷涂质量。
裙边胶在自动喷涂的过程中,裙边胶自动喷涂装置固定不动,主要通过车身(车身固定在滑撬上)匀速移动通过裙边胶自动喷涂工位,实现自动喷涂。
2.3 残胶回收系统
裙边胶喷涂过程中回收循环喷涂工艺流程及喷涂装置是本系统的核心部分, 其回收工艺流程:上遮蔽(遮蔽转盘)---刮胶---下遮蔽---小桶收集---大桶(昆仑桶)存储---输胶,见图6所示。
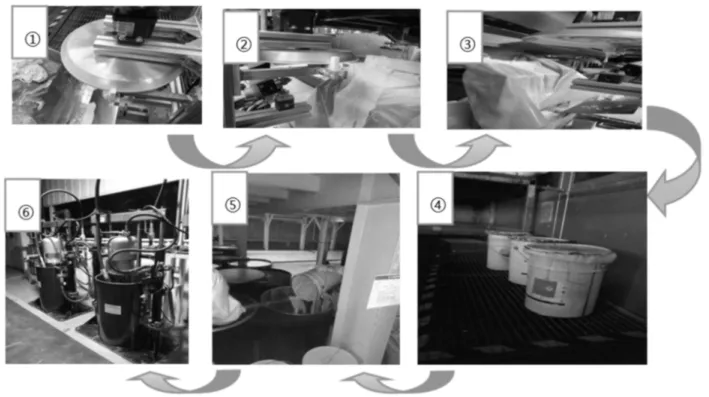
图6 裙边胶回收循环喷涂工艺图
主要设备组成及功能情况描述如下:(沿用图6中的序号)
遮蔽转盘(见图 6①):裙边胶自动喷涂过程中遮蔽转盘及向下倾斜的盘边缘起到遮蔽收集非喷涂面的裙边胶的作用;
刮胶装置(见图 6②):刮胶装置一端水平安装在固定支架上,另一端固定不动并与遮蔽转盘内表面接触,通过气动低速马达带动遮蔽转盘旋转将喷涂到遮蔽转盘上的裙边胶清理并转移到回收小桶内;
下遮蔽(见图 6③):下遮蔽固定在与固定支架同一平面上,并位于车身底板下面。起到遮蔽收集非喷涂面裙边胶并转移到回收小桶内的作用。
人工将小桶内的裙边胶倒入大桶内,大桶装满后运送到输胶系统(见图 6⑥)上进行循环利用。同时保证裙边胶自动喷涂装置的核心部件表面残留的裙边胶及时清理,特制定对喷涂区域的保洁和裙边胶自动喷涂装置的核心部件保养要求。
一般裙边胶在回收过程中要注意裙边胶的清洁度,在裙边胶自动喷涂工位人工用干净的薄膜对地面进行铺设,人工根据规定的更换频次对喷涂工位薄膜进行更换,更换频次:1次/天。生产结束后,裙边胶自动喷涂装置的核心部件做到100%清洁,人工按照核心部件的维护保养频次进行保养,确保喷枪、遮蔽转盘、下遮蔽表面清洁无残留的裙边胶。保养频次:1次/天。
3 喷涂工艺参数
在喷涂工艺流程、喷涂设备确定完成后,喷涂工艺参数对裙边胶的喷涂品质有直接影响因素,经过现场工艺调试后,最终确定如下喷涂工艺参数。
3.1 喷涂压力
由于裙边胶细腻且粘度低,压力的大小影响裙边胶雾化的效果、扇面大小、表面的平整度、雾胶等不良现象。为了满足原厂裙边胶和回收裙边胶能在同一供胶系统中使用,通过现场多轮调试,裙边胶喷涂工艺压力设置范围(8-12)MPa,(此喷涂压力仅供参考,根据材料及设备的不同,喷涂压力会有差异)。
3.2 喷涂温度
裙边胶喷涂的黏度大小受到温度高低直接影响,而施工黏度对喷幅影响较大,为了保证现场裙边胶喷涂的稳定性,在供胶系统配置伴热系统装置,且可以设定温度范围。目前,为了保证原厂裙边胶和回收裙边胶能在同一供胶系统中使用,裙边胶喷涂工艺温度设置范围(25-35)℃。
3.3 材料存放条件
◇ 存放状态:回收的裙边胶放置在密闭的昆仑桶内。
◇ 存放时间:≤2天
◇ 存放温度:20 ℃
4 性能检测结果及成本分析
4.1 性能对比
在相同环境、工艺的条件下,利用现场设备分别用两种状态的胶进行喷涂,并取样对主要性能进行检测,检验结果如下:

表1 性能参数对比表
4.2 成本分析
采用裙边胶回收循环喷涂后,单台制造成本、固废处理费用均得到控制,具体如下:

表2 裙边胶用量成本分析
◇ 单台胶节约成本:(2.41-1.25)*9.47=10.99元
◇ 危废(残胶)处理成本:2.8*(2.41-1.25)=3.25元
◇ 单台节约总成本:10.99+3.25=14.24元
5 结语
裙边胶回收循环喷涂对于汽车制造厂商节能环保、资源充分利用、制造成本控制有着至关重要的作用。在裙边胶喷涂工艺广泛应用的情况下,汽车制造厂商可以根据本文指引的一个方向,在条件允许的情况下可通过自行设计和研发改善,投入裙边胶循环喷涂技术,降低车身单台制造成本,同时企业节能减排方面也能取得显著效果。
Talk about the plastic recycling technique of the plastic recycling
Chen Keju, Xing Wenping, Tian Bingxing
( Jianghuai automobile group co., LTD., Anhui Hefei 230601 )
The article elaborated the automobile skirt rubber automatic spraying and automatically covered integration technology, and the skirt rubber recycling, to achieve the effect of circular spraying energy conservation and environmental protection.
hemline gel; Automatic spraying; Automatic cover; Circulating spray; recycling
U465.9
:A
:1671-7988 (2017)11-01-03
10.16638/j.cnki.1671-7988.2017.11.001
陈克举,就职于安徽江淮汽车集团股份有限公司。
