基于SolidWorks的偏心轴配重
2017-03-01伊大宝
伊大宝
【摘要】 在机械制造业迅猛发展的现在,对所加工产品的质量要求越来越高,因此选用合理的加工方式以及利用计算机进行精确的计算可以有效地保证产品质量。本文主要利用Solidwords制图软件的强大功能针对各种类偏心问题进行分析与精确计算,实现加工过程中的动平衡,保证被加工零件的稳定转动,提高被加工零件的表面质量。
【关键词】 Solidwords 偏心分析与计算 配重
一、偏心轴示例
1、偏心轴尺寸如图所示: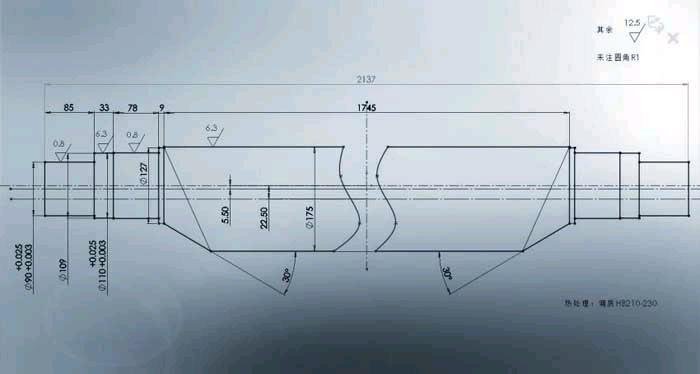
2、设计要求:材质45#钢,∮110(+0.025,+0.003)处与轴承配合,光洁度0.8,圆跳度小于0.05mm,∮90(+0.025,+0.003)光洁度0.8,
3、工件特点:偏心轴总长2137mm,此轴有两处偏心,主要偏心部分外圆∮175mm,长度1745mm。以∮110的轴线为参考轴心,∮175轴线相对偏心量为22.5mm,∮90(轴头部位)轴线相对偏心量为5.5mm。
二、偏心问题分析
传统加工方法:加工∮110的偏心部位时,前期需按∮110处粗加工的外圆找正,打出中心孔,通过降低车床主轴转速(30-50转/分)、进给量(0.05-0.10mm)和切削深度(2-3mm),来防止工件因工件转动时离心力大而造成的危险,但由于转速底,将会使工件的光洁度差,也使得工件的公差及圆跳度无法达到要求,同时由于磨床上顶尖的承载能力有限,工件的离心力太大,无法在磨床上加工。用传统方法加工出的工件不仅需要较长得时间,而且质量无法满足设计要求。解决方案:在相对偏心部位关于轴线对称的位置处增加质量,使得重心移向轴线并在轴线上,零件在高速旋转下仍能保持动平衡。
三、偏心轴偏心部分配重的设计及计算
1、要满足设计要求,需将工件转动时离心力大的问题解决,即给偏心轴配重,配重时需计算出配重块的准确重量及配重块位置。
2、配重块位置的确定。生产中由于机床自身性能、工件特点等原因,无法在卡盘上配重,同时卡盘上配重将会出现工件虽然在整体上处于平衡,但局部的不平衡会导致工件两端反方向的摆动,所以配重块尽量均匀分布在轴身处,考虑到辅助成本及合理配重,配重块设计为三块,重心处一块,两端各一块。
3、基于SolidWorks对偏心轴重心的计算
(1)利用SolidWork三维制图工具做出偏心轴的三维效果图。
(2)以∮110轴线为轴心,切除∮127的圆柱,剩余部分便是偏心部分(端部∮90偏心量小,可以忽略不计,若要考虑,可重新核定切去圆柱部分的直径)。
(3)利用SolidWorks强大的计算功能,可计算出其重心的准确位置,将∮110圆柱体轴线正中心确定为原点,方向如图所示:
偏心部分的参数计算结果:密度 = 0.078 克/立方毫米;
质量 = 149198.40 克;
重心坐标 ( 毫米 ): X = 0.00 ,Y = -46.81,Z = 0.00;
根据现有已知条件,可以求出偏心部分相对∮110轴线的力臂为46.81,力矩=149.1984kg*9.8N/ kg*0.04681=68.443N*m。
(4)合理设置配重块的外形及重量。车床操作者提出无法保证直径110的公差、圆跳度及光洁度。随后,我组织车床(C650及CW6163)和磨床操作水平较高的操作者共同讨论加工方案,由于偏心量太大,转动很不稳定,偏心部分所处位置不同时的转速差距大,顶尖颤动量大,一致认为无法加工出要求如此高的工件。为保证我厂的声誉和利益,我潜心专研,找出问题的根本原因—偏心量太大,并想出解决此问题的方案—给轴身配重,达到补充重量使轴整体保持平衡状态。但配重块的位置如何分布以及配重块的重量如何确定,是解决实际问题的关键,下面将我使用的计算方法说明如下:1、用solidworks三维作图软件做出偏心轴的偏心部分,
密度 = 0.0078 克/立方毫米
质量 = 105993.38 克
体积 = 13588895.22 立方毫米
表面积 = 974938.52 毫米^2
重心 : ( 毫米 )
X = -69.50 Y = 0.00 Z = -872.50
惯性主轴和惯性力矩 : ( 克 * 平方毫米 )由重心决定。
Ix = (0.00, 0.00, 1.00) Px = 317806268.30
Iy = (0.00, -1.00, 0.00) Py = 26949252211.82
Iz = (1.00, 0.00, 0.00) Pz = 27160637440.05
惯性张量 : ( 克 * 平方毫米 )
由重心决定,并且对齐输出的坐标系。
Lxx = 27160637440.05 Lxy = -0.00 Lxz = 0.00
Lyx = -0.00 Lyy = 26949252211.82 Lyz = 0.00
Lzx = 0.00 Lzy = 0.00 Lzz = 317806268.30
慣性张量: ( 克 * 平方毫米 )
由输出座标系决定。
Ixx = 107848762515.40 Ixy = -0.00 Ixz = 6426935870.93
Iyx = -0.00 Iyy = 108149292821.83 Iyz = -0.00
Izx = 6426935870.93 Izy = -0.00 Izz = 829721802.97
参 考 文 献
[1]《金属切削原理与刀具》机械工业出版社,陆剑中、周志明主编2012年6月第一版
[2]《机械加工技能训练》华东师范大学出版社,梁勇、顾宗林主编2013年8月第一版
[3]《机械制造工艺学》机械工业出版社,陈明主编2015年8月第一版
