基于Markov模型麻醉机生产线相邻工位最佳看板数量研究
2017-01-18王燕茹王凯凯
王燕茹 王凯凯
江南大学商学院
基于Markov模型麻醉机生产线相邻工位最佳看板数量研究
王燕茹 王凯凯
江南大学商学院
利用马尔科夫(Markov)模型求解单级生产系统相邻工位之间的最佳看板,并依据生产过程中最小总期望成本来约束使用的看板数量。通过确定最佳看板数量,目的是为了促使生产过程按照看板数量有序生产,减少生产过程中不必要的成本浪费。文中证明马尔科夫模型在确定生产看板数量方面有良好的学术效果和实践意义。
马尔科夫模型 相邻工位 总期望成本
一、绪论
(一)研究的意义
看板管理,是指为了达到JIT准时生产方式而严格控制生产流程的工具。看板是一种工厂内部推动生产运作的信息流。针对于工厂内部物料流而言,工厂内部的物料流是指工厂内部用于生产从仓储配料至生产到完成客户最终需求产品的整个物料流动过程。物料流和信息流是相辅相成的两个过程。
但是基于看板管理的生产过程中,信息流与物料流的流动方向正好相反,它是建立在生产物料流的前提下,逆向从最末道工序开始向前拉动一步步直到开始端,进而推动完成物料在工厂里流动的全过程。因而整个循环过程,就是看板系统的运作过程。确定看板卡最佳使用数量,通过求得生产过程中消耗的总成本,对于降低生产过程中不必要的成本费用具有重要意义。
(二)国内外研究动态
关于最佳看板数量的研究,国内外专家学者都有相关方面的文献。比如,国内学者林勇、乐晓娟等(2006年)引用CONWIP混合生产控制方法通过生产线看板总数调节在制品总量。
国外一些学者如Rees(1987)提出一套流程,目的是为能够在相对不稳定的环境下动态地调整生产过程中的看板数量;Bitran和Chang(1987)研究出一种应用于确定的、多级的、具有装配树结构的生产环境的一种看板系统的数学模型;Askin(1993)提出一种求解最佳看板的随机模型,应用于同时生产多产品类型的生产线中;Karmarkar和Kekre(1989)使用不同的单—双看板研究生产提前期的批次效果;Pan和Liao(1989),Yilmaz(1992)研究出一种应用于两级生产系统中关于最佳的订单和生产数量模型;Siha(1994)使用时间连续的马尔科夫链为拉式生产建立数学模型。
二、相关理论基础
假定工位A和工位B是处于N级生产线中间连续相邻的操作工位,且生产线的物料流是从A向B。最初,B从A获取生产所需的原物料,A会将B所需物料通过看板周转箱的方式传送给B,待产品组装完成时,A发送配料请求给前一工位申请分配所需物料,B会通过回执空周转箱给A,发送物料领取要求。A得到指令后传送给B来执行此请求。
将排队理论应用在生产线中,对于看板系统的工位A,假定物料以固定的生产节拍在A进行生产然后以固定的需求节拍传送给B。且在拉式生产中,A传送物料只能按照B的需求节拍传送。因此,在生产线B的需求节拍等同于排队理论的服务节拍。类似地,生产节拍等同于顾客到达节拍。
在建立数学模型之前需要对相关的参数进行假设:
三、建立模型及分析
(一)建立马尔科夫数学模型



(5)
(二)看板系统总期望成本
为了求得最佳看板使用数量,通过计算看板系统中总期望成本的最小值。总期望成本主要由两部分组成:一部分是缺料成本另一部分是维持成本,用表示。因此,总期望成本写成如下表达式:

首先,假设相邻两个工位A和B之间只是存在一个看板在流通,那么只会存在两种状态转移的情况。所以这种情况下的看板系统的转移矩阵可以写成如下形式:

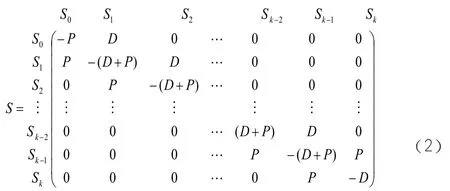
那么对应的马尔科夫差分方程的系数矩阵应该是

因此,相邻工位只有一个看板流通的系统的定态方程式,可以根据(5)(8)求得的值。


同理,如果在相邻两个工位之间存在两个看板进行流通,那么这两个周转箱会存在三种状态,在一个中间阶段以此类推,矩阵和可以写成以下:
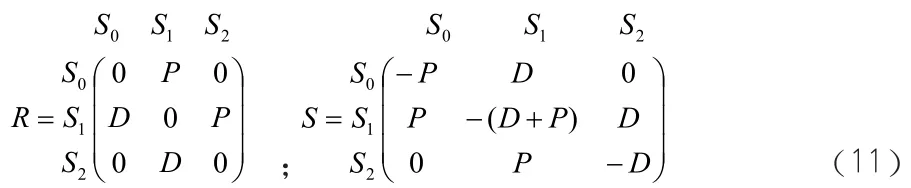
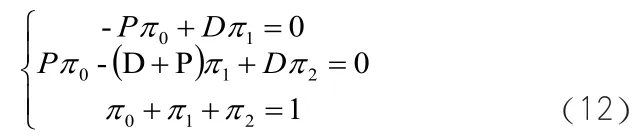
所以含有两个看板流通的系统的定态等式可得:


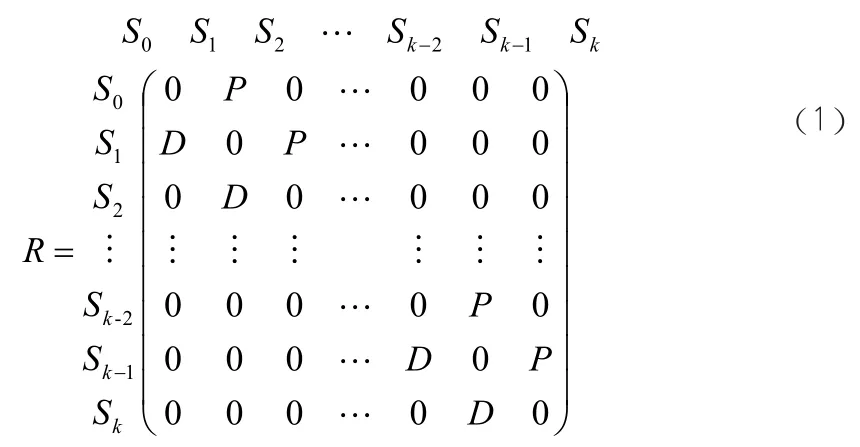
由以上三种不同看板数量的总期望成本表达式可以归纳,总期望成本会服从某一规律。根据归纳法,当相邻两工位之间存在个看板流通时可以写成如下表达式




然后将这三个公式代入(18)(19)并简化,得到以下不等式:

四、实例求证
在本小节中,将上述所建立的数学模型应用到麻醉机生产线中,根据麻醉机生产线中各个工位的实际生产节拍和需求节拍缺料造成的损失成本以及看板周转箱的维持成本等得到的真实数据,求解生产线的最佳看板。
根据实际统计数据,麻醉机生产线的工艺流程基本要经过多次组装、机架装配、电气功能测试、高压低压测试、最终装配、机器包装等工艺流程。如下图1所示:

图1 麻醉机生产线基本工艺流程图
根据生产线的实际要求,经过多次反复测试和平均时间计算,参数生产节拍(生产一套所需时间)、需求节拍(需求一套所需时间)、缺料成本(生产缺料损失)以及周转箱维持成本基本参数如下:

那么根据实际提供的参数,可以计算相邻工位之间的最佳看板数量依据之前因此代入参数求得总期望成本如下:

并将参数代入(23)两个不等式中得

五、结论
利用马尔科夫(Markov)模型简单、初步地求解生产看板中的最优过程,通过使生产过程中总期望成本最小化来获得最佳看板数量。文章中以二级系统为例,考虑生产线中只有两个装配工位的过程,并对相关参数进行实际调查和统计,以及某些参数由于影响因素较小而忽略不计。但是,实际的生产过程中考虑参数更多,装配工位更加复杂,因此对以后将该模型扩展到更加复杂的影响因子、多级系统的生产流程中提供基础理论和参考依据。
[1]林勇,乐晓娟,付秋芳.Push/Pull和CONWIP/Pull生产控制模式对比分析 [J].工业工程,2006,9(2):6-10.
[2]Rees,L.P., Philipoom,P.R., Taylor, B.W.I, and Huang, P.Y., Dynamically adjusting the number of Kanbans in a Just-in-time production system using estimated values in leadtime [J].IIE Transitions,1987,19,199-207.
[3]Bitran, G.R., and Chang,L., A mathematical programming approach to a dererministic Kanban system [J].Management science,1987,33,427-441.
[4]Askin,R.G.,Miteasi,M.G.,and Golderc,J.B., Determining the number of Kanbans in multi-item Just-in-time systems [J].IIE Transitions,1993,25,89-98.
[5]Karmarkar,U.S.,and Teyre,S., Batching policy in Kanban systems [J].Journal of Manufaturing systems,1989,8,317-328.
[6]Pan,A.C., and Liao,C.J., An inventory model under Justin-time purchasing agreements, [J].Production and Inventory Management,1989,30,49-52.
[7]Siha,S., The pull production system:modelling and characteristics,[J].International Journal of Production Research,1994,32,933-949.
[8]VIJAY S. NORI, BHABA R SARKER. Optimum numBer of Kanbans Between two adjacent stations [J]. Production Planning&Control,1998,9(1):60-65.
王燕茹(1960.12-),女,内蒙古呼和浩特人,副教授,硕士生导师,主要研究领域:营销管理、旅游管理等;王凯凯(1991.11-),男,山东省潍坊市人,硕士研究生,主要研究方向:生产企业物流的管理与运作。
中央高校基本科研业务费专项资金资助项目(JUSRP1601XNC)。
