螺旋焊管成型设备对钢管椭圆度的影响及控制
2017-03-28彭元超
彭元超
(中石化石油机械公司沙市钢管厂武汉分厂,湖北 武汉 4 3 0 0 4 0)
螺旋焊管成型设备对钢管椭圆度的影响及控制
彭元超
(中石化石油机械公司沙市钢管厂武汉分厂,湖北 武汉 4 3 0 0 4 0)
螺旋埋弧焊管的椭圆度是指钢管同一横截面上测量的最大直径和最小直径的差值,是钢管管端重要的几何尺寸。钢管椭圆度对保证施工现场的施工质量和精度有重要意义。根据G B/T 2 0 8 0 1.4压力管道规范要求“直管段上两对接环焊缝中心面间的距离,当公称直径大于或等于1 5 0 m m时,应不小于1 5 0 m m;当公称直径小于1 5 0 m m时,应不小于管子外径。”由于椭圆度的影响,在施工现场会采用变形的方式使钢管强行对接。这样就会造成焊缝的局部应力过大,对整个管道安全和使用寿命带来很大的影响。
焊管;焊缝;椭圆度;局部应力
1 成型设备对钢管椭圆度的影响
在钢管生产过程中,影响钢管椭圆度的因素有很多种,例如原料自身月牙弯、对头质量不好导致钢带的跑偏、后部精整工序对椭圆度的影响、钢管堆码导致钢管椭圆度变化等。但螺旋钢管成型设备对钢管椭圆度的影响则是根本的,也是至关重要的,具体分析如下。
1.1 预弯辊对钢管椭圆度的影响
预弯辊是将带钢的边部进行弯曲的一个装置,又称为卷边辊或翻边机。它的作用是为了消除成型过程中产生的所谓“竹节”现象。预弯辊的曲率是否合适直接影响到钢管椭圆度。预弯辊的曲率近似计算公式:
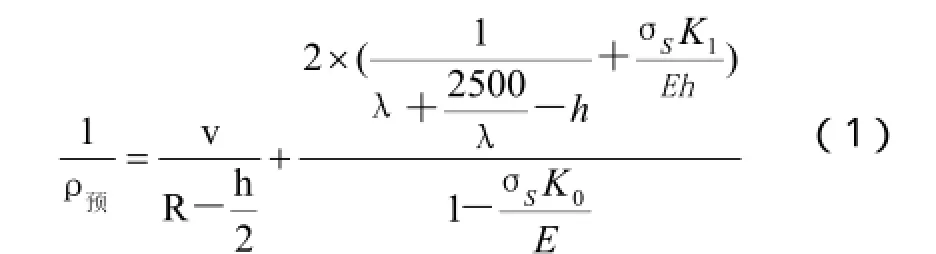
式中,δs——带钢屈服强度;
k1——形状系数,k1=1.5;
k——相对强化模数
材料延长率;
E——弹性模量,E=2 1 0 0 0 MP a;
h——带钢厚度
λ——拟合圆曲线上的弦 ,

α——成型中角;
v——泊松比,v=0.3;
R——钢管外半径;
ρ预——预弯辊的曲率。
由本厂生产的三批钢管规格为:φ3 2 5×8、φ4 0 6×7.1、φ5 5 9×1 1的理论曲率,见表1。

表1 预弯辊曲率与钢管椭圆度统计表
由于本厂采用的是两辊预弯,预弯辊的曲率是一个定值ρ=1 5 0 mm,表1中的统计数据表明:预弯辊的实际曲率越接近理论曲率,所生产钢管的椭圆度越小。
1.2 三辊弯板机对钢管椭圆度的影响
三辊弯板机是由1#辊、2#辊、3#及导向的0#辊组成。其中:1#、2#、3#辊的位置和2#辊下压量直接影响钢管的椭圆度。
(1)1#、2#、3#辊位置的影响。控制好钢管在成型器里面的椭圆度,三辊的位置布置十分重要。我厂在生产φ5 5 9×1 1规格钢管时,就曾经出现过3#辊最后一个辊子碰不到自由边边缘和1#辊第一个辊子离递送边太远的情况,致使2#辊起到了反预弯的作用,从而造成钢管椭圆度在焊缝周围超标的现象。
(2)2#辊下压量的影响。2#辊下压量对钢管的椭圆度的影响很大,2#下压量过大,取弹复样后开口会产生内凹,2#辊下压量过小,取弹复样后会产生向外开张)。在实际生产中,根据经验对2#辊下压量反复进行调整,才能达到满意效果。
1.3 外控装置对钢管椭圆度的影响
我厂使用的外控装置为外控式成型器,该设备是根据三辊弯板变形的不足量弯曲原理制成。外控装置与形成的管筒坯外表面相接触,并给予一定压力,以确保管筒的导向外径精确。
当管筒坯经过三辊预弯机不足量变形后未与外控装置充分接触就会产生管坯在成型器内窜动,从而直接影响钢管的椭圆度。
2 合理调整或改进成型设备是控制钢管椭圆度的有效手段
2.1 改进预弯形式
针对不同规格的钢管就必须采用与之相适应的预弯曲率。现在很多厂家采用三辊预弯的形式,预弯曲率就可以调整,但大多数还是采用经验法来调整和控制预弯曲率。若采用公式(1)进行定量计算,则可以更好更快地使预弯曲率接近理想值,有效控制钢管的椭圆度。
2.2 调整三辊弯板机
(1)根据不同规格的钢管选择合适的1#辊、2#辊、3#辊位置:1#辊第一个辊子距递送边L=(1 5±5)mm,2#辊最后一个与带钢接触的小辊距自由边边缘N=(1 5±5)mm,3#辊距自由边边缘M=(1 5±5)mm。在保证上述的条件下,2#第一个辊尽量靠近递送边。
(2)对2#辊下压量进行定量调整。在钢管成型过程中,2#辊作用于钢带的受力过程很复杂,计算出2#辊下压量对钢管内应力的影响难度较大,因此通过对开口量和内应力的关系进行计算,来确定2#辊下压量。
由微积分推导出以下公式:

可见由此计算的残余应力公式中y是以钢管环切的中性线为基准原点,与钢管厚度方向的位置有关系。

钢管内表面的y=0,故σr=0 (4)
式中:

σr——钢管最大残余应力, MP a;
S——钢管弹复后的开口量,mm;
a——钢管壁厚, mm;
E——弹性模量,MP a;
D——钢管外径,mm;
R——钢管半径,mm。
对φ5 5 9×1 1的2#辊下压量、弹复后的开口量及残余应力对比可以看出残余应力随着2#辊下压量的增加逐渐减少,这样我们适当的增加2#辊下压量,减少钢管的残余应力,从而保证钢管的椭圆度在标准要求的范围之内。
2.3 外控装置的合理布置
将外控装置中的4#~8#辊位置通过计算机模拟进行优化,尽可能减少变形盲区。同时尽可能的将外控辊的中心线和钢管中心线相重合,保证钢管在成型过程中管坯不在外控装置内窜动。经过长期观察发现,在做小管径钢管时,由于4#辊和3#辊距离太近,也参与了三辊预弯机的成型过程,影响了钢管的正常成型。在实际生产中拆除4#辊后,较好地保证了钢管椭圆度。
3 结语
沙市钢管厂在生产L NGφ5 5 9×1 1的过程中,曾遇到了钢管椭圆度超差的问题,我们在全面分析成型设备对钢管椭圆度的影响后,有针对性地采取相应措施,较好地解决了钢管椭圆度超差的问题。由以上分析可知,在其他管型的生产过程中,通过对螺旋焊管设备进行适当的调整和改造,能够有效避免成型设备对椭圆度的影响,满足高压油气管线对钢管椭圆度越来越严格的要求,保证油气管线的工程质量。
[1]G B/T 2 0 8 0 1.4-2 0 0 6 .压力管道规范[S]. 工业管道第4部分. [2]中国石油化工集团公司企业标准. Q/S H C G 2 4.2-2 0 1 2[S].
[3]唐成建,桑秋祥,刘伟.螺旋埋弧焊管椭圆度的控制[J].焊管,2 0 1 2(2).
[4]马利苏 .螺旋焊管机组辊式预弯边装置的孔型设计[J].钢管,2 0 1 0(8).
[5]同济大学数学系.高等数学(同济)[M].高等教育出版社,2 0 0 7(4).

T E 9 7 3
A
1 6 7 1-0 7 1 1(2 0 1 7)0 2(下)-0 1 0 8-0 2
