新技术推动中国软包装柔印发展
2016-12-20孙勇信华柔印科技嘉升制版上海有限公司
孙勇 信华柔印科技•嘉升制版(上海)有限公司
新技术推动中国软包装柔印发展
Chinese Plastic-Pack Flexography Development
孙勇 信华柔印科技•嘉升制版(上海)有限公司
柔印印刷(以下简称柔印)自上世纪90年代进入中国,经历了最初替代橡胶版,从纸箱印刷起步,到标签印刷、纸箱预印、奶包印刷、软包装印刷的过程,正一步步打破国人认为柔印只能从事低端印刷的传统观念。伴随国家对环保的要求越来越高、对企业的管控越来越严;国外终端客户因全球战略的需求而指定使用柔印;宽幅卫星式印刷机装机量的大幅提升;柔印相关配套技术的不断进步更新,柔印正逐步打破凹印在软包装领域一统天下的局面。
柔印软包装的市场及发展
国际上软包装正在不断取代金属、玻璃等容器包装,而柔印的印刷工艺又恰好解决了薄膜不利于印刷的难题。柔印在世界软包装印刷中占有超过60%的份额,这与其“绿色环保”的特性有着绝对的关系。全球几大主要区域的软包装柔印市场占比如图1所示。
从图1中可以看出,亚太区及中国整个柔印市场的占比远低于欧美区域,亚太区也是中国市场的两倍。笔者公司于2016年3月对澳大利亚柔印在软包上的应用做了一次实地考察,发现柔印在澳大利亚软包装行业应用以及在印刷精良性方面有以下特点:
(1)快速消费品(面包袋、薯片包装、饼干包装、巧克力包装等),其印版线数一般在100~175线(lpi)之间。
(2)冷冻食品复合包装(冷冻牛肉、冷冻羊肉、冷冻水果、冷冻蔬菜等),印版线数150~200线(lpi)之间。
(3)生活用纸包装、卫生用品包装材料(纸类外包装和内包装,纸尿裤、卫生巾包装),印版线数100~120线(lpi)之间。
(4)宠物食品(猫粮、狗粮),印版线数133~175线(lpi)之间。
(5)宽幅标签(收缩膜标签、各类饮料食品标签),印版线数150~175线(lpi)之间。
而我国软包市场,虽然柔印技术使用逐年递增,行业扩张也很快,但涉足的行业不如澳大利亚及欧美广泛,主要集中在以下几个细分市场和领域:食品外包装袋、PE热收缩彩膜以及卫生用品包装领域。食品外包袋主要为面食类包袋及冷冻肉类收缩袋;PE热收缩彩膜主要应用在啤酒、饮料、纯净水的集束外包装上;卫生用品包装领域主要集中在婴儿及女性护理用品上。这些都是柔印的增量细分市场。
其中卫生用品包装的婴儿及女性护理用品方面,使用柔印的多数为国外品牌,或由国外终端品牌客户指定采用柔印的方式。而食品外包袋最早也是由外资的印刷企业采用柔印的方式,产品也多数为出口销往国外。
近几年也有一些国内企业看中这块市场采用国产卫星机或进口柔印机进行生产。

图1 软包柔印市场占比
柔印与凹印的优劣势分析
软包包装印刷的柔印主要是要替代凹版印刷(以下简称凹印),下面来分析一些凹印与柔印的一些优劣势。
凹印目前面临最大的困境就是安全与环保问题。
(1)食品安全
食品包装的本身功能是保护食品安全,不能反过来污染食品。而食品包装中的残留物主要来源于“印刷”和“复合工序”。随着人们对自身健康的重视,必须正视凹印包装对环境和食品安全的影响。
(2)凹印制版
凹印制版过程中的电镀,除废水的排放外,电镀时废气的排放也会造成大气污染。随着国家对环境的重视,对电镀行业的管控力度加大。凹印制版的成本也必将提高。
(3)VOCs排放
印刷企业VOCs的排放已引起国家环保部门的重视,在相继出台的大气污染治理的政策法规中,多次将包装印刷列为重点治理行业。目前上海、北京等多个城市均已开始征收VOCs排污费。
而柔印在软包装印刷中的潜在优势恰恰能够弥补凹印的三大问题,柔印的主要优势在于:
(1)绿色环保,安全卫生
柔印在软包装印刷上多数采用醇溶性油墨,目前有些企业已在测试或尝试使用水性油墨体系。同一产品油墨的使用量仅为凹印的50%左右。从而降低了VOCs的排放,以及解决了有害溶剂在包装上的残留问题。
(2)套印精确,承印物更薄且多样化
柔印在软包装印刷中多数采用卫星式印刷机,卫星式印刷机由于采用中心压印辊筒,因此印刷张力稳定,可承印更薄的材料;压印点距离短、套印准确。
(3)速度快、成品率高、能耗低
同一产品,柔印仅为凹印用电量的50%。
笔者通过对某家软包装印刷企业进行凹印与柔印的优劣势调研,将调研结果归纳如下,如表1。
柔印油墨虽然单价高于凹印,但综合测算每万m2实际使用的柔版油墨费用可比凹版印刷节省40%左右。表内数据仅供参考,应避免以偏概全,尽管看起来似乎柔印可以全面取代凹印,但柔印在软包装领域与凹印相比,也有着其技术上的一些劣势,劣势基本都集中在印刷精美程度上,如:
(1)绝网有印口,过渡不平顺;
(2)印刷线数低、产品精美度不高;
(3)墨层薄,专色实地密度不达标。
这些劣势也制约了柔印技术在亚太地区包括中国的发展。
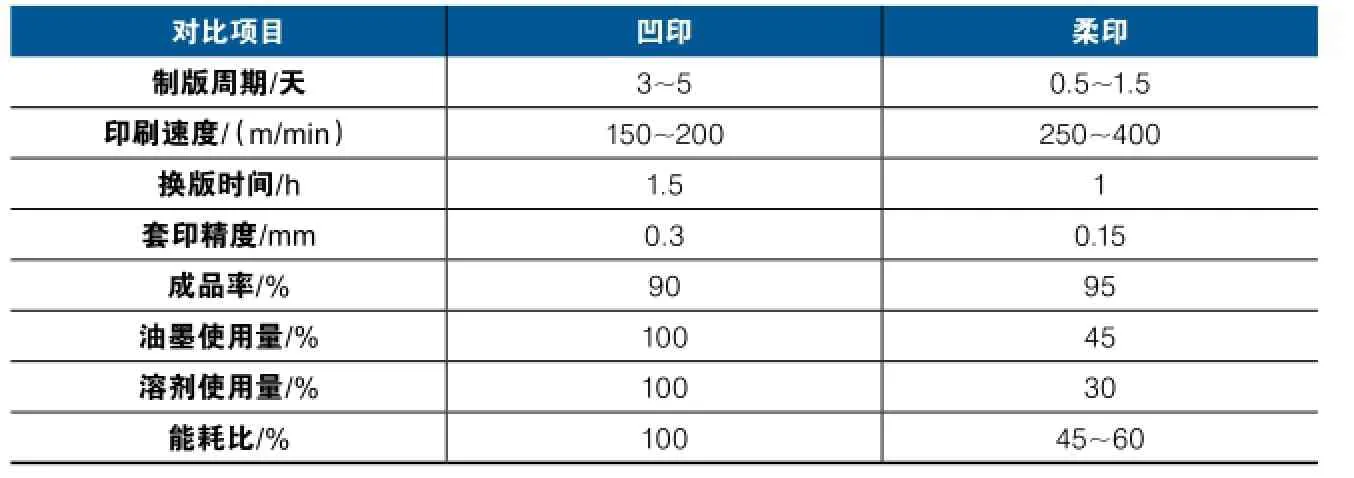
表1 凹印与柔印主要技术项目对比
新技术助推中国柔印在软包装领域的发展
柔印从当初的菲林制版到数码制版,从2,540dpi的输出精度到4,000dpi的输出精度,从Samba网点到HD网点,从平顶网点到Full HD网点。每一次新技术的应用都是柔印的一次飞跃发展。从2012年笔者公司引进麦德美的LUX平顶网点制版技术以来,先后又引进了杜邦的DigiFlow、柯达的NX、富林特的Next、ESKO的Inline UV 2等目前市面上所有的平顶网点制版技术。之所以引进这么多的技术,说明每种技术都有其优点和不足之处。只有将每种技术的优点综合应用,才能增强柔印与凹印在印刷精美度上的比拼,从而突破印刷精美度这个阻碍柔印发展的壁垒。
目前国内的柔版制版技术及设备也已完全达到国外的先进水平,接下来介绍一些国内柔印可以达到的技术水平:
(1)绝网
目前在凹印上基本可以做到0过渡。而柔印一般只能过渡到2%。现在通过平顶网点设备及最新软件的运用,柔印的渐变过渡正常可以做到0.8%,极致的要求下可以做到0.4%,如图2和图3。

图2 某薯片软包0.4%效果图
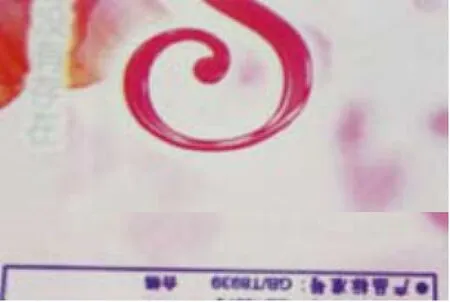
图3 某卫品软包0.4%效果图

图4 某食品软包150lpi 效果图

图5 某食品软包150lpi 效果图

图6 DigiCap效果图

图7 DigiCap效果图
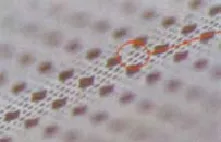
图8 Micro cell效果图

图9 凹印实地密度2.02效果图

图10 柔印实地密度1.96效果图
(2)印刷精美度
在制版技术上175lpi,甚至200lpi早已不是技术难题,但柔印软包装印刷却一直徘徊在126~133lpi。这是由软包装材料的特性所决定。当我们要做150lpi时,网纹辊的配置要达900~1,000lpi。使用高线数网纹辊带来的问题是印刷实地密度达不到标准密度。
那现在又可以通过何种技术来实现150lpi高线数的印刷呢?如图4和图5所示。
a. P+技术的应用,可以提高实地及网点油墨的转移量,提升实地密度值;
b. 高色强度油墨的诞生;
c. 新型网纹辊大幅提高了油墨的流动性及转移量。
(3)专色实地密度
凹印采用凹版网穴直接传墨,墨量大、墨层厚实,专色实地密度高。柔印通过网纹辊传墨到印版,再由印版到膜,墨量小、墨层薄,专色实地密度达不到要求。现在我们可以通过Micro cell、DigiCap等实地加网技术来大幅提高实地油墨的转移量,从而提升专色实地密度。如图6~图10所示。
结语
印刷是一项综合工程,一件精美的印刷品离不开印刷中各个环节的配合。中国柔印在软包装领域若想从凹印市场多分一杯羹,离不开高线数的网纹辊,高色强度的油墨,双面胶的合理使用等各方面的提升和综合配合。
“路漫漫其修远兮”,中国柔印在软包装市场才刚起步,今后将在新技术的推动下,不断探索、进步、绽放。
(摘编自《上海包装》,2016年No.6)
