移动式交流闪光焊接不良断面分析
2017-06-28上海铁路局科研所
贺 颂 上海铁路局科研所
移动式交流闪光焊接不良断面分析
贺 颂 上海铁路局科研所
针对地铁公司移动式焊轨车存在闪光焊接质量问题,组织探讨研究,对存在的问题进行分析处理,提出解决意见。
灰斑;工艺参数;闪光焊接
1 概况
国内某地铁焊轨车间在做日常生产检验时,10个复检接头有3个出现异常,属于不合格接头。该地铁公司采用的是LR1200移动式交流闪光焊机,目前焊轨设备为2010年4月份交付使用,至今焊接大约3000个接头。焊接型式检验参数通过时间为2011年。2016年5月进行生产检验,发现有部分焊接曲线在阶段4出现5 s以上的断路,大电流。同时焊接10根实验钢轨,进行落锤实验,3.2 m的高度,其中有1根出现一锤断裂,2根第二锤断裂的情况,还有灰斑超标的情况。落锤情况如表1所示。2011年通过的检验参数如图1所示。
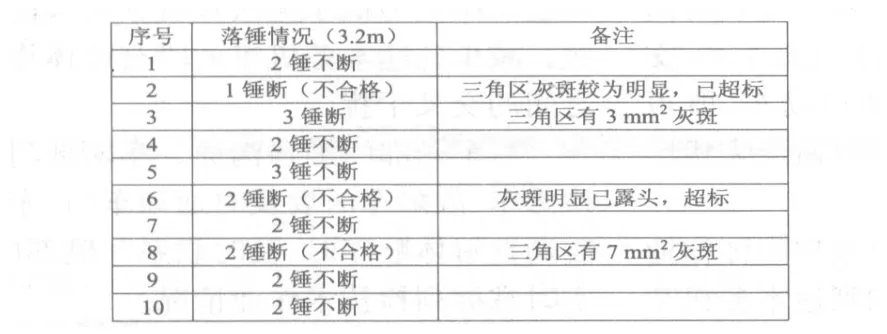
表1 落锤实验情况
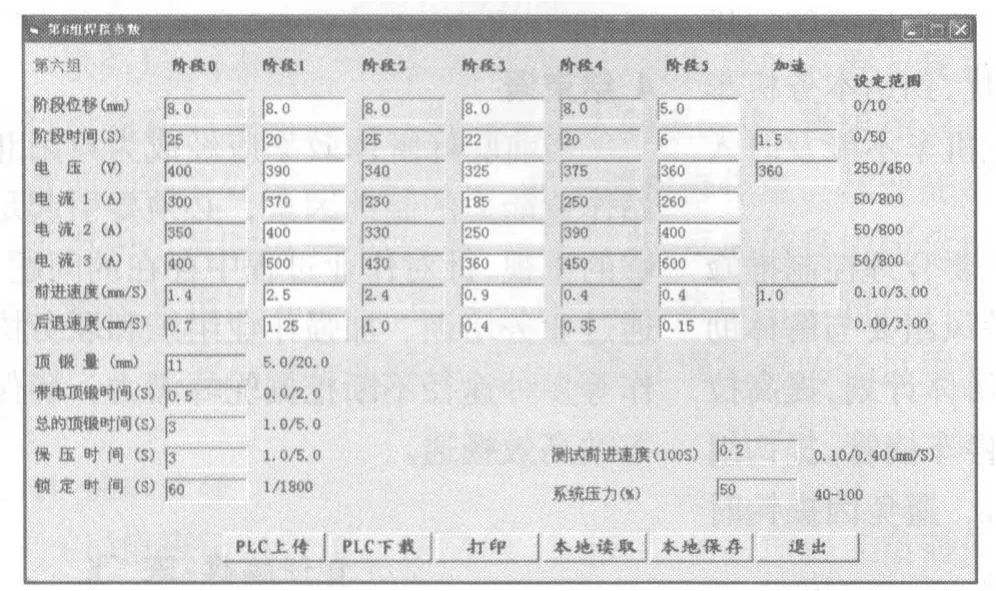
图1 型式检验通过参数
2 不合格接头分析
2.1 2号接头
2号接头1锤断裂,断面面貌如图2所示。相对应的焊接曲线如图3所示。根据焊接曲线判断,并未发现明显的异常现象,焊接过程顺利完成,焊接曲线趋势正确。三角区灰斑较为明显,属于暗灰板,一般认为此处热量较多,热量充足或爆破剧烈形成凹坑,再后续的闪光中无法使堆积的硅酸盐类物质排出,融化后的金属层中形成的夹杂物。右侧轨底端口较平齐。
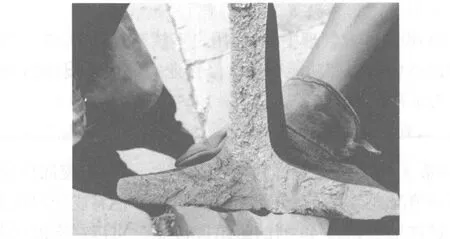
图2 2号接头断面图照
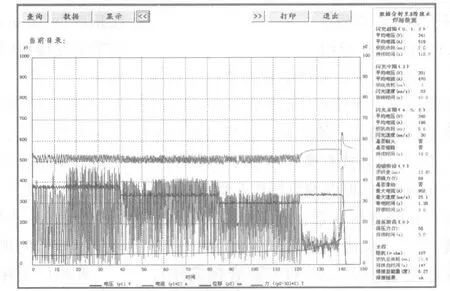
图3 2号接头焊接曲线
2.2 6号接头
6号接头2锤断裂,断面面貌如图4所示,相对应的焊接曲线如图5所示。根据焊接曲线判断,阶段3、4过渡不顺利存在着3 s左右的短路,其中还有大电流存在,阶段6有点存在提前短路的情况。整个焊接过程较为顺利,焊接曲线趋势正确。轨角区域灰斑较为明显,上露头,面积较大超标,属于光亮型灰斑。一般认为此处热量不足,爆破程度不够不足以将夹杂物飞溅出去,在表层区形成堆积,被不断爆破飞溅的液态金属流动区一层层覆盖,成为更深层的夹杂物。可以从断面图片上看出来,真个端面的撕裂源就是从左侧的轨底角开始的,这个位置灰斑的存在,严重影响了钢轨的力学性能。

图4 6号接头断面照
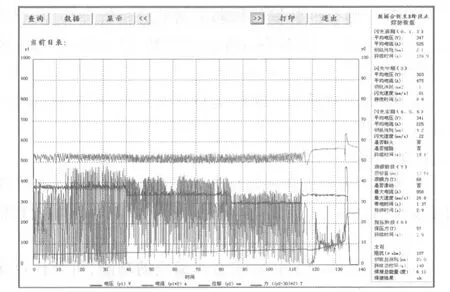
图5 6号接头焊接曲线
2.3 8号接头
8号接头2锤断裂,断面面貌如图6所示,焊接曲线如图7所示。根据焊接曲线判断,阶段3、4同样存在过渡不顺利的情况,5s左右的断路,焊接过程较顺利完成,焊接曲线趋势正确。2区灰斑较为明显,单个面积并未超标,属于暗灰斑,一般认为此处热量较多,热量充足或爆破剧烈形成凹坑,再后续的闪光中无法填充,融化后的金属层中形成的夹杂物,属于结合力薄弱地带。这个时候适当的可以减小阶段4的焊接电压,以后期降低爆破程度,或者增加顶锻量,把为数不多的灰斑排挤出端面。
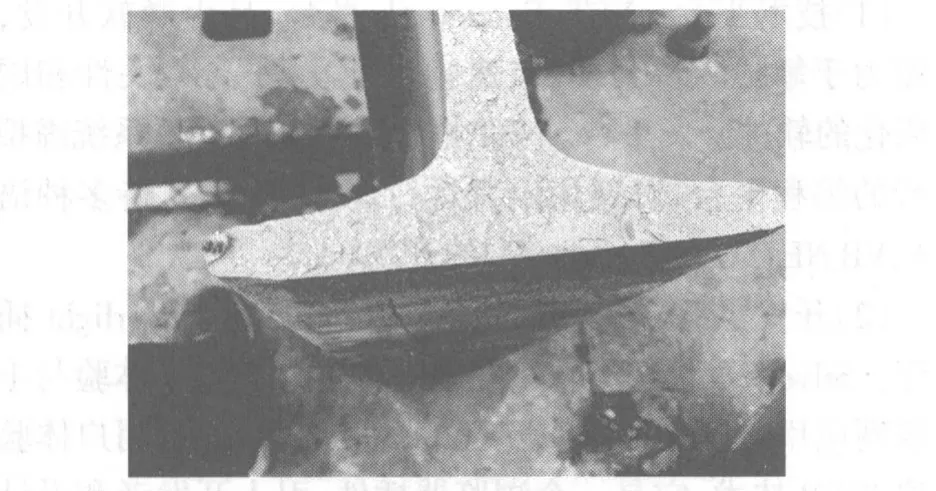
图6 8号接头断面照
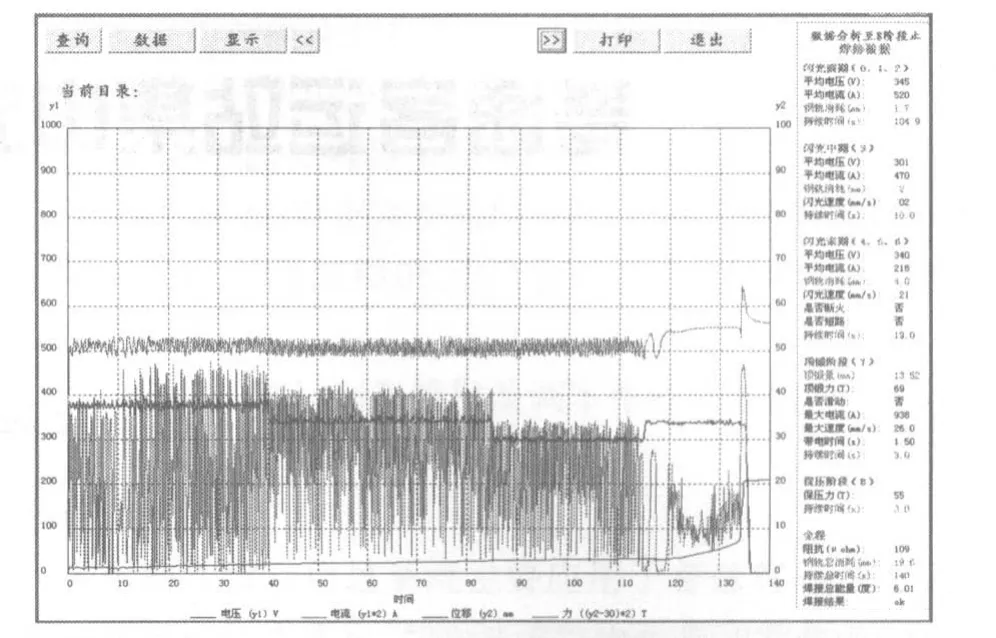
图7 8号接头焊接曲线
3 结束语
通过观看不合格接头焊接曲线可以知道:焊接3阶段往4阶段过渡时出现不连续;焊接后期4阶段往后出现较大电流;焊接6阶段出现提前短路。
简单初步分析:
(1)焊接工艺参数的时效性,一组参数使用时间过长,可能会出现这样的状况,机器的状态在下降。
(2)焊接前期加热时间较短,焊接后期6阶段电压值较小,闪光爆破能力不足,都可能导致6阶段没有爆破,直接进入7阶段顶锻阶段,电流超过焊接管理程序设定的短路阀值,判断短路。焊接结果显示为NO。
(3)闪光焊设备使用时间有五年,可能需要检修,建议对整个机头进行保养维护。
(4)鉴于实验的结果和接头断面情况,工艺参数微调已经不能满足焊接质量的要求,为了确保钢轨焊接质量和铁路运营安全,建议重新进行焊接参数型式检验。
责任编辑:宋 飞
来稿时间:2017-01-19
