加工双向偏心轴的专用夹具设计
2017-05-20张红梅
张红梅
摘要双向偏心轴类工件在日常生活中应用得比较广泛,在带领学生到企业实习时,常常看到他们在加工偏心轴件。而在加工过程中遇到的最大问题是找正偏心部分轴线到车床主轴旋转轴线相重合的位置上,这找正时间大大降低了其生产效率。本文主要针对双向偏心轴在车床上大批量生产存在的装夹问题,通过结合产品零件外形,设计一种专用夹具进行加工,以提高其生产效率。
关键词双向偏心轴;夹具的改进设计;大批量生产
1双向偏心轴的应用场合及零件图
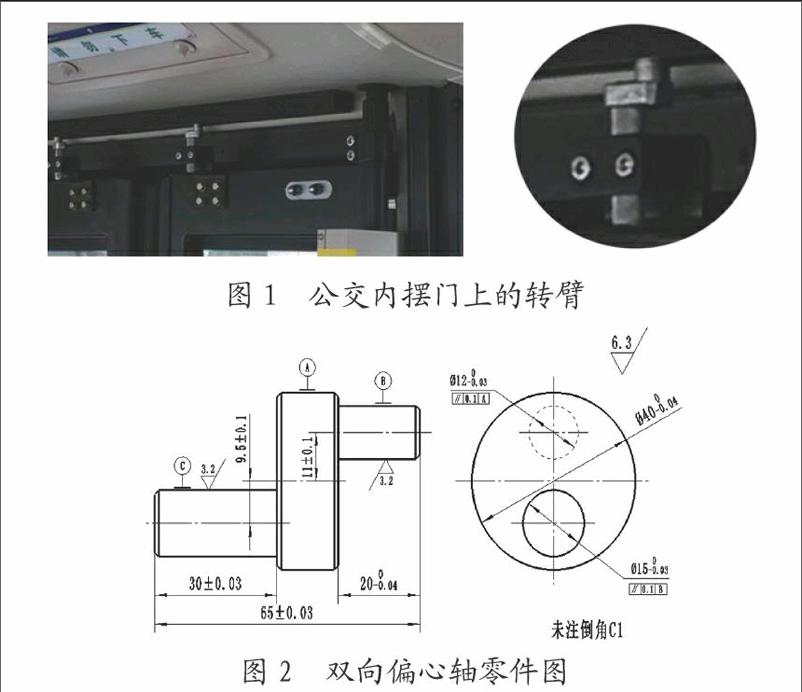
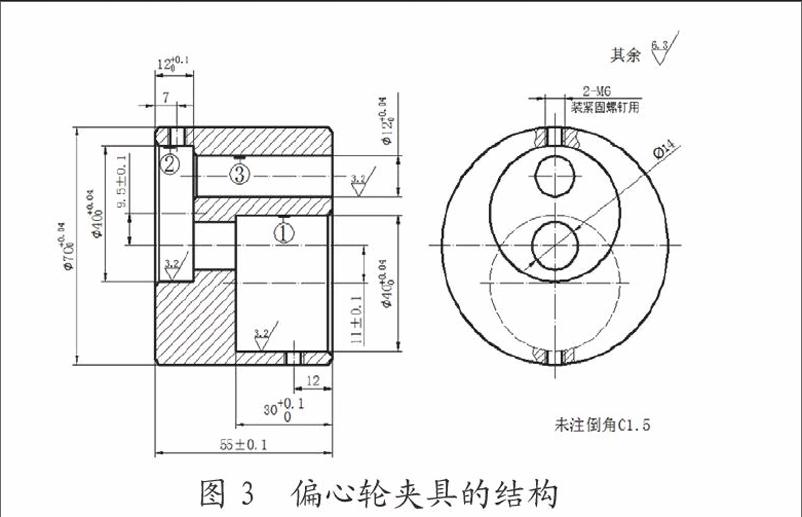
双向偏心轴在生活中的应用比较常见,例如公交车内摆门上的转臂(如图1所示),此转臂的形状即为双向偏心轴结构,其零件图及技术要求如图2所示。
2工件分析
1)此双向偏心轴应用于公交车上,其批量比较大,所以在其加工过程中需要考虑到如何装夹才能使工件方便可靠又节省时间的问题。
2)从零件图样(图2)要求来看,B、C偏心外圆与A基准外圆的偏心方向相反,且偏心距不同,两偏心圆的直径尺寸也不同,但要求A、B、C三个回转中心在端面上的投影在同一根直线上,所以在其加工过程中需要找正,以确保其定位精度,而其找正耗时比较多。
3)结合学校现有的机床设备,此双向偏心轴需要在GSK980TD数控车床上加工,根据工件的主要特征是双向加工,在数控车床上加工此工件需要进行多次的装夹,而且还要保证工件上A、B、C三个回转中心在端面上的投影在同一根直线上,这是在装夹过程中的一个难点。
3解决方法
为了解决上述装夹难、找正费时、定位不精确等问题,因此设计了一个适用于加工此双向偏心轴的辅助夹具,即如下介绍的偏心轮夹具(图3),以实现其工件的快速装夹和定位,从而提高其加工精度和生产效率。
3.1偏心轮夹具的结构及材料(图3)
从零件图2中的要求来看,双向偏心轴的精度要求比较高,因此偏心轮夹具应具有可靠的定位基准和精度,另外还应具有足够的刚度,所以此偏心轮夹具的材料选用45#钢,并对其进行淬火热处理,其硬度为HRC60。
3.2偏心轮夹具的工作原理
偏心轮夹具的工作原理是配合三爪自定心卡盘来装夹偏心轴上的基准圆柱面,从而使得所需要加工的偏心圆轴线与车床主轴轴线相重合,以便于其加工。而图2中的双向偏心轴需要双向加工,所以需要分两次装夹来完成其偏心部分的车削。
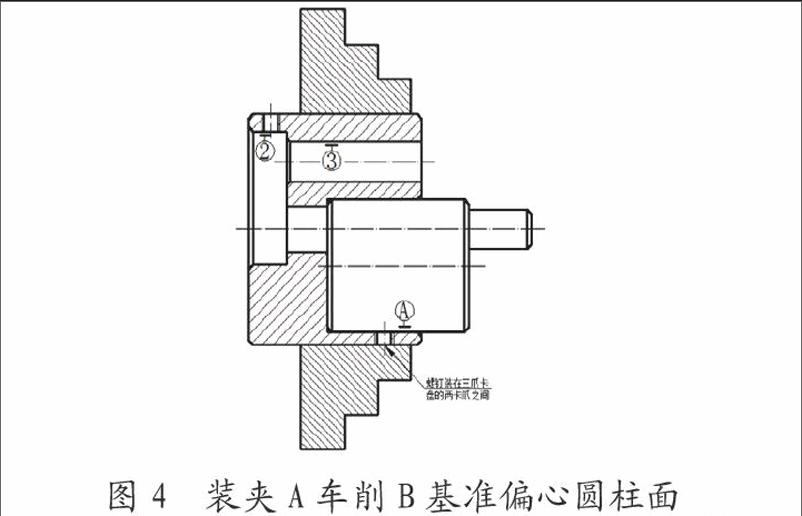
1)将偏心轴上A基准的圆柱面装进偏心轮夹具中的孔1内,以保证所需要加工的B基准偏心圆柱的轴线与车床主轴轴线相重合,然后用螺钉将其固定,以便于加工偏心轴上的B基准偏心圆柱面,如图4所示。
2)将偏心轴上A基准的圆柱面装进偏心轮夹具中的孔2内,B基准的圆柱面装进偏心轮夹具中的孔3内,以保证所需要加工的c基准偏心圆的轴线与车床主轴轴线相重合,然后用螺钉将其固定,以便于加工偏心轴上的c基准偏心圆柱面,如图5所示。
3.3双向偏心轴(图2)的加工工艺过程
1)粗精车工件右端面。2)粗精车外圆A,保证公差40,mm,长度38mm,倒角C1.5。3)调头粗精车左端面,保证工件总长65±0.03mm。4)粗精车外圆A至与步骤2中的外圆A相接,保证公差40,mm,倒角C1.5。5)将有接刀痕的一端装进偏心轮夹具的孔1内,配合三爪卡盘装夹,如图4所示,粗精车偏心圆B,保证直径12mm,长度20mm,倒角C1.5。6)将步骤5加工出来的偏心轴如图5所示装进偏心轮夹具的孔2和3内,配合三爪卡盘装夹,粗精车偏心圆C,保证直径15mm,长度30±0.03mm,倒角C1.5。7)检查合格后取下工件。
4偏心轮夹具的优点
通过将偏心轮夹具配合三爪自定心卡盘的使用来对双向偏心轴进行装夹加工,易于保证偏心距,可以快速准确地进行定位,可大大减少在其他传统夹具装夹过程中找正定位的时间,而且装夹时易于操作,简单方便,实用快捷。
5使用偏心轮夹具的注意事项
在使用偏心轮夹具的过程中,夹紧力不能破坏工件的定位,并应使原有的定位更加稳定可靠,夹紧后工件与偏心轮夹具的变形要小,变形量要求在加工精度允许的范围内。因此,在裝夹的过程中,夹紧力要适中,需防止因夹紧力不足而使工件在加工过程中产生严重的位移和振动,另外还要避免因夹紧力过大而压伤工件或损坏偏心轮夹具。
6结论
本文主要介绍批量加工双向偏心轴的装夹方法,并设计了配套的专用夹具,通过该夹具进行装夹加工,节省了很多找正的时间,另外精度的要求也提高了,从而提高了生产效率。
