薄板钻孔加工方法的探究
2017-05-20张进球
张进球
摘要实际生产中经常碰到一些薄板钻孔,薄板钻孔是一项操作较为麻烦,质量不容易保证的技术。作为钳工实训指导老师必须教会学生刃磨薄板群钻,掌握薄板钻孔的加工方法。
关键词刃磨薄板群钻;薄板钻孔;叠加批量钻孔;钻模单件钻孔
实际生产中经常碰到一些薄板钻孔问题,如对0.3mm~2mm厚的薄钢板、薄铝板、黄铜皮、薄纸片、云母片、胶木板、有机玻璃等材料进行钻削加工。在孔加工中对薄板进行钻孔是一项较为复杂的工作,其材料的特殊性使得加工难度加大。掌握不好,钻出来的孔往往容易失圆,有时候钻头啃入工件,会带动工件转动,发生安全事故。作為钳工实训指导老师必须教会学生刃磨薄板群钻,掌握薄板钻孔的加工方法。
1问题分析
使用普通形状的麻花钻头在薄板上钻孔,由于标准麻花钻钻尖较高,主切削刃低,当工件将要钻穿时,钻头立即失去定心作用,同时轴向力又突然减小,加上工件弹动,从而造成两主切削刃的过多切入,从而出现以下问题:使钻出的孔不圆,如扁孔、多边孔等;钻孔时钻头易折断,尤其钻小孔时;孔口毛边很大,造成粗糙度值大;容易扎刀或折断钻头,严重地影响产品质量。有时工件抖动厉害,操作者扶不稳,导致工件飞出造成人身伤害事故。
实践证明,用普通麻花钻钻削薄板孔是不正确的。经查有关资料,采用群钻钻削薄板效果很好。
2薄板群钻的特点、刃磨方法
2.1薄板群钻的特点
薄板群钻又称三尖钻,主要特点:在普通麻花钻的基础上进行改进,即磨平钻头端面并垂直于钻头轴心线,磨出两条圆弧形切削刃,且两切削刃外缘磨成锋利的刀尖,两刀尖等高。达到在钻心尚未钻穿工件时,两主切削刃外尖己在工件上划出圆环槽,起到定心作用,轴向力不会突然减小。且磨短、磨尖横刃,使钻心处的切削刃更锋利,以减少轴向阻力和挤刮现象,提高钻头的定心作用和切削稳定性。这样,当钻心穿透工件时,两主切削刃除了起切削作用外,还起到一种锁定中心的作用。因此,切削力就不会发生太大的变化,冲击也会大大减小,从而满足薄板钻孔的加工要求。
2.2刃磨薄板群钻
1)磨平钻头端面并垂直于钻头的轴心线。2)修磨两主切削刃外缘处后角为10°~14°。3)把两主切削刃磨成圆弧形,两圆弧长度一致,且两切削刃外缘磨成锋利的刀尖,两刀尖等高,但应比钻心低0.5mm~1.5mm。4)修磨横刃长度为原来长度的1/5~1/3。所刃磨的薄板群钻必须经过试钻孔,检测孔径尺寸合格,钻头锋利方可使用。
3薄板群钻的应用
经过多年的教学工作总结出,薄板钻孔主要以以下两种具有代表性的加工方法为主。
3.1工件叠加批量钻孔
当遇到工件件数较多,孔系复杂,特别是材料上的孔位置精度要求较高的薄板钻孔加工,经常出现以下问题:由于材料太薄,硬度较低,划线时不能很好地固定,造成划线误差;在薄板上用样冲打样冲眼定位,很容易使材料受到样冲冲击而产生变形,造成加工误差,影响工件的质量;有些特殊材料,如云母片、胶木板、有机玻璃等,表面不能被破坏,钻削时,孔两面容易起白边,甚至把孔钻坏,产生废品。这时就需要用辅助夹具——钻孔样板,把工件叠加进行批量钻孔,从而提高生产率。
1)加工前的位置精度控制。首先把所有工件分成几摞,每摞件数根据材料厚度决定,按照图纸外形尺寸要求用剪床剪切若干件厚3mm~4mm的钢板,每摞配一件钢板,多剪一件,并把所有钢板去毛刺、校平,以减小装夹误差。取其中一件作为标准钻孔样板,按图纸尺寸划出所有钻孔位置线、检测、打样冲眼、钻孔,按照图纸要求保证所有位置精度、尺寸合格,并去掉双面孔口毛刺。依次经过自检、兼职检验员、专职检验员检验合格,方可作为标准钻孔样板。如果工件批量大,可以每个孔装上钻套,钻套经过热处理加工,具有很高的硬度,保证经久耐用。
2)按图纸要求把所用孔径钻头全部刃磨成三尖钻。
3)工件的装夹。要在薄板工件上钻孔,其薄板工件的装夹是一个极其重要的环节。它会影响钻孔的精度、质量等,严重的会报废工件,所以装夹时就得全面的考虑。薄板装夹可以把若干工件叠起来,最上面放标准钻孔样板,将薄板夹在中间,最下面放一件厚钢板,对齐两基准面,用弓形夹头夹住、紧固。
4)工件的钻削。将夹紧的工件按照孔径尺寸从小到大的顺序依次进行钻削,以减小加工变形。由于薄板群钻不能白行找正,下钻时一定要对准孔中心,防止刮花样板表面,或多次挤刮造成样板尺寸误差。每加工完一摞必须更换一次底板,以防止上、下孔未对齐,产生尺寸误差,甚至别断钻头,发生安全事故。
3.2钻模单件钻孔
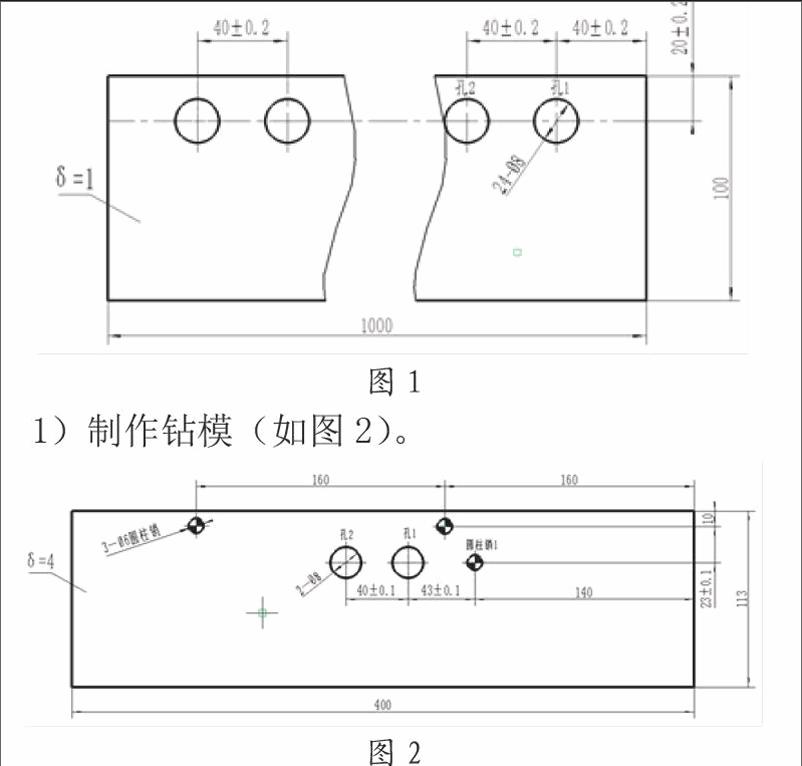
对于大批量外形尺寸较大,厚度在0.5mm~2mm之间的长条形薄板料,且孔径、孔距尺寸大致相同的工件进行钻孔加工(如图1),就要用辅助定位工具——钻模。
用剪床剪切一件400mmx113mmx4mm的钢板,去毛刺、校平,按图2尺寸要求划出所有钻孔位置线、检测、打样冲眼、钻孔,按图纸要求保证所有位置精度、尺寸合格,并去毛刺。装上3个6mm圆柱销,进行紧固。依次经过白检、兼职检验员、专职检验员检验合格,方可作为标准钻模。
2)刃磨一支8mm薄板群钻。
3)钻削孔1。对孔1进行定位:8mm钻头对准孔1,右手压下进给手柄,调整钻模位置,使孔1钻头与钻床主轴同轴,用压板把钻模固定在工作台上。开机,把一件工件放到钻模上,两相邻侧面紧靠圆柱销定位,左手用力压住工件,右手摇动进给手柄进行钻削加工。依次把所有工件的孔1加工完成。
4)钻削其余孔。用扳手松开钻模,把圆柱销1取掉,用同样的方法定位孔2,用压板把钻模固定。把一件工件放到钻模上,用另一支8mm钻头将工件的孔1与钻模的孔1固定,工件两侧面紧靠圆柱销定位,左手用力压住工件,右手摇动进给手柄进行钻削孔2。孔2钻削完毕,松开进给手柄,工件向右移动一个孔距,用8mm钻头将工件的孔2与钻模的孔1固定,继续钻削下一个孔,依次把所有的孔加工完成。
在今后的教学工作中,相信还会遇到更多的问题与困难,我将会进一步勤思考、探索,重实践,在个人工作、教学水平上有新突破。
