运动间隙协调控制策略
2017-01-24张春亮
张春亮
摘 要:通过机理和容差分析,研究影响收放装置运动间隙的主要因素,建立收放装置运动操纵模型,并通过仿真分析各因素对运动间隙影响的程度。基于前面的分析,提出一种以角度控制为主,外形控制为辅的协调控制策略,并利用标准工装进行协调交点。最后通过仿真和生产实际验证了有效性。
关键词:运动间隙;协调控制;标准工装
DOI:10.16640/j.cnki.37-1222/t.2017.01.242
0 引言
在飞机制造领域,为了保证系统工作的可靠性,保证作动筒驱动机构的工作性能,零部件间的运动间隙应至少保证4mm以上,一般为8mm。由于零件尺寸大、装配关系复杂[1] 和装配结构空间小,导致由多个零件装配而成的部件之间的运动间隙经常超出设计容限。影响飞机制造质量和生产进度。本文结合实例,通过机理和容差分析,研究影响收放装置运动间隙的主要因素,建立收放装置运动操纵模型,并通过仿真分析各因素对运动间隙影响的程度。基于前面的分析,提出一种以角度控制为主,外形控制为辅的协调控制策略,并利用标准工装进行协调交点。最后通过仿真和生产实际验证了有效性。
1 问题描述
以下实例是在飞机系统安装过程中出现的3个典型收放装置间隙超差问题,通过分析归纳总结出造成运动间隙超差的原因和相应的解决方案。
(1)角度制造误差影响实例:某组件在收回位置与结构件间隙小,设计要求最小间隙4mm,。通过运动仿真测量,理论最小间隙为4.5mm,得出角度偏差对运动间隙有影响。内筒零件角度制造精度较低,约±30′。解决方案:交点采用标准量规协调,内筒零件加工增加专用夹具加工,同时对内筒装配孔留余量,增加组件装配验收夹具检查和控制装配后的内筒角度,在夹具上将装配孔配钻补偿零件制造的角度公差。改进前装配角度偏转公差约±1°,装机合格率80%,改进后装配角度偏转公差-33.5′~3.5′,装配精度提高70%,合格率为100%。(2)零件尺寸大影响实例:某组件在收上过程中,左侧与其他部件间隙小,通过三个交点铰接在结构上,其中一个交点为万向接头。通过误差计算,由于组件长度较长,约为1500mm,导致左右方向的偏摆对该间隙有影响。解决方案:部件状态申请组件局部模型,局部模型不含万向接头交点,检查并控制交点相对飞机轴线的左右方向的偏斜范围。改进前合格率60%,改进后经过调整,合格率100%。(3)系统件与结构件定位基准不一致影响实例:某组件在作动筒的驱动下在收回位置,与结构件间隙小。在收回位置,作动筒有一定的剩余行程,因此可以认为将交点断开,某组件仍在原位,组件按交点及结构内缘协调,结构件按结构件外缘进行控制。定位基准不统一。解决方案:在部件制造时装配型架局部增加组件模型进行控制。改进前合格率75%,改进后产品一次性提交合格率95%,经过调整,合格率100%。
2 原因归纳和对策
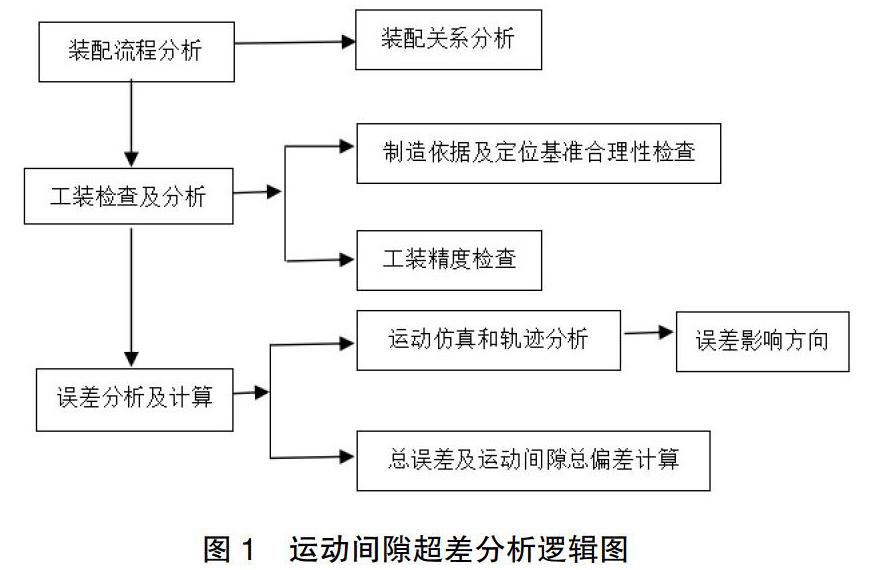
通过对以上3个典型实例的分析,总结出运动间隙超差的分析逻辑图(图1)。
2.1 引起运动间隙超差的原因
在飞机制造各环节中,引起运动间隙超差的原因有很多。从飞机设计到最后完成总装的各个阶段,均含有可能造成运动间隙超差的因素。具体有以下几类:(1)零件制造偏差大;(2)结构部件装配积累误差;(3)系统件与结构件定位基准不统一;(4)设计容差不合理;(5)装配协调工艺方案不合理;(6)检验工装存在问题。
2.2 预防或解决运动间隙超差问题措施
分析解决运动间隙超差问题可参考图1进行。对应造成运动间隙超差的主要原因,整理出避免和解决间隙超差类问题的几个要点:
(1)提高零件制造精度。零件精度要求提高往往意味着制造成本的增加,因此提高装配关键尺寸精度,可以达到事半功倍的效果。对于影响运动间隙的关键尺寸应采用专用工装加工,尽量不使用拼装夹具。(2)提高协调准确度。在极限位置运动间隙最小时,运动间隙对位置关系的准确度要求高,结构件与系统件应尽可能使用统一的装配定位基准。在无法直接使用同一定位基准的情况下,再考虑通过使用工装(模型)间接实现定位基准的统一。结构件应根据系统件的安装需求,合理地调整定位基准。(3)优化装配容差。在系统装配中,规划零部件的制造容差[2]是关键,找到关键环节,有的放矢采取增加标准量规、模型、装配夹具等,使容差和产品质量在可控的范围内。(4)检修工装。一些工装在使用过程中会出现磨损,因此应定期检查工装的关键尺寸。(5)增加设计裕度或工艺裕度。对于不易满足设计要求的零部件,必须有相应的措施,一般须进行设计更改增加工艺补偿[3],当受空间及结构特点限制无法进行设计更改,可以增加检验夹具进行配钻、调整来控制工艺偏差,避免容差不合理造成零件部件报废。
3 结论
本文通过对飞机系统安装中出现的典型运动间隙超差实例进行分析,总结了造成运动间隙超差的主要原因,并提出解决运动间隙超差的控制策略。随着飞机制造技术的发展,把飞机生产中出现的问题进行总结、归纳、分类并深入研究,将成果应用到今后飞机的研制过程中,可以有效避免或减少诸如运动间隙超差问题的出现,对提高产品质量和生产效率、减少飞机研制成本、缩短生产周期具有重要的促进作用。
作者简介:
[1]杜鹃.飞机装配不协调问题的原因分析及解决方法[J].中国高新技术企业,2011(07):114,116.
[2]程宝蕖.飞机制造协调准确度与容差分配[J].北京:航空工业出版社,1987.
[3] 《航空制造工程手册》总编委会.航空制造工程手册[S].飞机装配(2版),北京:航空工业出版社,2010.
