运载火箭用某型阀门液氢试验技术研究
2017-04-25董少斐
王 鹍 董少斐
(北京航天试验技术研究所,北京 100074)
运载火箭用某型阀门液氢试验技术研究
王 鹍 董少斐
(北京航天试验技术研究所,北京 100074)
液氢属于高能量低温推进剂,已在各国航天工业领域广泛应用。目前,我国具备液氢生产能力的单位很少,成本也很高。在进行箭体阀门及部组件试验的过程中,如何在圆满完成试验任务需求的前提下,提高液氢使用效率,是低温试验技术的发展方向。通过对某型号阀门液氢试验各技术环节进行分析,利用改进试验装备条件、优化试验工艺流程等方法,可有效地缩短阀门液氢试验时间,同时减少单件次产品试验的液氢消耗量,达到提高阀门液氢试验效率的目的。
运载火箭,阀门,液氢,试验技术
引 言
随着我国航天技术的不断发展,我国目前正处于多种型号运载火箭密集发射阶段,型号试验任务也随之剧增。阀门组合件是运载火箭箭体的基础构件,为满足型号研制及发射需要,火箭总体设计部门也对阀门试验任务提出了更高的要求。阀门组合件从研制、生产到正式装箭使用期间,需要通过多项试验考核,包括常温及低温工作性能测试、使用寿命考核等试验。在对阀门进行低温试验考核时,需以液氢介质模拟阀门使用环境,但液氢试验具有难度大、成本高、耗时长等特点,也随之出现了试验周期长、介质消耗量大、试验效率低等突出问题。
本文通过对某型号阀门的试验流程进行分析,识别出影响液氢试验效率的关键因素,并针对影响因素寻找解决对策,缩短试验时间,减少液氢介质消耗,实现阀门液氢试验效率的提高,从而达到节能降耗、控制成本、及时交付产品、确保型号试验进度等目的。
1 液氢试验流程分析
同类阀门的液氢试验通常由相同的工艺系统承担,根据阀门对接口尺寸的不同,将相应的试验工装与系统对接,进而完成试验。完整的液氢试验一般包括试验准备、试验测试和试验后处理等3个阶段,如图1所示。
1.1 试验准备
在阀门液氢试验准备阶段,需要完成试验工艺系统的置换工作,对试验工装进行清洗及对接检查,检查系统的气密性及洁净度,以保证试验顺利进行。
1.2 试验测试
在阀门液氢性能测试试验中,需要先对阀门及连接管路进行置换,然后将介质转注至系统贮箱,再向阀门通入液氢,使其达到使用条件后,测试考核其工作性能,随后对阀门及管路中的液氢进行吹除,在试验管路正压保护的情况下拆卸、更换阀门试验件,进行后续阀门的试验。
1.3 试验后处理
阀门液氢试验结束后,将阀门从系统中拆除;随后安全地泄出系统中剩余的介质;对系统进行正压保护,直至系统恢复常温。
2 影响阀门液氢试验效率的因素识别
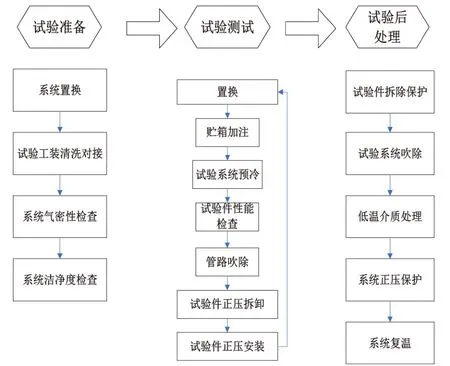
图1 某型号阀门液氢试验流程
通过对阀门液氢试验流程进行全面分析,从人员操作、试验工装、材料、工艺方法,以及试验环境等5个方面进行全面分析,识别影响阀门液氢试验效率的因素,如图2所示。需要将识别出的8条因素进行逐条分析,确定影响阀门液氢试验效率的主要因素。
2.1 人员操作因素
试验操作人员上岗前均需要进行相关理论知识及实操培训,考核合格后方可上岗。试验主操作人员通常拥有多年低温阀门试验经验,所以,人员操作方面的原因是影响试验效率的非主要因素。
2.2 试验工装因素
对试验工装的尺寸、对接方式及安装方法等进行调查发现:该型号阀门与试验系统采用法兰连接,虽然尺寸相符,但安装流程复杂,耗时较长,严重影响试验效率。试验过程中需将工装反复拆装,在低温作用下,工装拆卸后法兰表面结霜,要待其复温且表面干燥后,才能进行安装。
由于试验工装设计不合理等原因,致使试验中拆卸、安装和复温过程所消耗的时间大幅延长,对试验效率的影响较大,所以试验工装因素是影响试验效率的主要因素。
2.3 试验辅助材料因素
2.3.1 连接螺栓损坏
目前,阀门液氢试验中的连接螺栓材料及螺母材料均为外购运载火箭用标准件。连接螺栓使用前均经过了严格的工艺检验,使用后也要定期检查更换,试验中极少出现因连接件断裂、粘结等问题影响试验的情况。因此,连接螺栓损坏为影响试验效率的非主要因素。
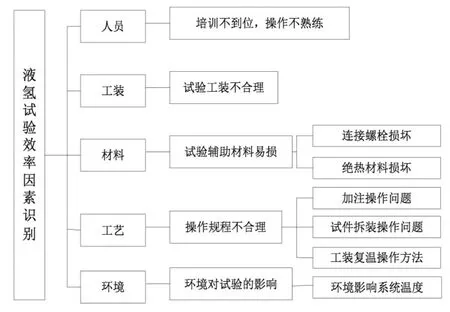
图2 某阀门液氢试验效率影响因素识别图
2.3.2 临时绝热材料损坏
为了降低试验系统管路的热量损失,试验件与系统对接的管路需要采用质密的海绵进行包覆,绝热材料在低温反复作用后可能会发生脆裂现象,但每次试验后均会对临时包覆的绝热材料进行更换,对试验进程影响微小,因此,临时绝热材料损坏为影响试验效率的非主要因素。
2.4 工艺方法因素
2.4.1 加注操作问题
对液氢试验加注全过程进行检查发现:加注初期采取小流量加注方式,使加注管路及贮箱缓慢降温,热平衡后加大加注流量。加注系统管路采用发泡绝热,状态完好;贮箱采用真空绝热方式,保温效果良好。加注操作过程已形成成熟工艺流程,因此,加注操作问题为影响试验效率的非主要因素。
2.4.2 试验件拆装操作问题
目前,阀门液氢试验仅具备一套对接工装,每次进行试验件拆卸后,需待工装复温后才能重新进行对接安装。拆装过程耗时较长,同时贮箱液氢大量蒸发,由于系统温度上升,系统二次预冷需要消耗大量液氢。因此,试验件拆装操作问题是影响阀门液氢试验效率的主要因素。
2.4.3 工装复温操作问题
阀门液氢试验完成后,工装法兰表面会迅速结霜,若不恢复常温,水汽、冰晶进入阀门,将对阀门性能产生较大影响。目前,通常采用干燥氮气对工装表面进行吹除,直至工装复温且表面干燥,这一复温过程需要消耗较长的时间,因此,工装复温操作是影响阀门液氢试验效率的主要因素。
2.5 试验环境因素
阀门液氢试验工艺系统处于半开放的试验间内,附近未设置高温散热设备,系统处于常温状态,因此,试验环境因素为影响液氢试验效率的非主要因素。
通过对以上8个影响液氢试验效率的因素进行分析,确认试验工装因素、试验件拆装操作问题和工装复温操作问题为影响阀门液氢试验效率的主要因素。
3 提高阀门液氢试验效率的对策
3.1 重新设计试验工装
针对阀门液氢试验工装安装流程复杂、复温速度慢的问题,结合阀门液氢试验的实际情况重新进行工装设计。新设计的工装将系统对接方式由法兰连接转变为球头螺帽连接方式,如图3所示,在试验准备期间,即可完成产品接口安装,连接方式的改变使得试验时能够快速安装/拆卸试验件。同时,在核算试验工装强度的前提下,将对接法兰厚度从12mm减小为8mm,工装厚度的减小有助于提高复温效率。

图3 阀门试验工装图
3.2 优化试验流程
分析阀门液氢试验流程,通过改变试验件拆卸安装方式优化试验流程。在试验过程中,至少设置两套试验对接工装,采取多套工装交叉使用的方式进行试验:
(1)进行首件试验时,完成第二件产品的工装安装工作;
(2)完成首件试验后,立即将第二件产品接入系统进行试验;
(3)对首件产品工装进行拆卸和复温处理。
通过阀门液氢试验流程优化,使试验操作环节更加紧凑,合理利用有限的试验时间,使试验效率得以
有效提高。
3.3 改进复温方式
由于工装复温操作耗时过长,所以,需对原有的复温方式进行改进。原有复温方式仅通过常温气体吹除工装表面,换热速率低,工装回温速度慢。改进后的工艺采用液体浸泡的方式使工装复温,换热速率大大提升。由于酒精具有凝固点低、易挥发等特点,所以,选择酒精作为工装复温的液体介质。
具体操作流程是:将试验拆卸的工装先浸泡于酒精中,待复温后取出,使用加热至40℃~50℃的干燥氮气对工装进行吹除,使其表面迅速干燥。改进复温方式后,工装的复温时间大幅缩短,使阀门对接安装的时间更加充足,在保证试验质量的同时提高了试验效率。
4 效果检验
将以上3项提高阀门液氢试验效率的对策实施后,阀门液氢试验消耗的时间有所缩短,单件次产品试验消耗的液氢量有所下降。对策实施前后,阀门液氢试验统计情况见表1。
通过对对策实施前后的试验情况进行统计分析发现,在重新设计工装、优化试验流程、改进复温方式之后,单件次试验的平均消耗时间从原来的1.19h/件次缩短至0.74h/件次,试验时间缩短了37.8%;单件次产品试验的液氢平均消耗量从0.59m3/件次减少至0.44m3/件次,液氢消耗减少了25.4%。
5 结束语
试验结果表明,在某型号阀门液氢试验中,通过对试验工装、试验流程,以及试验复温工艺等3个方面的优化改进,可以降低试验液氢消耗,同时缩短试验时间,有效地提高了阀门液氢试验效率,为高效完成组合件液氢试验任务提供了技术支撑。

表1 某型号阀门液氢试验统计
1009-8119(2017)03(1)-0059-03
