化学品船浸没式货油泵安装控制技术研究
2017-05-22黄瑞昌
黄瑞昌
(扬帆集团股份有限公司,浙江 舟山 316100)
化学品船浸没式货油泵安装控制技术研究
黄瑞昌
(扬帆集团股份有限公司,浙江 舟山 316100)
本文主要阐述了化学品船浸没式货油泵的吊装及安装过程中的关键控制技术,并对货油泵底部、中间支撑圈及甲板座圈的安装进行了数据分析,提出了整个过程中的质量控制点和注意点,形成了一套为实际施工参考较为完整的货油泵安装技术。
货油泵;安装;控制技术
随着航运业的不断发展,化学品船的需求量也在逐渐增加,货油泵作为化学品船的核心装备之一,泵组数量较多,价格也相当不菲,其安装的过程要求也非常高。如果安装质量不进行严格管控,往往会出现货油泵剧烈振动、泵体开裂、泄漏等严重现象,从而使该核心设备处于无法正常使用状态,给船东及货主带来巨大的经济损失,严重的还将危及船舶的运营安全。因此,对货油泵的吊装以及安装过程中的关键控制点进行充分的研究,掌握其安装的关键技术,确保安装能满足使用工况与质量要求很有现实意义与应用推广价值。本文以某系列典型化学品船货油泵的成功安装以及后续正常运行的经验来阐述有关这方面的技术研究。
1 货油泵基本情况及设备参数
潜液液动货油泵,泵总长度超 过12米,数量为12组。货油泵型式:下潜式离心泵;货油泵驱动:高压液压马达。货油泵排量及排出压力:每台最小300m2/h。货油泵安装:减震弹性安装。液压驱动浸没式货油泵由三个主要部分组成:(1)顶板:货油泵由焊接在甲板上的座圈支撑固定,一套特制的密封圈和弹性螺栓用于降低噪声和防止货油泄漏。(2)管柱:管柱是连接泵头和顶板的管子束。根据货油泵的长度不同,管柱或设一个或多个中间支撑圈支撑。(3)泵头:泵头通过焊接或法兰连接到管柱上,由底部支撑圈支撑。为了最有效排空货油舱,货油舱必须设计有吸油井。一般吸油井须布置在货油舱的尾部,并且货舱舱底最好向吸油井方向倾斜。
2 根据货油泵长度来计算和确定支撑的位置(见图1)
泵的长度( L )和支撑相对于吸油井的位置:
货油泵长度:L = TB + S - C;

图1
一个中间支撑圈:高度 (mm),即A1= k1 x L;系数 k1,即0.35≤k1≤0.4;
两个中间支撑圈:高度 (mm) ,即A1= k2 x L或A2= k3 x L;系数 k2、k3,即 0.25≤k2≤0.3或0.55≤k3≤0.6;
L = 泵长度(mm);
S = 密封圈,大约2 mm(如果是SD350,大约是8 mm);
C = 货油泵间隙,参见尺寸图;
P = 底部支撑圈高度 (mm),参见尺寸图;
A1 = 中间支撑圈高度(mm)A2 = 中间支撑圈高度(mm);
H = 甲板座圈高度(mm)*;
TB = 从吸油井底部到甲板座圈上平面的距离(mm)(不包括密封圈2mm的高度)。
3 货油泵安装工艺过程控制
3.1 货油舱内布置及朝向
浸没式货油泵应安装在每个货油舱的尾部或货油舱的最低点,并布置在左舷或右舷,以使货舱最大限度地排空。下面的总体示意图(图2)表示了货油泵朝向如何影响吸油井位置、管柱支撑位置(如果有)、货油管路位置和液压管路接口。

图2
3.2 货油泵假体
在货油泵安装到货舱内之前,必须确认甲板座圈和舱内支撑的支架的安装符合安装要求。必须检查各种高度尺寸是否符合货油泵尺寸图和供货厂家件号清单上的数据。由于货油泵安装重要性,厂家通常会提供货油泵假体用于过程的校验。
3.3 激光器的校准
激光器在使用前,应先检查其精确度。激光器校准步骤如下。(1)在激光器的法兰上涂上油脂,以便激光器转动更容易。(2)把激光器安装在顶板模板上,顶板模板安装在甲板座圈上。(3)打开激光器,在激光束所照射在吸油井上形成的光斑中心作好标记。(4)把激光器转90度,在激光束所击中的新位置的中心处作好标记。(5)如此重复,直到激光器转了一圈,每一步均要作上标记。(6)所有的标记需要集中在一个直径为10mm的圆圈之内。(7)如果不是所有标记都集中在直径为10mm的圆内,用螺丝刀调节激光器上的两个调节螺钉。(8)在调节好激光器后,按上述步骤重新检查激光器,直到检查结果满足上述的精度。
3.4 货油泵甲板座圈安装(见图3)
甲板座圈必须安装在正确的高度,以确保正确的货油泵间隙,这一点非常重要。如果间隙太小,可能导致货油泵无法维修。间隙太大,可能导致卸货后货油残留量过大,步骤如下。(1)标出货油泵中心位置。(2)切割甲板上座圈开孔。(3)如果货油泵有中间支撑圈,模板上标记的中心线必须平行于中间支撑圈的支架所烧焊的舱。(4)用校准后的激光器调整座圈高度 - TB,TB应按模板的下边缘(座圈的上平面)计算。由于焊接时受热,会造成座圈收缩,因此甲板座圈的上平面和甲板之间的距离通常会缩短3~5 mm。这个收缩量必须在定位甲板座圈时考虑进去。(5)将甲板座圈点焊在甲板上,过程中要不断检查座圈的高度、对中等定位情况。完成后按船级社规范要求进行焊接,整个焊接过程中也要不断检查座圈的定位情况。(6)货油泵的甲板座圈安装结束后,必须复查TB尺寸,从吸油井底部到座圈上平面的距离,TB 必须在TBmin到Tbmax之间的范围之内。
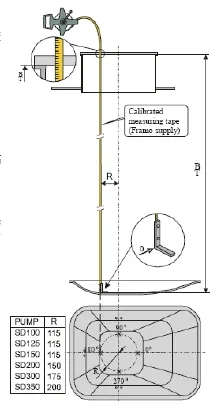
图3
TBnom 表示最佳尺寸。必须用厂家提供的经过校准了的测量尺进行复查。必须测量距吸油井中心为R的“0”、“90”、“180”、“270”度四个位置的“TB”尺寸。取四个测量值中的最小值用于下表中(见表1)描述的定位高度调整。将四个测量值中的最小值与下表进行对比。如有需要,可按表1最后一列的描述调整后面要安装的甲板座圈的安装步骤,使后面的座圈TB尺寸达到最佳值TBnom。

表1
3.5 货油泵底部支撑圈的支架安装
必须在吸油井和货油泵甲板座圈都已经安装结束后,才可以进行底部支撑圈支架的安装。底部支撑圈的支架的定位步骤如下。
(1)将底部支撑圈的模板装在支架上。(2)高度调整,见图4所示。(3)垂直度、对中调整与检查。(4)上述工作完成后进行焊接,焊接过程中要不断检查支架的对中、垂直度。焊接完成后,也必须重新检查支架的定位高度、对中、垂直度。

图4
3.6 货油泵中间支撑圈支架安装
必须在甲板座圈和底部支撑的支架都已经安装结束后,才可以进行中间支撑圈支架的安装(见图5)。

图5
(1)中间支撑圈的位置(高度)已经标记在测量尺上了。(2)货油泵中心线必须平行于中间支撑圈的支架所烧焊的舱壁。(3)焊接完成后,必须重新检查支架高度、对中、垂直度是否正确。
3.7 货油泵的组装和试压
泵长小于20m的货油泵,可以在水平位置组装好后吊上船安装。货油泵的每一段至少要有两点支撑。而且特别要注意,货油泵不允许和碳钢直接接触。组装货油泵前,必须通过在顶板和叶轮涡壳上的编号来检查货油泵的每一段上的泵的编号是否一致。所有的管子在连接前都必须检查管理中是否有异物,任何异物都可能造成货油泵的严重损坏。必须检查所有密封元件,密封承压环、密封槽和密封面,特别要注意特氟隆密封环,要确认没有变形也没有径向划伤。所有的螺栓和螺母都要按指定的力矩装配。作为整体发货的货油泵在出厂前已做过压试验。分体式货油泵(两段或更多段)必须在组装完成后做压力试验。
3.8 货油泵的船上安装
只有在货舱内的焊接、喷砂和打磨工作都已经全部结束,而且货舱也已很好地清洁过之后,才可能将地货油泵安装后货舱内。如果货舱为碳钢材料,则货油泵在安装前所有的涂装工作都必须也已经完成。如果货油泵在存放期间暴露在含铁末的灰尘中或在表面局部发现腐蚀,在货油泵上船安装前必须按要求进行钝化处理。在将货油泵与船上的系统管路连接之前,货油泵顶板上的盲板法兰和密封要一直保留在上面,泵吸口的盲板或保护罩和泵轴上的保护条,必须在接受货舱清洁后移除。
(1)底部支撑圈/中间支撑圈的安装。要安装货油泵之前,应将支撑圈安装到支撑圈的支架上。先安装上螺母,拧紧力矩190Nm,用190Nm的力矩再拧紧一次所有螺母,安装锁紧螺母,力矩为190Nm。(2)甲板座圈的安装。拿掉货油泵甲板座圈上的法兰保护罩,检查座圈法兰的密封面,要求表面粗糙度为Ra1.6微米,如刮伤损坏,必须抛光修复。
3.9 货油泵的起吊与落座
将吊环安装在货油泵顶板上。必须用两台吊车起吊货油泵或一段货油泵,一台用于往上吊货油泵,另一台用于货油泵下端吊离地面。在整个起吊过程中,泵体绝对不允许拖地。
所有长度大于12米的货油泵,建议其下半部分都要用扣绳滑轮,然后用吊车起吊。扣绳滑轮的扣绳长度至少应为货油泵下半部分长度的两倍。
为了将顶板准确定位在座圈的正确位置上,必须使用导向销,不同型号的泵,导向销有不同的形式。
把吊环安装在货油泵顶板上,将泵吊到船上,起吊至座台正上方后,缓缓放下,直至泵顶板坐落到座台上。在导向销进入甲板座圈或顶板的孔内时,应特别当心。在座圈法兰下安装橡皮衬套和六角螺栓,螺栓要涂上Loctite胶水。对角均匀地拧紧螺栓,拧紧力矩为45Nm。取下两个导向销,安装剩余的两个橡皮衬套和六角螺栓。
3.10 安装结束后间隙检查
货油泵安装好之后,检查货油泵间隙 “C” 是否符合下表(表2)。

表2
间隙C(见图6),应分别在泵的吸口下“ 0”、“ 90”、“180”和“270”度的四个方位测量。

图6
4 结语
纵观整个安装与吊起吊落座过程,需要注意安装的特殊技术要求,再按步骤进行安装,关注几个比较重要的数据和注意事项,这样才能保证货油泵的正常安装。货油泵安装是一项较为繁琐的工作,每个环节都必须控制好,这样才能保证货油泵一次性安装到位并且确保货油泵的正常使用及寿命。
[1]郑华顿,黄启仁.Marflex货油泵中间支架安装工艺改进[J]. 广船科技, 2015, 35(2):38-40.
[2]谢木森,李贺.基于ARM的货油泵透平控制装置的设计与实现[J]. 中国航海, 2016, 39(2):31-34.
[3]吴震宇,丁元亮等.货油泵真空装置及系统分析[J]. 船舶, 2012, 23(1):55-57.
[4]孟存银.超大型油轮油泵和压载泵的应用[J].江苏船舶,2011(1).
TP273
A
1671-0711(2017)05(上)-0114-04
