不同形状磨粒随机分布磨料表面的三维建模仿真
2017-01-10王文珊于怡青
段 念, 王文珊, 于怡青, 黄 辉
(华侨大学 脆性材料加工技术教育部工程研究中心, 福建 厦门 361021)
不同形状磨粒随机分布磨料表面的三维建模仿真
段 念, 王文珊, 于怡青, 黄 辉
(华侨大学 脆性材料加工技术教育部工程研究中心, 福建 厦门 361021)
为了更准确地对不同形状磨粒的加工过程进行仿真,基于统计学的原理,利用打靶法模拟多颗不同形状(圆锥形、正四棱锥形、正三棱锥形以及半球形)的磨粒表面的随机分布,实现了通过设定不同的参数(粒度、出露高度、圆角半径、锥角),生成位置随机的三维磨料表面模型,并对结果做了相应的统计学验证,结果基本符合工程上的要求.模拟结果表明,磨粒尺寸的参数误差控制在1‰范围内, 磨料地貌图中不存在磨粒重叠现象和空位现象,且磨粒分布相对较均匀.
磨料表面;统计学;随机分布;打靶法;磨粒
磨削过程中的材料去除需要在磨料表面与工作表面发生物理接触的相对运动中实现.与材料发生接触摩擦的每颗磨粒的形状会在一定程度上影响材料去除的模式和工作表面的三维形貌.为了深入研究磨粒的形状对被加工表面三维形貌的影响机制,需要对符合工程实际的多颗磨粒随机分布的表面进行模拟,获得磨粒表面的几何模型,为后续的加工过程的仿真奠定基础.因此,对磨料表面地貌进行模型建立是精密加工领域一直以来的研究热点[1].
目前已经有很多的试验技术被开发用于测量砂轮表面地貌,如轮廓测定法、显微镜观察法[2]、测力法[3]、划痕法、印痕法和热电偶法[3].但是通过试验获得的地貌数据受到微观观测方法及观测者个人主观的局限,且所得到的结果针对微纳米尺度精密加工过程而言,误差也较大.因此,对磨料表面进行建模是十分必要的.
宏观砂轮形貌特征可从以下4个方面描述: 磨粒突出高度分布、静态平面颗粒密度、晶粒间距分布以及露出磨粒的投影面积百分比.这些指标均是随机变量,且每个磨料表面的特性都独立依赖于其制备过程中的修整情况和使用的技术[4].因此,在磨削系统中,磨料面的形成是一个随机性事件.随机模拟是一种多用途的数字技术,以随机抽样的方式来模拟,本质上是概率性的系统.对磨料面建立随机模型,用概率论和统计学的方法对其描述和求解是非常重要的一种方法.文献[5-6]将磨粒形状假设为带球头圆锥的形状生成了随机分布模型,但假设的形状单一,不符合工程中实际情况,且未考虑不同参数的设定.
本文主要根据不同形状及形状参数的磨粒参数信息(几何参数和分布参数),利用打靶法的原理来实现不同形状(圆锥形磨料面、正四棱锥形磨料面、三棱锥形磨料面以及半球形磨料面)磨粒的随机分布磨料表面模型,在此基础上,利用Fortran语言生成了不同形状金刚石磨粒随机分布的三维地貌表面模型.
1 磨料表面三维建模
1.1 磨粒几何参数的确定
尺寸为150~300 μm各种常见磨料的外观形貌如图1所示.由图1可知,在同样尺寸范围内,由于磨料材质的不同,其形状也是各异的.磨料形状的不规则性给模拟带来了很大困难,目前,主要是通过简化的方法将其固定为圆锥形、棱锥形、针形等形状.
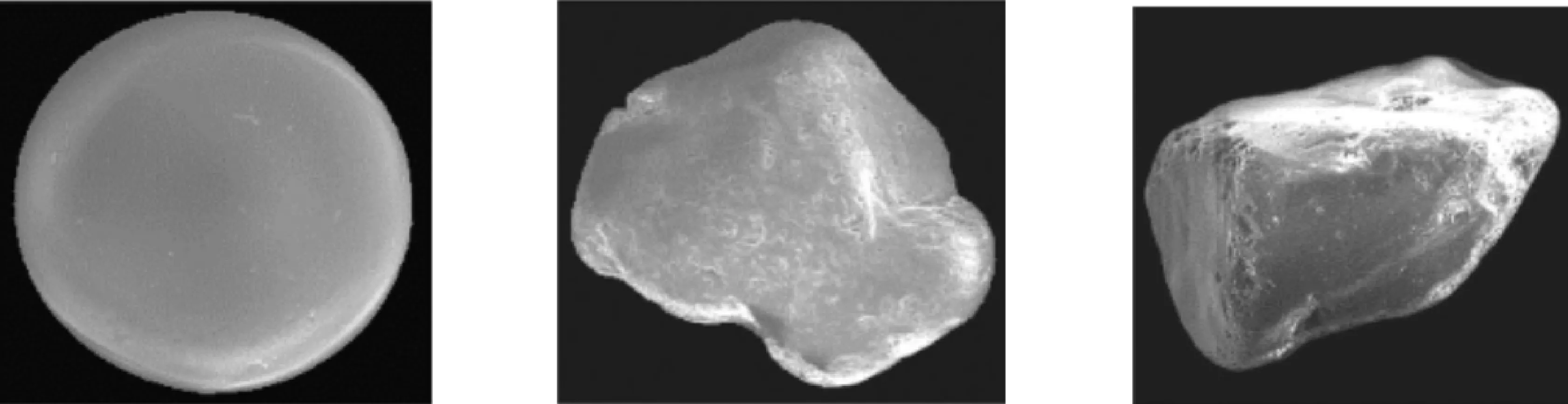
(a) 玻璃珠 (b) 石英砂 (c) 石榴石
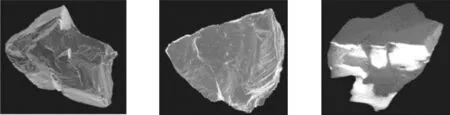
(d) 金刚砂 (e) 石英 (f) 氧化铝图1 磨料的形貌图像Fig.1 Abrasive morphology
本文分别以带球头的圆锥形、正四棱锥形、三棱锥形以及半球形来模拟磨料的形状.不同形状磨粒及其参数图如图2所示.
图2(a)中,带球头锥形磨料的形状参数包括球头半径(r)、锥台底面直径(D)、锥台高度(h)等.
设定锥面与球面相切,则:
D-2r cos θ=2htan θ
(1)

(a) 带球头的圆锥 (b) 正四棱锥
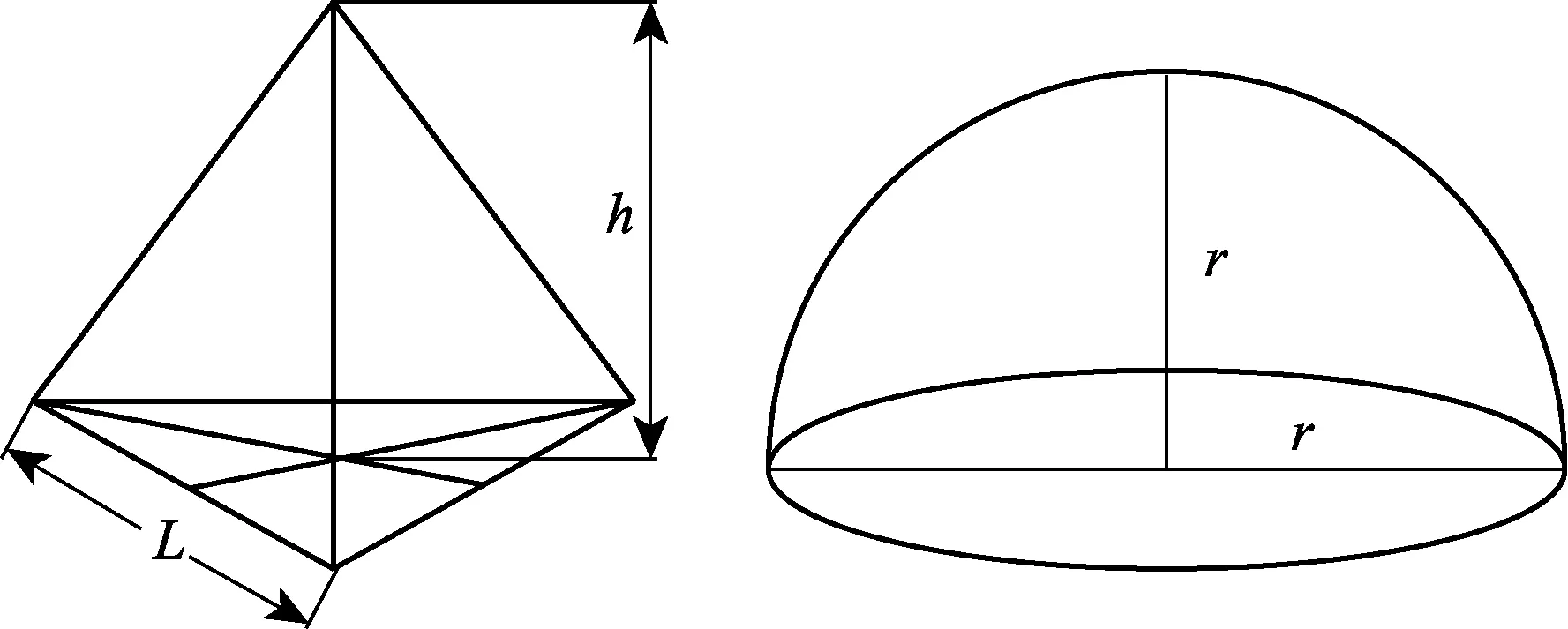
(c) 正三棱锥 (d) 半球图2 不同形状磨粒及形状参数图Fig.2 Schematic diagram of grains with different shape and relative parameters
为了保证球面与锥面相切,球心在锥台轴线上的位置由式(2)确定:
(2)
其中:h′为球形端头球心到底面的距离;θ为锥面母线与磨料中轴线的夹角.
图2(b)中,正四棱锥形磨料的形状参数包括棱线与高的夹角(θ)、正四棱锥底边长(L)及棱锥高度(h),可得:
(3)
图2(c)中,三棱锥形磨料的形状参数包括棱线与高的夹角(θ)、正三棱锥底边长(L)和棱锥高度(h),可得:
(4)
图2(d)中,半球形磨料的形状参数为球半径r.
1.2 磨粒参数分布
通过对金刚石磨粒做颗粒分布测试试验,先后分别使用不同目数的筛网过筛,统计出在各筛上留下的金刚石磨粒百分数,然后用正态概率坐标纸来确定磨料颗粒的分布情况.结果表明,金刚石磨粒粒径呈正态分布,并近似地估算出粒径的平均值为0.127 mm,标准差为0.059 mm.因此,本文中与磨料粒径相关的参数设定为正态分布,其余参数为均匀分布.
2 磨料表面数据生成算法及数据检验
2.1 磨料表面数据生成算法原理
磨料面生成算法主要采用打靶法,即在给定的平面内,随机确定每个磨料的位置,每确定一个磨料的位置后,将其所处区域去除,然后在剩下的区域内确定下一个磨料的位置,并记忆其位置和形状参数,直至达到所要求的磨料面密度为止,从而生成一个磨粒随机分布的磨料面[5].
以带球头的圆锥形磨料面为例,磨料面的长度和宽度确定以后,在磨料面内随机生成一点的x轴坐标x0和y轴坐标y0及磨料的直径D0,判断该点所确定的区域是否完全在磨料面内,如果是,则确定该点为磨料面的第一点,继而随机生成该磨料的高度h0和尖端半径r0或者锥角θ0,以结构型数组记忆第一颗磨料参数;反之,则重新生成.
如果在磨料面内,则(D0+D1)/2<


半球形磨料面的磨粒表面数据生成算法与带球头圆锥形磨料表面的数据生成算法类同.

2.2 算法模拟结果的验证
以带球头圆锥为例,分别对给定数值的磨料底面直径、磨料高度和磨料尖端半径的数学期望及方差进行了检验,表 1~3分别 为不同试验次数(N)下对应的磨粒底面直径、磨粒高度和磨粒尖端半径的数学期望(E(x)′)和方差(D(x)′).由大数定律可知,当试验次数很大时,有较大偏差的事件发生的可能性很小.由实际推断原理,在实际应用中,当试验次数很大时,便可以用事件发生的概率来代替事件的概率.可以看出,当试验次数达到 102 401次时,相对误差已控制在1‰以内,在工程上是符合要求的.
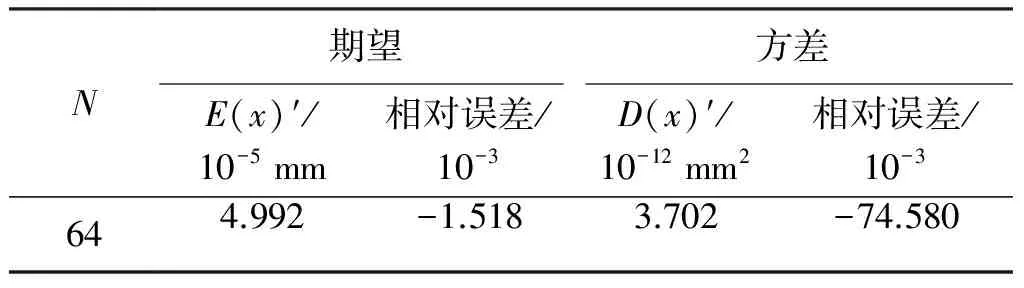
表1 磨粒底面直径的数学期望和方差(正态分布)
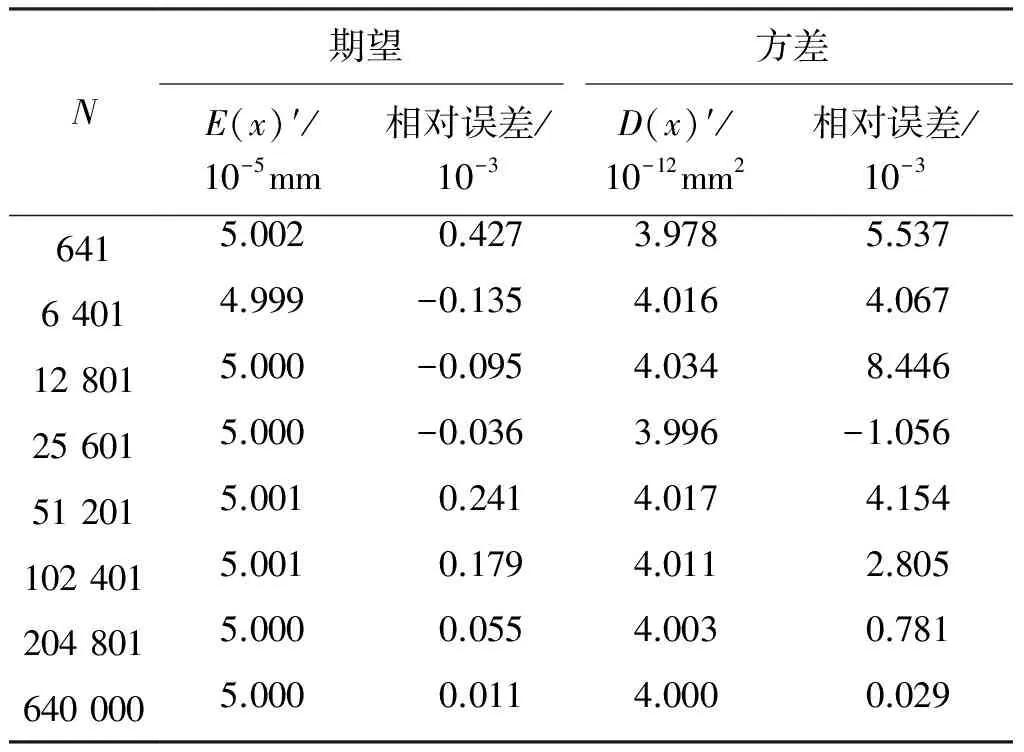
(续 表)
注: E(x)=μ=5×10-5, D(x)=σ2=4×10-12.

表2 磨粒高度的数学期望和方差(正态分布)
注: E(x)=μ=5×10-5, D(x)=σ2=4×10-12.
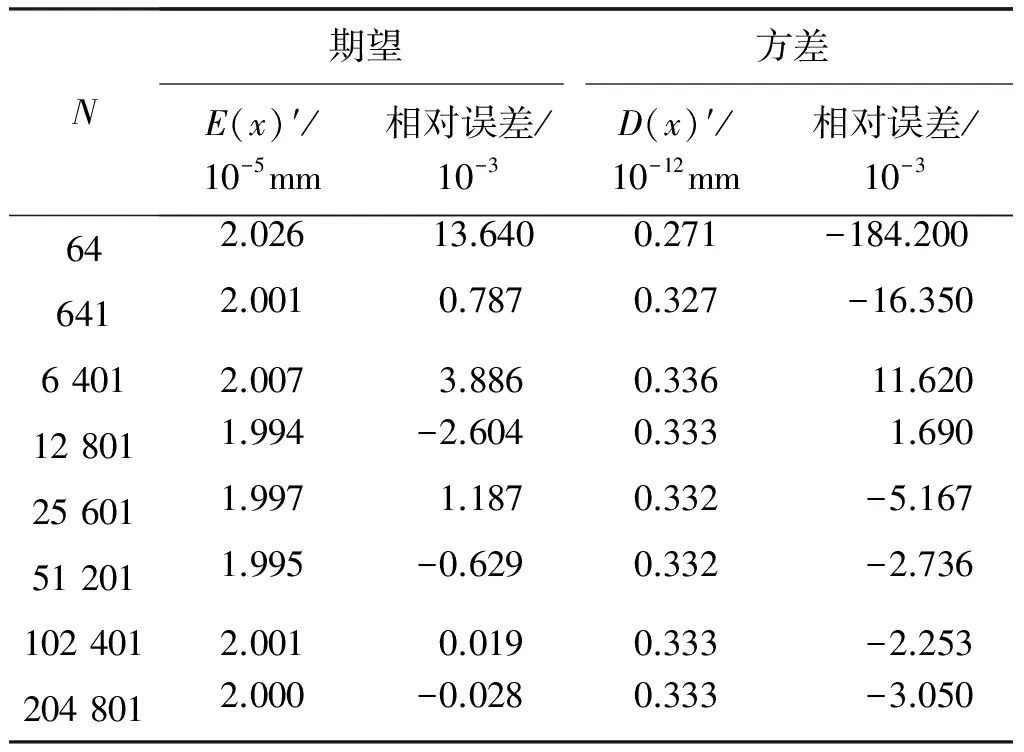
表3 磨粒尖端半径的数学期望和方差(正态分布)
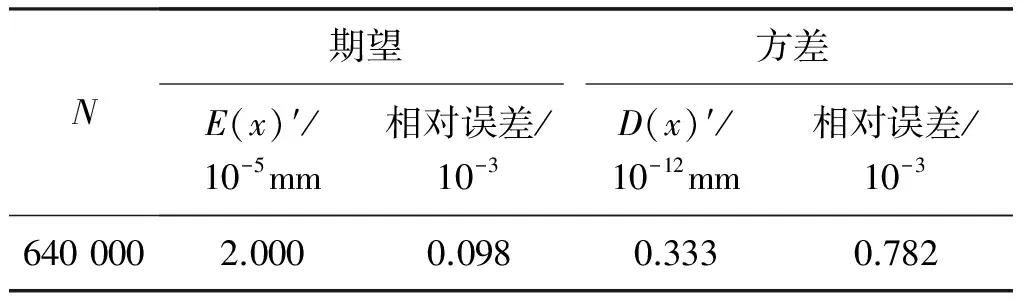
(续 表)

3 程序实现及砂轮地貌生成结果分析
3.1 基于DISLIN图像显示库的磨料表面数据可 视化程序实现
本文在Intel Visual Fortran 平台上,用支持Fortran语言的图像显示库DISLIN对打靶法生成的磨料面进行可视化编程.图3为磨料表面数据生成程序算法流程图.
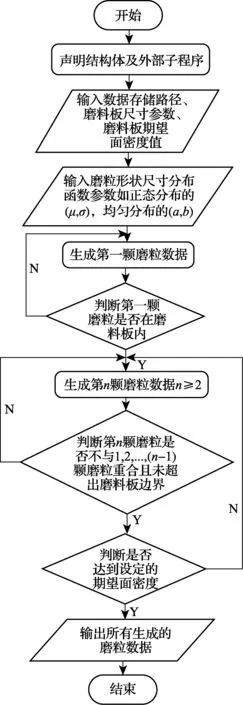
图3 磨料表面数据生成算法流程图Fig.3 Flow chart of abrasive surface data generation algorithm
以圆锥形磨粒为例,图4为基于DISLIN图像显示库的磨料表面显示算法流程图.

图4 圆锥形磨粒随机分布磨料表面显示算法流程图Fig.4 Flow chart of randomly distributed algorithm of conical grain surface
当磨料面为圆锥形时,由式(1)三角变换后可得:
(5)
(6)
式(6)整理后可得:
-(D+2r)x4-4hx3+4rx2-4hx+
(D-2r)=0
(7)
式(7)为一元四次方程,可用求实系数代数方程全部根的牛顿-下山法[7]进行求解.
3.2 结果分析
图5为文献[8]应用Mente-Carlo法生成的磨料面仿真图. 由图5可知,其生成的最大磨料和最小磨料之间的尺寸偏差已经超过了设定的范围,而且出现了磨粒过密(重叠)现象和过疏(空位)现象.
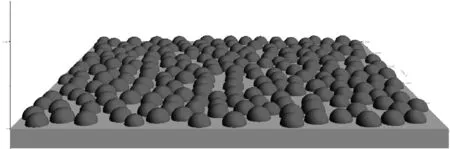
图6和7分别为3.5 mm×3.5 mm范围内的不同形状(圆锥形磨料面、正四棱锥形磨料面、三棱锥形磨料面以及半球形磨料面)磨粒的随机分布磨料表面地貌图,图中磨粒尺寸为0.127 mm,方差为5.9 μm,球头半径的分布区域为[2,8] μm,面密度值为48.5%.出露高度在后期可视化程序中实现,将出露高度控制在一定范围内,图中所示的出露高度范围(0,0.6h).以圆锥形磨料面为例,对仿真得到的磨料面进行直观观察,由图6(a)的细节图可看出出露高度参差不齐的状态.图6(b)的俯视图中,磨料地貌图中不存在磨粒重叠现象和空位现象,且磨粒分布相对较均匀.磨粒尺寸的参数误差控制在1‰范围内,较之文献[8]的仿真结果更为合理.
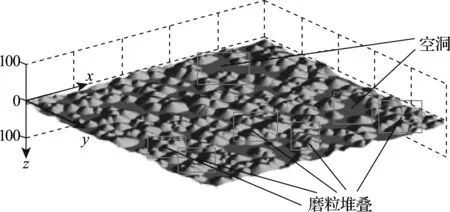
图5 磨料面仿真图[8]Fig.5 The abrasive surface simulation diagram
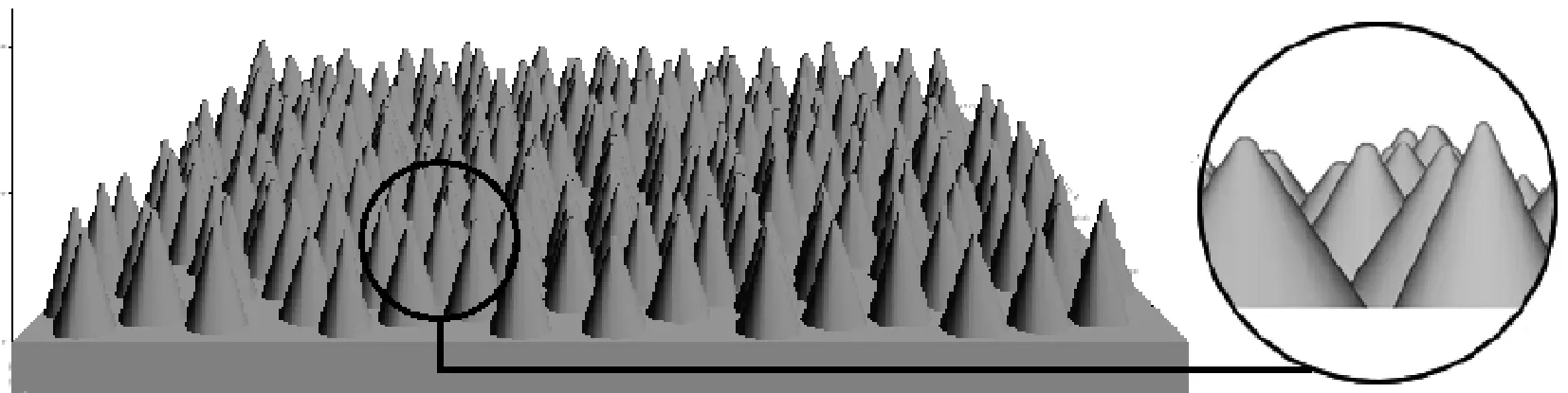
(a) 立体图
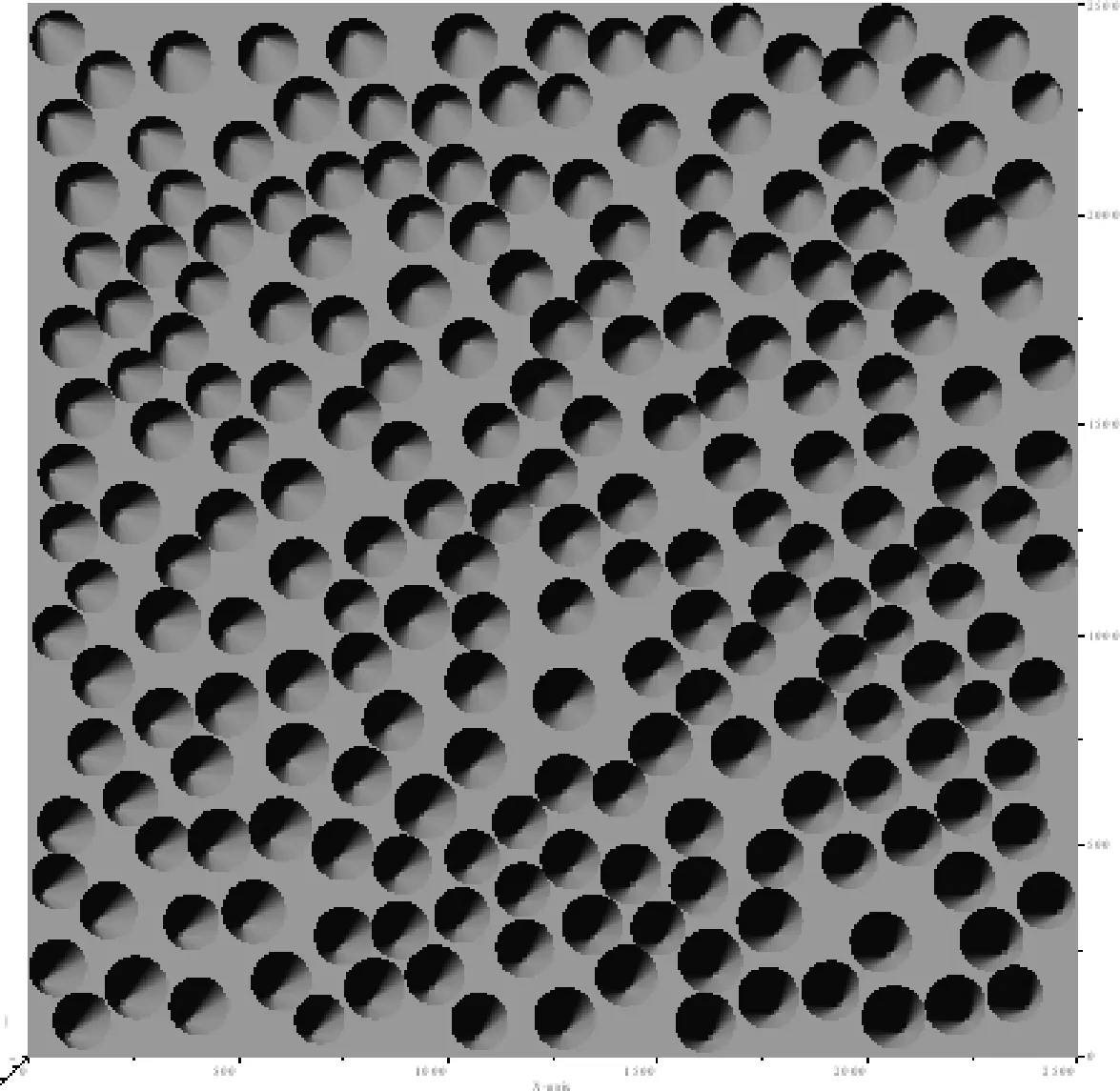
(b) 俯视图图6 圆锥形磨料面Fig.6 Conical grain surface

(a) 四棱锥
(b) 球形
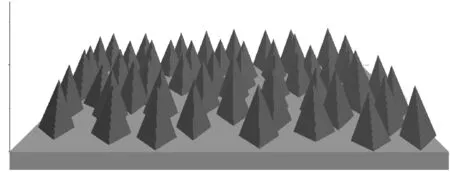
(c) 三棱锥图7 其他形状磨料面立体图Fig.7 Stereogram of the other shapes of grains
4 结 语
本文根据磨料表面随机参数信息,利用打靶法的原理来实现不同形状(圆锥形磨料面、正四棱锥形磨料面、三棱锥形磨料面以及半球形磨料面)磨粒的随机分布磨料表面模型,可以通过设定不同的参数(粒度、出露高度、圆角半径、锥角)得到相应的不同模型.在Intel Visual Fortran 平台上,用支持Fortran语言的图像显示库DISLIN对打靶法生成的磨料面进行可视化编程.仿真结果表明,磨料地貌图中不存在磨粒重叠现象和空位现象,磨粒分布相对较均匀, 且磨粒尺寸的参数误差控制在1‰范围内.这进一步证明了随机分布算法在磨料表面建模的可行性,对于深入研究磨粒的形状对被加工材料三维形貌的影响机制有着重要的意义.
[1] JIANG J L, GE P Q, BI W B, et al. 2D/3D ground surface topography modeling considering dressing and wear effects in grinding process [J]. International Journal of Machine Tools & Manufacture, 2013, 74: 29-40.
[2] MARINESCU I D, ROWE W B, DIMITROV B. et al. Tribology of abrasive machining processes [M]. 2nd Ed. Elsevier, 2013: 313-332.
[3] DOMAN D A, WARKENTIN A, BAUER R. A survey of recent grinding wheel topography models [J]. International Journal of Machine Tools and Manufacture, 2006, 46(3/4): 343-352.
[4] KOSHY P, JAIN V K, LAL G K. Stochastic simulation approach to modelling diamond wheel topography [J]. Int J Math Tools Manufact, 1997, 37(6): 751-761.
[5] 吴国清, 方亮, 邢建东, 等. 磨料尺寸对磨料磨损过程影响的随机模拟[J]. 西安交通大学学报, 2001, 35(5): 527-531.
[6] 金凤, 任靖日.基于随机过程的磨料面形成方法研究[J]. 装备制造技术, 2013(1): 4-6.
[7] 徐士良.FORTRAN常用算法程序集[M].北京: 清华大学出版社, 1995: 142-146.
[8] DE PELLEGRIN D V , STACHOWIAK G W. Abrasiveness of particles measured by cone-fit analysis (CFA)[J]. Tribology Series, 2001, 39: 517-527.
3D-parametric Modeling and Programming of Abrasive Surface with Grains of Different Shape on Random Distribution
DUANNian,WANGWen-shan,YUYi-qing,HUANGHui
(Engineering Research Center for Brittle Material Machining, Ministry of Education, Huaqiao University, Xiamen 361021, China)
In order to simulate the machining process of abrasives that have different shapes accurately, according to the principle of statistics, the models of the abrasive surface that have a large number of grains on different shapes (cone abrasive surface, right square pyramid abrasive surface, right triangle pyramid abrasive surface and half- spherical abrasive surface) are built, which are based on random distribution by using the shooting method. By setting different parameters (granularity, exposed height, radius and cone angle), different abrasive surfaces are came into being. On account of that, the abrasive surfaces that have random shape and position are generated. The results show that the size parameters error of grains is controlled within 1‰, abrasive overlapping phenomenon and vacancy phenomenon do not exist in the abrasive surface, and the distribution of grains is relatively uniform.
abrasive surface; statistics; random distribution; shooting method;grain
1671-0444 (2016)04-0500-06
2015-11-20
国家自然科学基金资助项目(51375179);福建省教育厅重点资助项目(JA13010)
段 念(1981—),女,福建福州人,讲师,博士,研究方向为磨削加工过程仿真. E-mail: duannian@hqu.edu.cn
TG 501
A