长春地铁车体制造技术
2017-01-09刘广达长春轨道客车股份有限公司
刘广达 长春轨道客车股份有限公司
长春地铁车体制造技术
刘广达 长春轨道客车股份有限公司
长春地铁是某公司为适应东北地区气候环境,而最新设计的城市轨道车辆。该车型的车体结构为钢铝混合结构,该结构技术要求高,制造难度大。经过长期试验,终于摸索出了一套车体制造技术,使得该车型车体顺利生产出来。
车体制造
1.车体结构
1.1 主要特点
底架、侧墙、车顶、前后端墙为铝型材组焊结构。牵引梁、枕梁为钢板焊接而成的钢模块。由于受基建条件限制,车高为2410mm,车体最大宽度2800mm,车体断面尺寸非常小。
1.2 结构参数(表1)

表1 长春地铁车体主要参数
2.制造难点
车体制造难点:
(1)底架制造。底架为钢铝混合铆接结构,对底架的平面度、宽度、直线度要求极高,是车体制造的难点之一。
(2)车体形状及断面尺寸的控制。车体断面尺寸影响内装件的安装;车体形状直接关系到车门的安装调试;窗口的平面度关系到车窗的安装及美观;同时,车体形状的控制也是基建限界的需要。
3.工艺措施
车体组成制造工艺顺序为:①底架组对落车。②组对侧墙,调整门口。③组对车顶。④组对端墙。⑤车体焊接、小件焊接。⑥车体调修交检。
针对车体的制造难点,经过长期试验,总结了如下工艺方法。
3.1 底架制造
从车体制造组成的工顺序来看,底架为车体组成的第一道工序,是整个车体制造的基准,是车体强度的基础;同时,也是后续车体称重、装配落车的基准。因此,底架的制造质量,是整个车体结构制造的关键,也是整台车制造的关键。
底架长约19m,宽约2.6m,整体结构为钢铝铆接的混合结构。其中,地板与底架边梁为铝型材焊接结构,牵引梁、枕梁为钢模块结构。枕梁、牵引梁与底架边梁铆接到一起。由于牵引梁、枕梁与底架边梁铆接到一起,根据铆接技术条件,要求折两个部件的铆接贴合面的间隙不允许超过1mm,这就意味着底架边梁与地板组合焊接后,底架宽度不能超过公差要求2mm,单侧底架边梁垂直度不能超过1mm,地板平面度不能超过2mm,这也就大大的增大了底架的制造难度。
为保证底架的制造要求,在牵引梁、枕梁制造的过程中留加工余量。在组焊完成后,对枕梁、牵引梁的宽度,以及与底架拉铆的贴合面进行机械加工,从而保证枕梁、牵引梁的宽度,以及与底架铆接的贴合面完全符合图纸要求。
由于铝底架尺寸精度要求高,因此一步制造完成铝底架难度较大。为了保证铝底架的制造精度要求,将铝底架的制造分成两个模块完成,首先是铝地板的制造;其次,是边梁与地板的合成焊接。
对于地板的制造,最重要的就是要保证地板焊接后的平面度要求。为保证地板焊接后的平面度要求,在工装压紧上采用液压工装压紧,增加压紧力;同时,在地板组对的中间型材上通长放置1吨长压铁,增加压紧力。为防止焊接后地板变形,在地板正装组对时,在地板横断面上预制10mm焊接反变形,使地板在组对时横断面上形成一个拱桥形。在地板焊接时采用双枪自动焊同时对称焊接,焊接顺序为先焊接外侧两条焊缝,再焊接内侧两条焊缝;并且,内外两条焊缝的焊接起始位置颠倒。在地板反装焊接时,无需再预制焊接反变形,只需使用液压工装对地板压紧即可。焊接时,依旧使用双枪自动焊同时对称焊接,焊接顺序为先焊接外侧两条焊缝,再焊接内侧两条焊缝。采用以上工艺手段可以保证地板平面度满足图纸要求。
对于边梁与地板的合成焊接,最重要的就是保证合成焊接后的铝底架整体宽度。由于地板和边梁为插接结构,在宽度方向可调节量较大,在组对铝底架时,整体宽度上每侧边梁平行放宽2mm,使用液压工装压紧边梁,并且在底架中间通长放置1吨长压铁,使用双枪自动焊同时对称焊接即可。铝底架焊接完成后,对其进行机械加工,保证铆接位置的准确。加工完成后,对底架进行牵引梁、枕梁的铆接。通过以上的种种工艺方法和措施,最终保证了底架的制造精度。
3.2 车体形状及断面尺寸控制
车体的形状及断面尺寸的控制,需要通过对各大部件的尺寸控制,以及总组成时的工艺方法来保证[1]。
在车体总组成前,需要对各个大部件的尺寸进行复检,大部件必须满足图纸尺寸要求。在车体总组成时,首先组装侧墙,以车体底架上的门口中心和窗口中心为定位基准,从车体中心向两端开始依次组对侧墙。组对完毕后,用工装进行固定支撑,使用侧墙定位装置将侧墙连接成一体 。由于受车体整体挠度的焊接影响,侧墙门口处需要整体向外支撑出3mm的焊接反变形量。安装车顶,安装车顶以窗口中心为定位基准,同时要注意保证车顶两端与侧墙两端的外侧面保持一致。调整车体形状轮廓,保证侧墙的整体直线度在3mm以内。车体断面控制示意如图1所示。组装端墙,组装端墙时以端门中心为定位基准,同时兼顾端墙与底架端梁的垂直度要求。通过,以上的方法可以在车体总组成焊接后保证车体形状及断面尺寸。
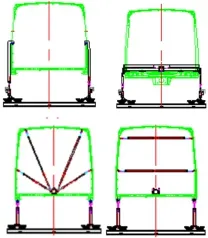
图1 车体断面控制装置示意图
4.结束语
通过采用以上工艺措施,长春地铁车体的各相关尺寸、行位公差得到有效控制,达到了设计及工艺要求,产品质量得到了有效保证。
[1]王炎金.铝合金车体焊接工艺[M].北京:机械工业出版社,2010.
