硫磺包装线码垛机的常见故障与处理方法
2016-11-24毛向君赵一先
毛向君 赵一先
(1.兰州寰球工程公司,兰州 730060;2.中国石油兰州石化公司设备维修公司,兰州 730060)
硫磺包装线码垛机的常见故障与处理方法
毛向君1赵一先2
(1.兰州寰球工程公司,兰州 730060;2.中国石油兰州石化公司设备维修公司,兰州 730060)
介绍了硫磺包装线码垛机的组成与工作过程,总结了硫磺包装线码垛机的常见故障及其处理方法,为判断此类装置的故障提供了理论依据,对日常维护具有一定的指导作用。
码垛机 硫磺包装线 常见故障 处理方法
中国石油兰州石化公司年产3万吨硫磺包装线是一条全自动称重、包装、码垛生产线,其中硫磺包装线码垛机是集除尘、称重、包装、输送、码垛于一体的自动化运行装置[1]。为方便对码垛机进行日常维护,笔者对硫磺包装线码垛机的常见故障进行了分析和总结,以便日后当码垛机出现类似情况时操作人员能够快速准确地处理故障,保障硫磺包装线码垛机的长周期、安全稳定运行。
1 码垛机的组成与工作过程
中国石油兰州石化公司年产3万吨硫磺包装线码垛机由压平输送机、缓停输送机、转位输送机、编组机、缓冲输送机、推袋装置、分层机、升降机、托盘仓、托盘输送机和垛盘输送机组成。
其工作过程[2]为:硫磺料袋经压平输送机压平整形后,由缓停输送机输送至转位输送机上并按照预定的编组方式转位(袋口朝里,2-3、3-2编组),转位后的料袋输送至编组机进行编组,编组后的料袋被推袋装置推送至缓冲输送机上,再由缓冲输送机将料袋输送至码垛装置的分层机上,通过分层机的运行和升降,一层料袋被码放到托盘上,直至码完一垛六层为止,最后,垛盘由垛盘输送机送出,由叉车下线入库,同时托盘输送机自动供应托盘到码垛位。
2 码垛机的常见故障与处理方法
码垛机部分关联动作较多,因此当出现非正常停机时首先要利用触摸屏掌握第一手报警信息,并根据报警提示及时处理码垛机故障。
码垛机自动运行操作界面如图1所示。硫磺包装线码垛机操作面板为触摸式人机界面,它作为操作人员与设备之间的交互平台,接收来自操作人员的操作指令并指示设备的工作状态。人机界面设置了生产线运行状态显示、T/C设置、I/O监控、手动操作、设备自动运行指示、故障报警及报警帮助等多个画面,通过故障报警信息能够较快地查找故障原因,同时在程序调试时可以通过T/C设置来修改PLC内部与系统运行相关部分的定时/计数器设定值。I/O监控画面上的通道对应PLC上相应的输入输出模块,在监控状态下,可进入相应的输入输出模块监视各输入输出信号的开关状态,并利用I/O监控快速判断现场和通道的情况。
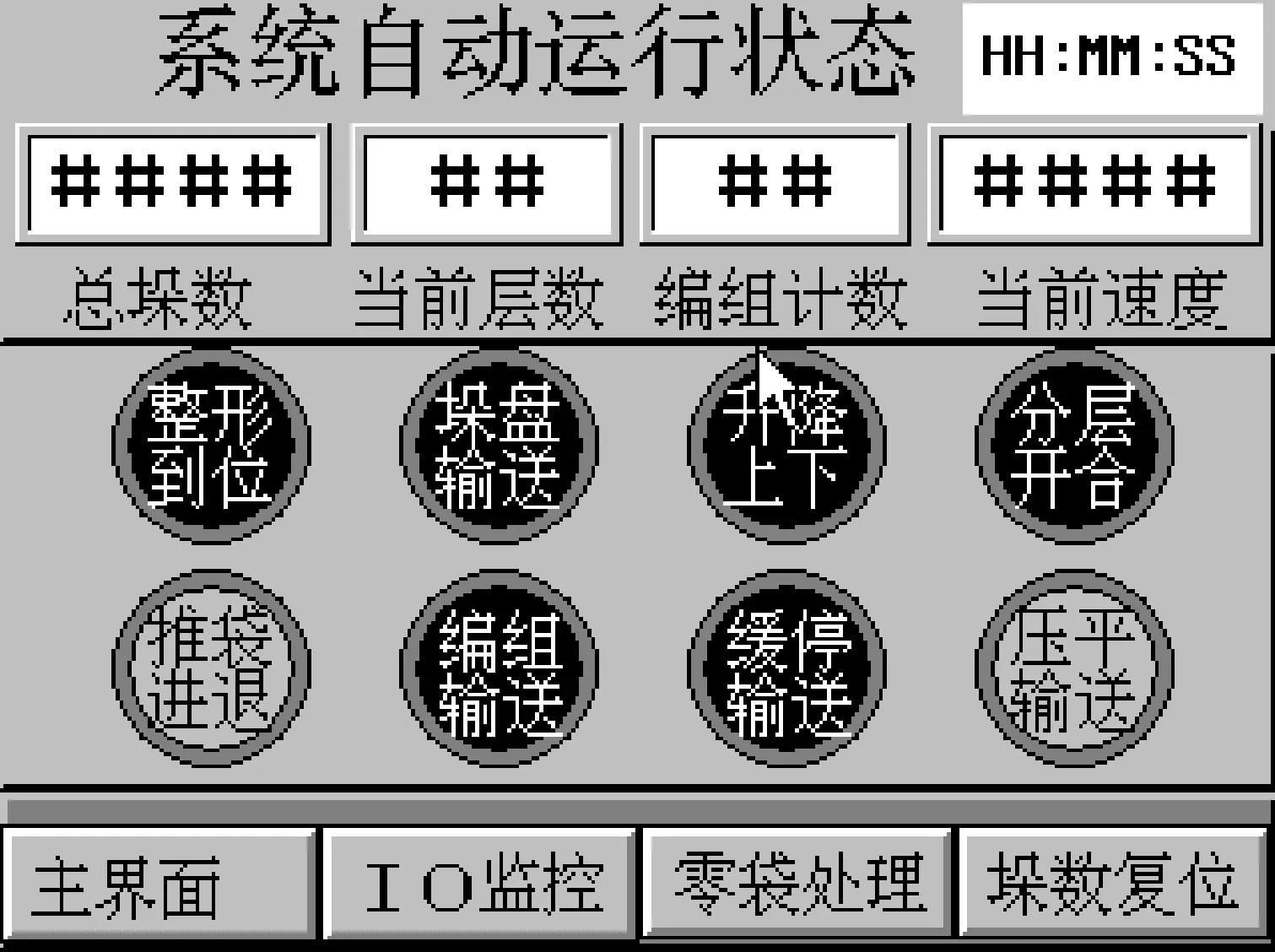
图1 码垛机自动运行操作界面
2.1分层机故障
故障现象:分层机将一层料袋送到分层送到位,左右整形气缸动作后码垛机停止。触摸屏故障提示:分层送袋位故障、左整形复位故障、右整形复位故障。
故障分析:根据故障提示检查分层机送袋位接近开关发现,分层机超过分层送袋位,停到了分层送袋位的后面;再开码垛机发现,分层机经过分层送袋减速位后在送袋位没有停止反而超过送袋位,因此送袋位置信号的丢失导致了报警。
故障处理:分层送袋位一般在程序调试后是不变的,因为送袋位一变,后续的与此相关的机械位置都要进行调整,为此,首先调整送袋减速位前移让减速时间加长,发现效果并不理想,可见分层机的停止不是由电机的制动造成的,而是通过机械位置撞停的,因此将送袋位调整到停止位后,开机运行正常。
2.2升降机故障
故障现象:升降机在分层机码完料后没有下降反而先上升再下降,同时推袋机停止工作,码垛机停机,上位触摸屏没有任何报警指示;当操作工按下停止按钮,再按启动按钮后,码垛机可以正常开启。此故障不定期出现,没有任何规律可循。
故障分析:一般情况下,当出现非正常停机时首先要根据触摸屏的报警信息及时处理故障,但此次故障没有任何故障提示。码垛机控制中心为S7-300 PLC,码垛机完全根据既定程序执行,又因为程序不可能出现错误,则出现这种情况只能是在进行分层时有某个条件不该变化时有了变化,同时这个条件还影响到了升降机的升降。因为出现故障时没有码垛程序,只能通过现场检查来发现问题所在。在观察码垛机动作过程后发现,分层机由送袋位往回走时前整形气缸的推板向前走了1cm,再观察前整形气缸上的到位磁环开关,发现有亮→暗→亮→暗的情况,其正常情况下为亮→暗,因此前整形气缸的错误向前走导致了前整形到位磁环开关检测有变化,从而引起故障。
故障处理:因为分层机停止(分层送袋位)不是自然停止而是由机械位撞停的,而且分层送袋位是固定的,所以只能调整前整形气缸的行程,使前整形气缸在分层机往回走时推板不再向前走。调整前整形气缸的定位销使前整形气缸的行程变短,同时根据气缸的行程调整前整形到位磁环开关。调整后开机正常。
2.3码垛位光电故障
故障现象:料袋在分层机上,升降机一直上升直到升降机排垛位,故障提示码垛位光电故障。
故障分析:分层机码垛时升降机需要上升使码垛位光电露出,即分层机要高于当前跺层;码垛位光电为对射式光电开关,当对射光电开关之间有物料或光电开关没有对好时程序都认为有物料,升降机就会一直上升到升降机排垛位。
故障处理:手动将升降机降到合适位置,首先检查对射式光电开关的发射端与接收端是否对正,调整对正后用物体遮挡接收端,观察光电开关的状态指示灯有无变化,同时观察I/O监控的实际通道有无变化,由此来判断是现场检测元件故障还是系统通道故障,如果是光电开关故障更换即可,如果是通道故障需更换通道,若无空余通道则需更换卡件。
2.4分层计数故障
故障现象:码垛机码完一层后层计数不是加1,而是加2或加3;当层数一乱,前面的转位也会乱,最终导致码垛全乱。
故障分析:分层计数器在分层记数时计数条件发生变化。
故障处理:首先检查与分层计数有关的信号(分层送袋位I8.3),通过上位人机界面的I/O监控检查发现I8.3完好,但层计数依然跳跃。随后更换了分层送袋位光电开关、安全栅、DI卡件和安全栅到卡件柜的信号线,但故障仍存在。通过笔记本通信PLC在线检查也没有发现明显的变化。将计数程序的分层送袋位I8.3改为分层送袋减速位I8.2并下装后计数正常。用I8.3单独做分层计数,并下装后层计数也不乱,将I8.3改回后层计数又乱,但是将分层反向M113.3去掉后层数正常。最终,厂家决定更换分层机变频器,更换后所有条件恢复,层计数正常。
3 结束语
中国石油兰州石化公司年产3万吨硫磺包装线已经运行7年,期间有些部件出现了不同程度的损坏,因此笔者利用2013年检修的时机更换了码垛机和包装机部分。现包装码垛机在操作人员的精心维护下,运转正常。对码垛机常见故障进行总结,为判断此类装置的故障提供了理论依据,对今后的维护具有一定的指导作用。
[1] 王佑兵.传感器在机器人自动码垛系统中的应用[J].化工自动化及仪表,2015,42(9):1062~1064.
[2] 王春燕,龚红梅,罗娟丽,等.聚丙烯装置包装线码垛机及其控制[J].石油化工自动化,2007,43(4):89~90.
2016-07-05(修改稿)
TH165+.3
B
1000-3932(2016)08-0889-02
