制造磁头应用激光焊接的方法
2017-05-22苏钊源
苏钊源
(深圳粤宝电子科技有限公司,广东 深圳 518112)
制造磁头应用激光焊接的方法
苏钊源
(深圳粤宝电子科技有限公司,广东 深圳 518112)
激光焊接磁头制造装置,通过调整夹具对待激光焊接的磁头进行夹持后,将调整夹具定位在激光焊接机的操作台上,通过激光焊接的方式对定位后磁头的磁路接合面进行照射熔接,在对磁路接合面进行照射熔接之前,还应对磁头进行阻抗测试,并对阻抗测试满足预定要求的磁路接合面进行照射熔接。改善磁头的性能指标,节省制造磁头的成本。
夹具定位;磁头制造;激光焊接
激光焊接与普通电弧焊接不同,它的脉冲频率和脉冲宽度是可以调节的,焊接范围极小,适合各行各业的精密焊接,它在电子元器件之一磁头接合上的应用是其中的一种。但是该设备在使用过程中使得弹簧接合机卡进去会造成损耗,返修拆卸后不能再次使用,返修越多则造成损耗越大,从而会导致成本增加。因此,现有技术有待进一步的改进。
1 激光焊接磁头制造装置组成部分
鉴于上述现有技术中的不足之处,提供的一种基于激光焊接的磁头制造装置及制造磁头的方法,克服现有技术中采用接合弹簧固定磁路时,由于接合弹簧返修后不能再次利用,造成制造成本增加的缺陷。其主要由三组接线柱始、末端同向线圈、两个对称结构制作的铁芯座、一个可预防铁芯下陷的外壳、两个分隔三个信号通道的屏蔽板、三组实现感应功能的铁芯组、六个用来连接外围设备线路的接线柱以及间隙垫、压板、安装架和环氧树脂等材料和零件组成。
2 激光焊接磁头采用工艺
一种基于激光焊接的磁头制造装置,其中包括:调整夹具、定位焊接夹具和激光焊接机;调整夹具、用于对待激光焊接的磁头进行夹持;定位焊接夹具,用于将所述调整夹具定位在激光焊接机的操作台上;激光焊接机,与所述定位焊接夹具对应设置,用于对定位焊接夹具中定位后磁头的磁路接合面进行照射熔接。
其主要工艺如下:第一步是将三组铁芯组装入由锌铝合金材料制作成铁芯座中,通过工装夹具调整好位置尺寸后,用铆紧夹具把铁芯组件铆紧在铁芯座的设定的位置上,并用环氧树脂进行加固;第二步是用专用平面研磨机研磨铆接好的铁芯座组件的工作面,要求达到镜面的水平;第三步是将线圈按照指定的方向装入到研磨好的铁芯组件中;第四步是将组装好的磁芯组件装入特定的激光焊接工装夹具中,调节到合适参数和状态后,直接用激光发射的能量把两部分由锌铝合金做成铁芯座组件牢牢的焊接在一起;第五步是将焊接好的磁性感应器组件用专用的装壳夹具装入到磁性感应器的外壳;第六步是电气性能和各项参数的检查;第七步是环氧树脂的封装。从工艺上来说,本方案明显比传统方案简化了一步,而且磁性感应器的零件也比传统方案少了一个,因此,相对来说,采用本方案的设计结构既释放了磁性感应器内部的空间,又降低了产品成本,也简化了生产工艺,完全达到了设计的目的。
通过调整夹具对待激光焊接的磁头进行夹持后,将调整夹具定位在激光焊接机的操作台上,通过激光焊接的方式对定位后磁头的磁路接合面进行照射熔接,形成磁头的磁隙。磁头制造装置制造磁头的方法,在对磁路接合面进行照射熔接之前,还包括对磁头进行阻抗测试,并对阻抗测试满足预定要求的磁路接合面进行照射熔接。在磁头的磁隙形成后,对焊接后的磁头阻抗进行测试,判定其是否符合要求。
提供了一种基于激光焊接的磁头制造装置及制造磁头的方法,通过调整夹具对待激光焊接的磁头进行夹持后,将所述调整夹具定位在激光焊接机的操作台上,通过激光焊接的方式对定位后磁头的磁路接合面进行照射熔接,形成磁头的磁隙,从而改善了磁头的性能指标,而且由于不需要使用接合弹簧对磁头进行固定,因此可以节省制造磁头的成本,并且所述磁头制造装置及制造磁头的方法便于操作,且制造过程简单,使生产效率提高,为制造磁头提供了便利。
3 具体实际操作流程
如图1所示,磁头制造装置包括调整夹具10、定位焊接夹具20和激光焊接机30。

图1 是激光焊接的磁头制造装置的结构示意图
调整夹具10、用于对待激光焊接的磁头进行夹持;定位焊接夹具20,用于将所述调整夹具10定位在激光焊接机30的操作台上;激光焊接机30,与所述定位焊接夹具20对应设置,用于对定位焊接夹具20中定位后磁头的磁路接合面进行照射熔接。
操作人员将待激光焊接的磁头放置到调整夹具中,使用调整夹具对其进行夹持,然后将所述调整夹具放在激光焊接机的操作台上进行激光焊接。在使用激光对其进行焊接之前,还需要对调整夹具中夹持的磁头进行定位,使激光照射到磁头的磁路接合面,从而形成磁隙。
具体如图2所示,调整夹具包括:夹具本体101、绝缘块102、钢珠103和调整螺丝104;夹具本体101中设置有用于夹持磁头的凹槽;绝缘块102设置在凹槽的内部,用于对在进行磁头测试时隔离测试电流;钢珠103设置在夹具本体101上端部的一侧,用于在横向方向对磁头预压紧;调整螺丝104用于调整钢珠103与磁头之间的压紧力度。
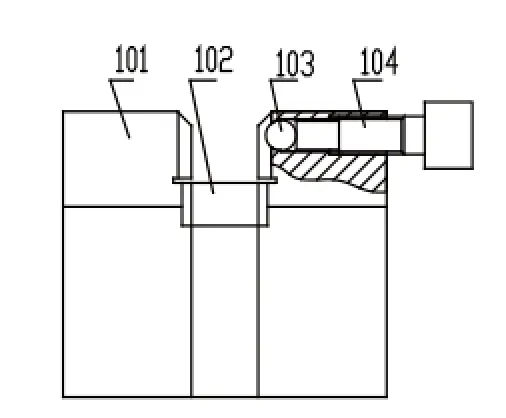
图2 是磁头制造装置中调整夹具的结构示意图
如图3为待焊接磁头示意图,如图所示在对进行焊接前,先对磁头的磁路进行固定夹持,从而使激光可以在固定后的接合面21上进行照射熔接,也即图中21表示为激光的焊接点,从而使接合好的磁路在无受力的状态下,实现激光焊接。
其次定位焊接夹具包括:用于对调整夹具进行定位的两块挡块和托板与所述托板相连接、一端设置在两维调控工作台(包括微调工作台和粗调工作台)上的连接块。两维调控工作台包括微调工作台和粗调工作台,定位焊接夹具安装在微调工作台上,微调工作台安装在粗调工作台上,粗调工作台设置在激光焊接机的操作台上。通过粗调工作台和微调工作台之间的互相移动,调整定位夹具的定位点,调整精度可达到0.01mm。

图3 是磁头的结构示意图
另外阻抗测试夹具包括:设置在凹槽两侧的气缸、滑槽和滑块、安装在所述滑块上的测试针、一端与测试针通过导线相连接的阻抗器和设置在测试针另一端的接线柱;滑块安装在气缸轴上,通过电磁阀控制气缸带动滑块在滑槽上滑动。调整夹具放置在所述凹槽内,在进行磁头测试时调整夹具内的绝缘块用于隔离前后接线柱上的测试电流,以及避免在进行阻抗测试时接线柱悬空。
在使用时,阻抗测试夹具的底座放在显微镜的底盘圆孔中,在阻抗测试夹具的中间开有一条槽用于放调整夹具,前后两侧装有滑槽和滑块,滑块上装有测试针,测试针一端用导线与阻抗器连接,操作人员将装有磁头的调整夹具放到测试夹具的凹槽内在显微镜下调整好磁头的前后高低位置后,用脚踏开关控制电磁阀,电磁阀的动作控制气缸带动滑块前后移动,完成测试动作,改变了原来弹簧接合测试针从接线柱端部接触的测试方法,避免了造成接线柱上绕线被拉断的情形。
现有技术中使用的弹簧接合的阻抗调整夹具,弹簧接合的阻抗调整夹具将经过平磨、抛光、组装和放好间隙片的支座在接合机上卡上弹簧,将当阻抗调整夹具安装到阻抗测试夹具上时,测试针一端用导线与阻抗器连接,当用弹簧卡好的支座放到夹具上去调整时也处于检测状态,移动铁芯前后、高低错位时,达到阻抗器设置的数值就会发出提示声,提示操作人员阻抗达到要求,阻抗测试操作停止。现有技术将弹簧卡好的支座进行调整时,磁隙接触面积没有达到最大磁头的阻抗就可能满足测试的下限,即停止操作,因此其并未获取磁头阻抗的最大值,而本发明所述提供的阻抗调整夹具,是将磁隙接触面积调整到最大再测试阻抗,因此其获取磁头的阻抗值最大,制造出更好质量的磁头。
磁头制 造装置还包括:用于通过传送带将所述调整夹具在定位焊接夹具与阻抗测试夹具之间传输的传送机构。所述传送机构包括:传送带、转动轴、变速器和驱动马达;所述驱动马达驱动转动轴转动,所述转动轴带动两条传送带沿着两个不同的方向转动;所述变速器用于对驱动马达的驱动功率进行调整,进而控制传送带的传送速度。
上述两条传送带,一条将操作人员调整好的调整夹具传到激光焊接机端进行焊接,另一条将焊接后拆卸下来的、已经空了的调整夹具返回操作人员手中,如此循环使用可减少调整夹具数量。传送带的速度可调,根据焊接速度调节其速度与调整人员相配合。按照激光焊接机与定位焊接夹具对应设置,定位焊接夹具下方设置有微调工作台和粗调工作台,用于阻抗测试的操作人员之前的工作台上放置有显微镜,以及放置在显微镜观察台上的阻抗测试夹具,所述传送带由驱动马达驱动传送调整夹具。
在上述基于激光焊接磁头制造装置的前提下,通过调整夹具对待激光焊接的磁头进行夹持后,将调整夹具定位在激光焊接机的操作台上,通过激光焊接的方式对定位后磁头的磁路接合面进行照射熔接,形成磁头的磁隙。在对磁路接合面进行照射熔接之前,还包括对磁头进行阻抗测试,并对阻抗测试满足预定要求的磁路接合面进行照射熔接。在磁头的磁隙形成后,对焊接后的磁头阻抗进行测试,判定其是否符合要求。
4 结语
通过对磁头性能指标的改善,使得现有模式不需要使用接合弹簧对磁头进行固定,因此可以节省制造磁头的成本,并且磁头制造装置及制造磁头的方法便于操作,且制造过程简单,使生产效率提高,为制造磁头提供了便利。
TG456.7
A
1671-0711(2017)05(上)-0139-03
