制氮装置运行模式优化及节能
2017-02-16余伟赵来张明峰李民星
余伟++赵来++张明峰++李民星
摘 要:针对浙江LNG接收站制氮系统高压机增压时间过长、在氮气高峰用气时供应量不足的问题,立足于提高系统的可靠性,提出了增加一台氮气增压机作为备用的改进方法。通过优化仪表空气系统与制氮系统的工艺流程,将仪表空气压缩机与制氮装置串联,利用仪表空压机过剩的产能为制氮装置提供空气,从而生产氮气,并进行了能耗分析。
关键词:制氮;空气压缩机;化学性质;卸船作业
中图分类号:TU83 文献标识码:A DOI:10.15913/j.cnki.kjycx.2017.01.117
氮气由于水露点低且化学性质稳定,被广泛应用于石油天然气行业。LNG接收站管道和设备在吹扫置换时短时间内需要大量的氮气,比如在接收站卸船期间,卸料臂时吹扫易出现氮气供应量不足的情况。由于浙江LNG接收站的氮气增压机性能较差且无备用,导致高压氮气增压时间较长(约1.5 d),有时会影响卸船作业进度。而在非卸船期间,接收站的氮气用量较小,空压机组的产气量过剩,空压机运行时频繁地加载和卸载,对整个系统的稳定运行造成了一定的影响。
1 制氮系统运行情况分析
1.1 制氮系统流程简介
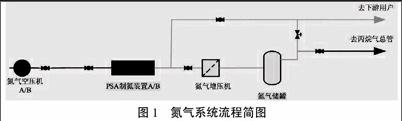
浙江LNG接收站制氮系统为变压吸附制氮装置,配备有2台英格索兰IRN45K-OF A/C型空气压缩机,2套杭州吉大空分生产的JSN-100B型PSA制氮机,1台30 Nm3/h的氮气增压机,1个容积为50 m3氮气储气罐。PSA制氮机单套能力为100 Nm3/h,氮气纯度大于等于98.0%,PSA制氮系统工艺流程如图1所示。
1.2 制氮系统设计能力
浙江LNG接收站制氮系統设计的供气能力为30~530 Nm3/h。氮气主要有3个作用:①用于设备和管道的吹扫、置换,为设备和管道的投用、检修提供条件;②作为密封气,用于旋转接头、火炬放空筒、电气接线箱等设备,防止空气进入密封件导致结冰或进入接线箱形成爆炸性气体;③用作BOG压缩机负荷调节的驱动气源以及气动阀门的动力气源。
1.3 不同工况下的氮气用量测试
1.3.1 PSA系统制氮能力
为了全面了解接收站PSA制氮系统的能力,现对PSA制氮装置进行产能测试(测试期间未运行增压机):将氮气空压机的目标压力设置为0.92 MPaG,运行2台空气压缩机和2套制氮机,测试时保持氮气管网用氮量维持在200 Nm3/h左右。测试过程中观测到空压机出口压力维持在0.80~0.86 MPaG运行,PSA制氮机的出口压力为0.72~0.78 MPaG,单套制氮机的出口流量(金属管浮子流量计)为75~110 Nm3/h,氮气管网的压力维持在0.69 MPaG。单套制氮机的两个变压吸附塔的切换时间为1 min,切换时,单套制氮机的产量在75~110 Nm3/h间波动。
测试结果表明,2台PSA制氮机的制氮能力为150~220 Nm3/h,当下游用户的氮气用量为200 Nm3/h时,氮气管网的压力维持在0.69 MPaG左右,制氮系统运行稳定。
1.3.2 非卸船工况下的氮气用量测试
运行1台空气压缩机和1套制氮机对设备制氮能力进行测试,装置供应的氮气满足用户的需求。测试期间氮气使用对象主要有卸料臂、槽车装车臂旋转接头密封、7台低压泵、5台高压泵电气接线盒密封、高压压缩机填料密封、火炬筒密封、槽车装车臂吹扫。
1.3.3 卸船工况下的氮气用量测试
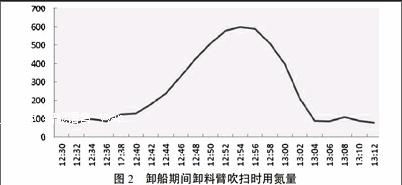
卸船期间,LNG接收站对4条卸料臂进行了吹扫置换,在短时间内需要用到大量氮气。此时,用氮量达到峰值,通过DCS系统记录卸料臂吹扫时氮气用量,图2为吹扫1条液相臂时氮气流量趋势图。
从卸料臂吹扫时用氮量测试记录可知,卸船期间接收站氮气用量峰值可达600 Nm3/h左右,用氮量范围在250~600 Nm3/h,平均用量约为350 Nm3/h。正常情况下,卸料臂吹扫时间为1.5 h左右,则吹扫卸料臂的氮气用量为525 Nm3。卸船期间,接收站的总氮气用量为623.4 Nm3。氮气增压罐压力从2.5MPaG降低到0.8MPaG时,可以释放出的氮气为850 Nm3。
2 运行模式优化方案
2.1 新增一台氮气增压机
根据制氮系统的运行情况,为确保系统运行稳定性,考虑新增一套能力为60Nm3/h的氮气增压机,从制氮装置出口总管上新增一条1〞的管道,与原增压机进行并联,新增氮气增压机出口与高压氮气储罐入口相连,两台增压机即能独自运行,又能同时运行,两者互为备用,提高了氮气系统的稳定性。
2.2 仪表空气压缩机与制氮装置串联运行
仪表空气系统包括2台工频无油螺杆空气压缩机和2台干燥装置,单台空压机的产能为27.41 m3/min,运行1套空压机生产仪表风即可满足需求,但其产能严重过剩。通过改造和优化,将仪表空气系统中的空压机与2台PSA制氮机串联,日常运行1台仪表空压机、1台干燥装置和1台PSA制氮机生产仪表风和氮气。
3 运行模式优化后的效果
3.1 新增氮气增压机的运行效果
气增压机安装后,LNG接收站可以在9.4 h内完成对50 m3的氮气储罐的充装,与单台增压机所需时间28.3 h相比,缩短了18.9 h,大幅度提高了氮气使用效率,且解决了1台增压机出故障后无法进行增压的问题,提高了氮气系统供氮的稳定性。
3.2 仪表空气压缩机的运行情况
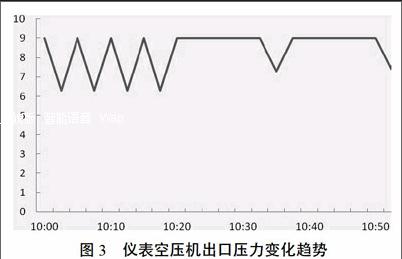
图3为更改流程前、后的仪表空压机加载、卸载压力趋势图。
在图3中,10:20之前仪表空压机的加载值为6.3 Barg。在卸载值为9.0 Barg的情况下,周期约为5min,10:20打开跨接并将加载值改为7.3 Barg,周期由之前的5 min变为15 min,空压机运行较为平稳。优化后避免了空压机较为频繁的加载和卸载,减少了仪表空压机和氮气空压机内排水电磁阀、入口进气阀、出口排气阀及各类元器件频繁的动作,延长了各类部件的更换周期和空压机的使用寿命。在串联运行的过程中,仪表空气用量保持在18 m3/h左右,下游氮气用量稳定在约100Nm3/h,仪表空气系统和氮气系统运行正常。
3.3 运行模式优化后的节能分析
新的工艺流程中改用仪表空压机为PSA供应压缩空气,省去了IRN45K-OF A/C型氮气空压机的使用。这不仅降低了氮气空压机的使用频率,节约了氮气空压机的维修维护成本,也节省了生产用电。与仪表空气系统、氮气系统独立运行的模式相比,仪表空压机带1套干燥装置和1套PSA制氮装置运行时每小时可节电26 kW·h,全年可节省生产用电约210 000 kW·h。
4 结束语
从仪表空气压缩机与制氮装置串联运行的运行效果和能耗的分析比较中可以看出,该项优化充分发挥了仪表空压机的产能优势,避免了其频繁的加载与卸载,有利于设备的稳定运行,延长了仪表空压机的使用寿命。运行模式优化后,降低了氮气系统中空气压缩机的运行频率,减少了运行能耗,每小时可节电26 kW·h,有效降低了生产成本,起到了很好的节能效果。
参考文献
[1]万常忠,王菊花,金美玲.空分制氮设备的选择[J].2008(07).
[2]吴卫,石绍军.变压吸附分离技术在氮气生产中的应用[J].2010(03).
编辑:张思楠
