数控车床与夹具连接结构的改进
2016-10-21张宏昆徐胜军孙岩
张宏昆 徐胜军 孙岩
摘 要:在机械加工企业中,数控车床占有一定的比例。在数控车床上加工零件,需要夹具来保证加工零件的精度。因此,夹具和数控车床的连接需要保证强度和精度。对于企业中夹具和数控车床连接的老结构存在的问题,进行分析和改进。
关键词:数控车床;夹具;法兰盘;连接结构;定位;精度
中图分类号: TG519.1 文献标识码: A 文章编号: 1673-1069(2016)21-191-2
1 公司机械加工现状
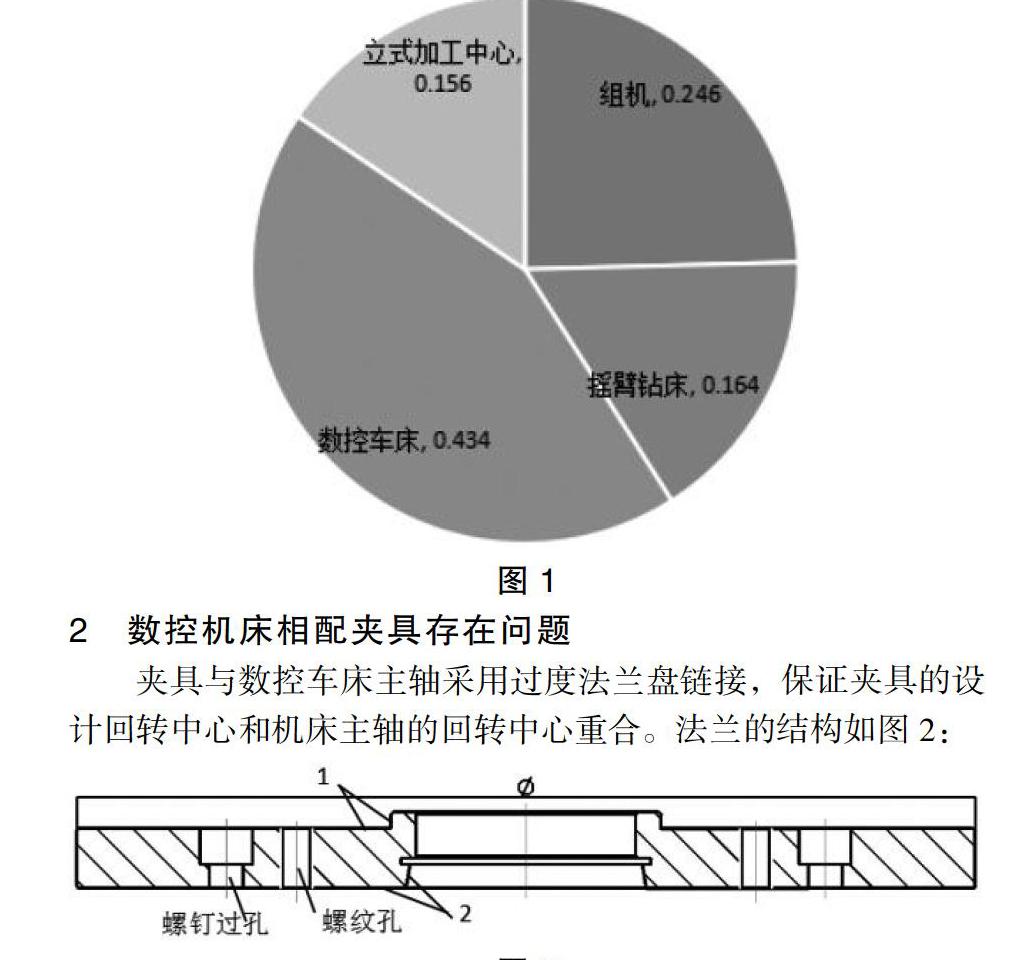
公司前身是国家建国初期建设的老工业。刚入职的时候还看到现场布局多台普通车床,随着工艺改进,基本都被数控车床所替代。因此降低了劳动者的劳动强度和保证了零件加工的质量。对车间的加工设备的类型和数量进行统计,不难发现数控车床将近占设备数量的一半。说明公司零件加工大部分采用数控车床完成,零件加工工序内容分散。也存在机床费用的原因(一台数控车床20-30万,一台立式加工中心120-150万),致使数控车床占有的比例如此之高。(如图1)
2 數控机床相配夹具存在问题
夹具与数控车床主轴采用过度法兰盘链接,保证夹具的设计回转中心和机床主轴的回转中心重合。法兰的结构如图2:
图示2端和机床主轴配合,保证图示2的锥孔和断面与主轴锥面和断面均接触。因此法兰安装需要经过多次红丹粉锥面试配和端面塞尺测量距离检查配合。最佳的配合状态:锥面接触装上后,端面的距离在0.04-0.06mm。螺钉压紧后,由于变形使法兰端面和主轴端面接触。
图示1端与夹具配合。法兰和主轴配合完成后,车图示1端外圆,保证与夹具的定位孔形成精密配合。因此,完成一套夹具的调试,需要完成图示1和2端的配合加工。
由于加工的零件结构相似,品种多样化。一条零件加工线需要兼顾几种零件的加工。因此需要经常更换夹具达到更换产品。每套夹具都需要对应一个法兰盘,更换拆装夹具的时候连带法兰一起拆卸。采用这种结构连接,每套夹具需要有相对应的法兰。这样增加了夹具的制造成本。经常拆卸夹具法兰盘,会造成基准定位的磨损,影响重装精度。每次夹具更换完成后,精度达不到零件的加工要求,需要进行二次精度的调整(主要调整零件的定位芯轴)。这样增加了夹具调试的时间,造成时间浪费。
3 结构改进
图示4端与主轴连接,以前的方式进行试配。唯一
不同的:法兰盘上增加两个销子孔(图示2),法兰盘和夹具连接利
用“一面两销”的定位原理。依靠图示1面和图示2两个销子定位连接夹具,达到主轴和夹具的回转中心重合,进而保证装夹零件加工精度。与夹具连接的时候,为了避免图示3外圆的配合间隙过小,出现过定位的现象。外圆的尺寸比相对应夹具相对应配合孔的尺寸小0.15-0.25mm。
采用这种结构连接,每台数控车床只需固定安装一个法兰盘,与本序连接的所有夹具统一做成相配的结构尺寸。实现一个法兰盘对应多个夹具连接定位。
4 改进的效果
①每台机床只需配装一个法兰盘。不论连接的夹具多少套,只要保证与法兰盘相对应的连接结构尺寸,都能在本序安装。因此,减少了法兰盘的数量,减少了法兰盘的配装次数,降低了夹具制造成本。
②小孔轴配合装配比大孔轴配合装夹容易,夹具拆装更换方便快捷,减少浪费时间。
③对于相同的配合精度等级,小孔的公差带比大孔的公差带小,定位更可靠。保证夹具更换后的机床加工的精度。
5 结束语
在大部分的机械加工企业中,数控车床占有很大的比例,并且加工产品品种多样化。在数控车床上加工多品种的零件,需要配套的夹具保证加工零件的精度。改进后的结构,正好满足了夹具与机床连接强度和精度要求。
参 考 文 献
[1] 侯远滨.数控机床全自动夹紧系统的设计[D].哈尔滨工程大学,2007.
[2] 张吉悦.自动夹取型车床进给系统关键技术研究[D].沈阳工业大学,2014.
[3] 李华龙.数控车床研制及其进给刚度误差源的一种加工补偿技术[D].哈尔滨工业大学,2012.
[4] 陈艳芬.数控加工机械零件中的专用夹具设计研究[J].中国高新技术企业,2016,16:25-26.
