隔爆外壳“d”结构间隙标准化探讨
2017-04-06杨捷
杨捷
(北京中电拓方科技股份有限公司,北京100166)
隔爆外壳“d”结构间隙标准化探讨
杨捷
(北京中电拓方科技股份有限公司,北京100166)
在GB3836.2-2010国家标准中,规定了隔爆电气设备结构参数,但对隔爆间隙没有进一步细化和系统化,未能形成一套完整的技术标准。采用有关国家标准,通过对隔爆外壳“d”结构间隙标准的制定及实践,证明隔爆电气设备隔爆面的间隙,是可以实现系统和系列化技术标准的,进而可以使某些隔爆专用零件的加工和原材料生产实现产业化,降低加工成本。为Ⅰ类和Ⅱ类隔爆电气设备隔爆间隙的标准化,提供了参考。
隔爆电气设备;结构参数;标准化
隔爆电气设备,主要用于煤炭、石油及化工等含有易燃易爆气体环境及有爆炸性粉尘的场所。隔爆型电气设备的防爆性能,主要靠设备的“隔爆外壳”来保证的,该“外壳”必须具有十分可靠的耐爆性能和隔爆性能。隔爆接合面的宽度、间隙和平均粗糙度三个结构参数,是保证隔爆性能的重要因素,若其中有一个因素不符合GB3836.2-2010表1和表2以及接合面的平均粗糙度(Ra不超过6.3μ m)规定时,均可导致隔爆电气设备的“隔爆外壳”内部爆炸损坏,并引发外部爆炸性气体环境中的一种、多种气体或蒸汽点燃,进而引发爆炸性环境气体爆炸,危及人的生命和国家财产安全。
1 隔爆外壳的隔爆型式
广泛采用的是间隙式隔爆结构,这是一种由组成隔爆外壳各零件之间的相互耦合形成的间隙。隔爆外壳的隔爆接合面(简称接合面)是形成间隙的主体,接合面的类型有平面接合面、圆筒接合面或止口接合面等。因此,GB3836.2-2010标准中,对隔爆外壳的接合面(L)和间隙(ic)的参数都有严格具体的要求,详见表1和表2[1]。
2 隔爆接合面间隙标准化实践
原国家标准局,于1983年8月29日公布了GB3836.1~4-1983《爆炸性环境用防爆电气设备国家标准》之后,原机械工业部和原机械电子工业部,分别于1985年和1992年发布了JB/T4262《防爆电器用橡套电缆引入装置》和JB/T4002《防爆低压电器用接线端子》行业标准。这两个标准主要针对“电缆引入装置”和“接线端子”提出技术要求和对相关配套的零部件制定了标准,为爆炸性环境用防爆电气设备国家标准的实施起到了重要作用。
目前,国家还没有针对隔爆外壳“d”结构间隙按零部件几何尺寸大小制定出系列标准,那么能不能针对隔爆接合面间隙这个重要隔爆因素也如同JB/T4262-1992[2]和JB/T4002-1992[3]机械行业标准那样实施标准化呢?答案是肯定的。
隔爆接合面的类型有平面接合面、圆筒接合面或止口接合面等,其中平面接合面最大间隙,通常是在加工相互耦合的两个零件的形位公差控制的,企业只要按照表1和表2规定的最大间隙值要求,严格执行加工工艺规程,就能达到技术要求。

表1 Ⅰ、ⅡA和ⅡB类外壳接合面最小宽度和最大间隙Table1 Minimum width and maximum gap of,ⅡA type andⅡB type enclosure joining surface
2.1 小转轴用隔爆结构
“小转轴是依靠手动从隔爆外壳外部对隔爆外壳内部进行主令控制的”[4],例如,合、分闸机构、方向开关、闭锁开关、储能机构、隔离开关等,它们的特点是,只做转向运动,转向角度也不大。小转轴的隔爆结构和结构参数,即隔爆面的最小宽度和最大隔爆间隙应符合表1和表2规定的数据。“小转轴与衬套配合部分的表面粗糙度应低于Ra=3.2”[4]。
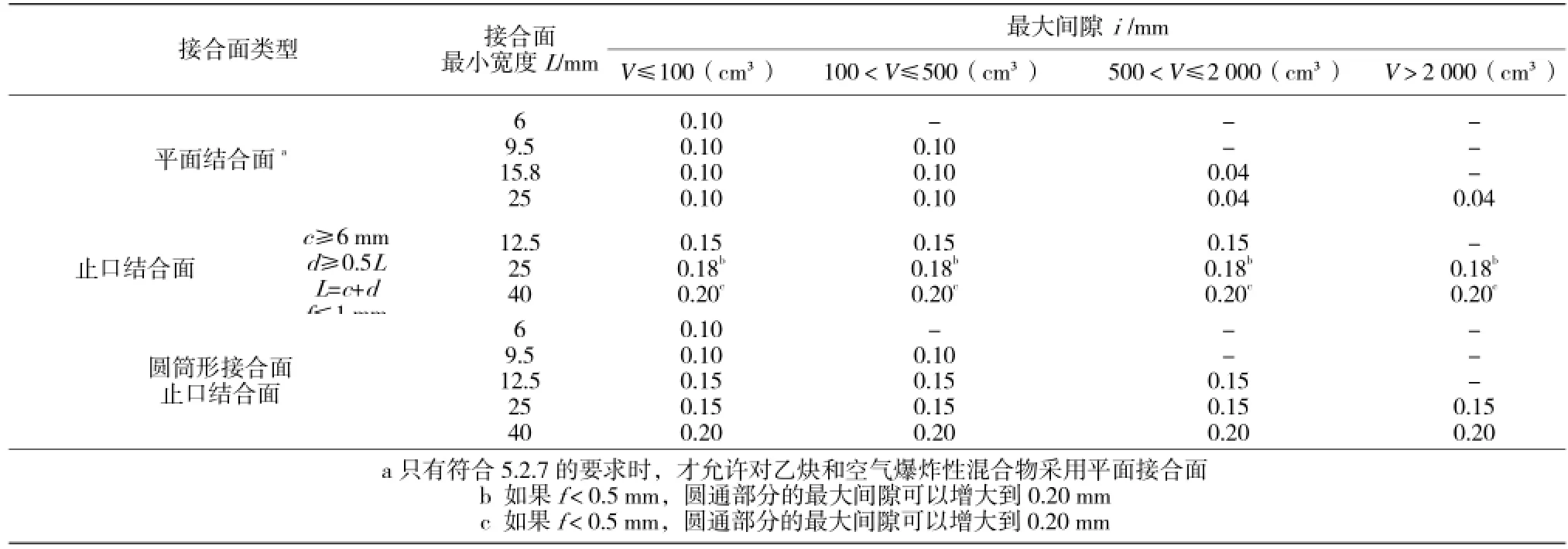
表2 ⅡC类外壳接合面最小宽度和最大间隙Table2 Minimum width and maximum gap ofⅡC type enclosure joining surface
2.2 操作杆用隔爆结构
在隔爆型电气设备中,操作杆只做轴向运动,以实现从隔爆外壳外部操纵隔爆外壳内部的有关零部件,例如,按钮部件、开关部件或其它功能的驱动机构。操作杆的轴与轴套(或称衬套)的最大间隙和隔爆接合面最小宽度都有要求。因此,其隔爆参数也必须符合表1和表2的要求,操作杆外径和轴套孔内径的表面粗糙度应低于Ra=3.2。
小转轴用隔爆结构中的转轴与轴套的配合间隙以及操作杆用隔爆结构中的轴与轴套的配合间隙,实质上都属于相互配合的孔与轴的间隙配合,完全可以在符合表1和表2的最大间隙的前提下,执行GB/T 1801-2009《产品几何级数规范(GPS)极限与配合公差带和配合的选择》标准[5],实现隔爆间隙的标准化。
著者从2010年~2014年在公司Ⅰ类隔爆电气设备PBG1系列矿用高压配电装置和XBD1系列矿用隔爆型移动变电低压侧保护箱产品上的小转轴和操作杆用隔爆结构中的轴与孔(轴套)的隔爆间隙标准化进行实验。
实验前,原设计图纸标注的孔和轴的公差绝大多数都不符合GB/T 1801-2009《产品几何级数规范(GPS)极限与配合公差带和配合的选择》的规定,可以说是“自定义”式的标注,能不能用?能用!但出现了许多问题,如零件互换性差、装配效率低等,甚至出现孔(内径)与轴(外径)几何尺寸小的配合隔爆间隙大,而几何尺寸大的最大间隙反而小等情况。
在实践过程中先后选了几个方案,如H9/d9、H10/d10、H9/c9等,经多次实验和优缺点对比,最后选定基孔制H9/c9间隙配合,见表3和表4。
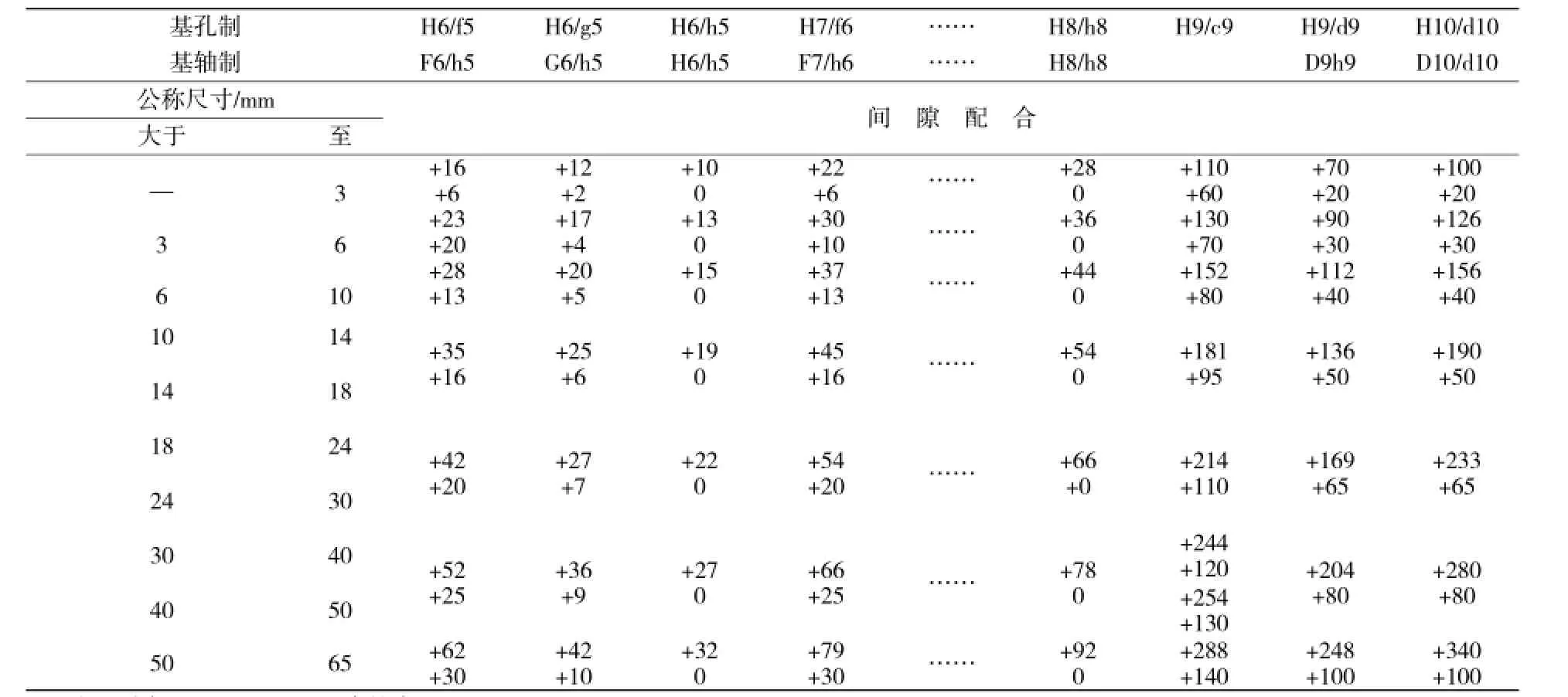
表3 极限间隙或极限过盈Table3 Limit gap or limit interferenceμm

表4 操作杆和小转轴最大隔爆间隙标准化表Table4 Standardization table of maximum flame-proof gap of operating arm and small shaft mm
2.3 选择基孔制H9/c9间隙配合用于解决圆筒形接合面隔爆间隙标准化问题
(1)小转轴和操作杆用隔爆结构的轴与孔的配合,是典型的间隙配合,从企业标准化角度,十分有必要将表1所列最大间隙,细化到现行国标GB/T 1801-2009《产品几何级数规范(GPS)极限与配合公差带和配合的选择》标准中。
(2)为什么选择基孔制?因为孔的内径隔爆面加粗糙度不应该低于Ra=3.2,大多数轴套采用耐磨材料黄铜(H62),黄铜轴套与轴套座之间采用过盈配合,所以在黄铜轴套装入轴套座后,黄铜轴套内径会发生塑形变形,必须用铰刀切削,即能达到孔的内表面粗糙度不低于Ra=3.2的要求,也能达到基孔制孔的设计偏差范围内。
(3)在Ⅰ类电气设备(隔爆外壳“d”保护的设备),小转轴和操作杆的隔爆间隙标准化实践中,按照国标GB/T 1801-2009《产品几何级数规范(GPS)极限与配合公差带和配合的选择》孔与轴间隙配合种类达29种,经过H9/d9、H10/d10、H9/c9等几种配合的实践,考虑到最小公称尺寸的间隙适度(即不能过大或过小),孔和轴的间隙覆盖面大,又能满足GB3826.2-2010表1的最大间隙标准要求,选择H9/c9是合适的。
方案确定后,公司先后生产上千台的Ⅰ类隔爆电气设备,证明标准化后,从设计到生产都有章可循,设计效率提高了,零件互换性、装配生产率及装配合格率(达95%以上)均有较大幅度的提升。举一反三,在Ⅱ类电气设备(用于除煤矿瓦斯气体之外的其他爆炸性气体环境)实现隔爆间隙标准化,同样可在执行GB/T 1801-2009国标,也能满足表1和表2要求的最大间隙,选择国标中合适的间隙配合类别,也是能够实现Ⅱ类隔爆电气设备隔爆间隙标准化。
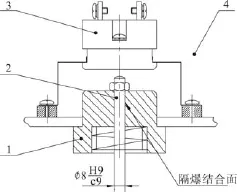
图1 操作杆(自动复位按钮开关)Fig.1 Operating arm(automatic reset button switch)1-按钮座;2-按钮杆;3-按钮;4-隔爆外壳内部
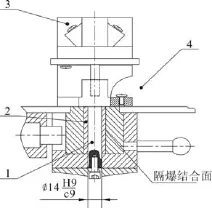
图2 小转轴(换向机构)Fig.2 Small shaft(reversing mechanism)1-换向转轴;2-换向铜套(轴套);3-换向开关;4-隔爆外壳内部
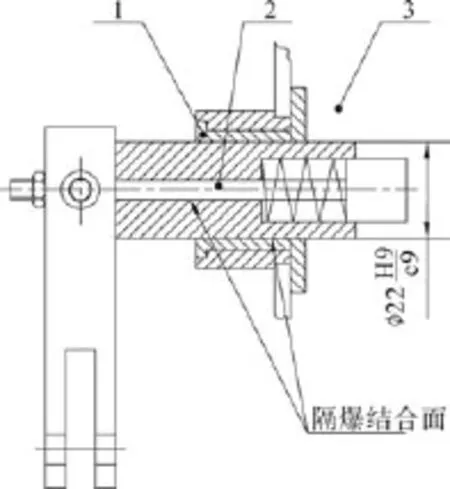
图3 小转轴(合闸机构)Fig.3 Small shaft(switch on mechanism)1-主轴铜套(轴套);2-合闸主轴;3-隔爆外壳内部
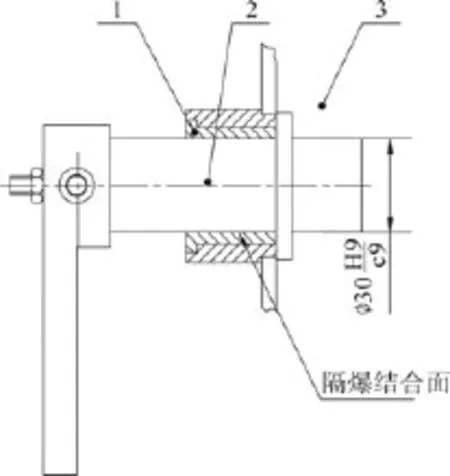
图4 小转轴(储能机构)Fig.4 Small shaft(energy storage mechanism)1-主轴铜套(轴套);2-合闸主轴;3-隔爆外壳内部
3 轴套(衬套)标准化的设法
小转轴和操纵杆所用隔爆结构的轴套结构型式,历史上曾采用翻边轴套,现在多数企业采用圆筒轴套。当轴套与轴套座的过盈配合,通过水压试验时,可以不按隔爆结构进行评价;否则此处结构参数应符合表1和表2的规定值。
现在有的企业为防止隔爆腔内产生爆炸时可能将轴套压出壳体外而失爆,根据转轴及操纵杆的结构,可以在轴套(衬套)腔体内的一端或腔体内外两端,采用防止腔内爆炸将轴套(衬套)压出的措施;如果轴套外径与轴套座内径选取合适的过盈配合(如S7/n8),又经水压试验证明轴套未发生位移,也是可行的。
综上所述,小转轴和操纵杆的轴套,本质上可视为滑动轴套,那么也可以按照GB/T 18324-2001《滑动轴承铜合金轴套》的标准[6],将隔爆电气设备上使用的所有轴套实现标准化,小转轴及操纵杆的外径(d)的尺寸公差,在符合表1和表2最大间隙的条件,参照GB/T 1801-2009《产品几何级数规范(GPS)极限与配合公差带和配合的选择》标准中,“间隙配合”的配合类别(如H9/C9)确定。
通过对隔爆外壳“d”隔爆间隙的标准化,进而同时可将隔爆电气设备上使用的各种小转轴、操纵杆等隔爆结构中的小转轴(含操纵杆)、轴套、轴套座三个零件的结构尺寸以及孔与轴的公差配合都实施了标准化,对提高和落实隔爆电气设备的隔爆性能意义很重要。
在实现隔爆间隙参数标准化基础上,进而可把用于加工轴、轴套及轴套座等的原材料也进行标准化,例如,当前加工轴套多采用黄铜棒、加工轴套座采用圆钢或厚壁无缝钢管等。
那么,有了轴套、轴套座等零件标准后,轴套加工可采用H62冷拔无缝铜管,轴套座可选用低碳钢无缝钢管等,只不过它的尺寸公差要符合轴套、轴套座等的公差与配合的要求。这样,就可使零件加工做到无切削或少切削,极大的提高原材利用率,节约大量的有色金属和钢材,降低加工成本。如能在把轴套和轴套座等零件的加工,实现产业化生产,防爆电气制造企业就可以从社会上采购这些标准零件,其社会经济效益更加可观。
[1]中华人民共和国国家质量监督检验检疫总局/国际标准化管理委员会.GB3836.2-2010《爆炸性环境第2部分:由隔爆外壳“d”保护的设备》[S].北京:中国标准出版社,2010,14(10).
[2]中华人民共和国机械行业标准JB/T 4262-1992[S].机械科学研究院,1993-02.
[3]中华人民共和国机械行业标准JB/T 4062-1992[S].机械科学研究院,1993-02.
[4]张显力.防爆电气概论[M].第2版.北京:机械工业出版社,2014-12:117-118.
[5]中华人民共和国国家质量监督检验检疫总局/国际标准化管理委员会.GB/T 1801-2009《产品几何级数规范(GPS)极限与配合公差带和配合的选择》[S].北京:中国标准出版社,2010,1(11).
[6]国家质量技术监督局GB/T 18324-2001[S].北京:中国标准出版社,2001-10.
环保促使钛白粉行业兼并重组将进一步加速
对于目前钛白粉市场的火爆,仁者见仁智者见智,但业内人士一致表示,在环保政策趋严的背景下,钛白粉行业的集中度将持续提升,中小企业生存空间将被进一步压缩。
2017年国家宏观上的总体经济指导思想是“稳中求进”,专家说:稳中求进就是告诉大家,今年的困难会更多,下行压力还十分严重,因为,目前的结构调整和改革还没有很大的起色,同时外部环境发生了很大的变化。2017年应对通胀就不得不收紧货币,从而导致原材料价格高,融资成本也会高。这些都会增加企业经营的困难。
今年以来,钛白粉价格上涨势头仍在延续。钛白粉价格持续大涨受多方面因素影响。目前原材料方面比较突出,钛矿主要产地受到的环保监管压力持续加大,产能持续受到挤压。海外进口钛矿因部分国家和地区停产导致价格持续攀升,国内钛白粉企业成本压力持续增长。采购钛矿成本规模企业与弱势企业差别很大。
环保政策趋严将进一步压缩中小企业生存空间。根据规定,环保设施必须与主体工程同时设计、同时施工、同时投产使用。由于硫酸法钛白粉副产需要进一步处理,对资源综合利用和环保配套设施的要求较高,环保投入的加大和后期运行成本方面将面临较大的压力。
Discussion on the Standardization of the Gap of“d”Structure Flame-proof Enclosure
YANG Jie
(Beijing Zhongdian Tofung Technology Co.,Ltd.,Beijing 100166,China)
The structure parameters of flame-proof equipment are specified according to the GB3836.2-2010 national standards.However,such standards have failed in refinement and systematization of the flame-proof gap in order to form a complete set of technical standard.Development and practice of standards for the gap of“d”structure flame-proof enclosure by using the relative national standards have approved that the standardization of the gap of proof surface of flame-proof equipment can be realized.So the industrialization of machining and production process of flame-proof parts can be achieved to reduce processing costs.This paper will provide a certain reference for the standardization of the flame-proof gap of typeⅠand typeⅡflame-proof equipments.
Flame-proof equipment;Structure parameters;Standardization
TQ 052
A
1671-0460(2017)03-0542-04
2017-02-08
杨捷(1934-),男,辽宁沈阳人,享受政府特殊津贴专家,1957年毕业于北京矿业学院机电专业,从事防爆电气设计审查工作。E-mail:o8YANGJIE@163.com。
