高调门故障原因分析及防范措施
2016-10-20高业恒
高业恒
(合肥联合发电有限公司中外合资合肥二电厂, 安徽 合肥 231607)
高调门故障原因分析及防范措施
高业恒
(合肥联合发电有限公司中外合资合肥二电厂, 安徽合肥231607)
2015年2月15日合肥二电厂#2机组调停,#2机高调门行程试验数据异常(从关闭状态至100%行程):左侧垂直高调门油动机没拆,行程比上次检修大3.24mm。油动机拆除后,该调门行程比上次检修大4.3mm。右侧垂直高调门油动机没拆,行程比上次检修大3.77mm。首先将左侧垂直高调门解体,检查发现固定扩散器的12颗螺栓全部折断,部分断螺栓不知去向。根据安排扩大检查范围,发现右侧垂直高调门扩散器螺栓孔损坏,固定扩散器螺栓也全部折断。2月26日使用内窥镜检查#2机高压缸,发现内部有许多金属异物,高压缸及高调门被迫转大修。
高调门;扩散器;螺栓折断
0 引言
合肥二电厂安装2台350MW燃煤机组,汽轮机以及高调门由ABB设计提供。1台机组有2只主汽门,4只高压调门。高温高压蒸汽通过主汽门,再通过高调门,然后进入汽轮机高压缸。高调门一旦出故障,汽轮机无法运行,高调门在系统中作用非常重要。2015年2月26日发现高调门左右两侧垂直调门阀座螺栓全部断裂后,高压缸内有金属异物,此异常情况自建厂以来首次发生。公司领导和厂领导高度重视,召集汽机降非停小组成员开会,同时联系ALSTOM厂家,分析故障原因,探寻解决办法。
1 2015年#2机两只垂直高调门故障情况
1.1解体情况
2只垂直高调门扩散器24颗螺栓全部折断,多颗断掉的螺栓不知去向。扩散器已损坏,笼套端面撞击有明显凹坑,阀体与扩散器结合的密封面损坏,起不到密封作用,大部分螺栓孔的螺纹损坏。使用内窥镜检查发现高压内缸有许多金属异物。厂领导研究决定高压缸解体大修,吊出转子后发现高压内缸通流部分有许多金属异物,平衡盘汽封底部也类似。检测金属异物材质为ST460TS,和固定扩散器的螺栓材质一样。分析认为不知去向的螺栓已进入高压缸内,变成了金属碎片。
1.2原因分析以及改进措施
1.2.1螺栓强度可能不够
原来螺栓中部粗Ф9mm,可能偏细,强度不够。加工成非标螺栓,螺栓中部粗Ф11mm,每只阀门更换12颗内六角螺栓。改进螺栓材质:使用ST12T替代ST460TS。新材质特点是强度高,耐磨不易折断,但是它和扩散器材质一样,ALSTOM答复不能使用。后来更换的新螺栓,材质仍然为ST460TS,可以用21CrMoV5-7材质替代。
1.2.2螺栓膨胀余量可能偏小
由于机组负荷波动大,主蒸汽参数随负荷发生变化,高调门运行工况复杂,原来设计的扩散器螺栓孔与螺栓之间膨胀量可能偏小。ALSTOM建议垂直高调门扩散器和螺栓进行改进,新型螺栓带膨胀套,安全余量会大大增加。将#2机垂直高调门的扩散器外送加工,Φ20mm的螺栓孔原来深度为13mm,最终加工深度为40mm,用于安装膨胀套。设计带有膨胀套的螺栓,能让扩散器和螺栓自由膨胀,有效释放应力,避免扩散器、螺栓、阀体密封面损坏。ALSTOM天津移动工厂技术人员测量每个螺栓孔深度,通过计算将右侧固定扩散器的9个孔均加深7mm,#4、#6、11#三个孔没有加深。将左侧固定扩散器的11个孔均加深5mm,#12孔没有加深。设计、实施情况见图1、图2:

图1 扩散器原始螺栓
1.2.3螺栓没按照标准力矩紧
由于高调门维护手册没有紧扩散器螺栓力矩详细要求,所以以前检修都是用扳手将螺栓对称均匀紧固。本次螺栓折断后,咨询ALSTOM,厂家提供了紧螺栓力矩标准。文件包进行修订,第一遍使用20N.m力矩对称均匀预紧,第二遍使用40N.m力矩对称均匀紧。
1.2.4密封面损坏
阀体密封面与扩散器对应的密封面上次检修密封严密,螺栓损坏后,扩散器固定不牢抖动大,将笼套端面撞击成数个凹坑。阀体与扩散器接触的密封面之间有间隙,汽流不断冲刷,导致密封面凹凸不平有多个坑。损坏情况见图3、图4。

图3 笼套撞击成凹坑
1.3检修情况
1.3.1修复密封面
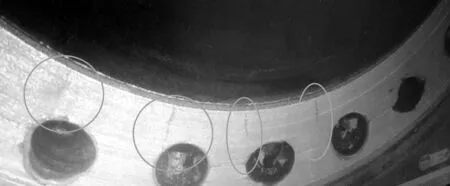
图5 密封面上有数条裂纹
安装立式车床,调整转动轴与阀体基准孔同心度,加工端面的晃动度。由于现场位置差,阀门内空间狭小,所以施工难度大。验收合格后,刀具摆动上述数据不合格。反复调试设备,24小时不间断作业,从2015年3月11日开始,一直到3月22日才将2只垂直高调门加工好。使用磁力钻钻掉所有断丝,然后将螺栓孔清理干净,重新钻孔攻丝。笼套局部变形,外送加工倒角。图5中红色处倒角:2×45°。阀体损坏的密封面,先预热至250℃,然后使用电焊焊补损坏的密封面,最后保温。阀体的材质为:Stg50T,使用PP-R307焊条。使用立式车床加工密封面,局部有凹坑,冷焊处理以及手工研磨。着色探伤检查,发现密封面上有5道裂纹。将裂纹打磨深度至1.5~2mm,再次着色探伤,裂纹全部消除。冷焊打磨部位,然后手工研磨。研磨过程中发现密封面上有5~6个小坑。分析认为可能是焊接时咬边所致。研磨后使用红丹检查扩散器与阀体密封面吃实情况,验收合格。
1.3.2更换扩散器
新扩散器为半成品,为消除应力,加工“X”、“Y”倒角。图纸上标注的尺寸在数控机床上加工相对容易,普通的车床加工“X”倒角且确保不碰到密封面难度大,ФA的尺寸重要,所以严格控制:ALSTOM测量笼套内孔尺寸:Φ190.49-Ф190.53mm,提供标准Ф190.27-Ф190.31mm,实际尺寸为Ф190.285-Ф190.29mm,加工后的扩散器与笼套配合正常。新扩散器安装后,使用红丹检查扩散器密封面吃实情况。
安装6颗螺栓,使用20N.m力矩预紧,红丹显示密封线闭合。于是正式组装,最后使用40N.m力矩按要求对称均匀紧。
1.3.3更换密封环
密封环与阀体内孔直径配合间隙超标,更换新的密封环。
1.3.4测量高调门零部件配合
测量高调门零部件配合尺寸,将阀门行程控制在合格范围之内。检修后高调门运行正常。
2 #1机右上垂直高调门检修
2.1发现隐患
2016年2月26日U108C小修该阀门无检修项目,机组启动前对行程发现开度0%数值显示为-4.4%,阀门行程为2.03mm。查阅2013年U102A检修记录,右上垂直高调门开度0%,对应的阀门行程为0mm。据此判断该阀门存在问题,2月26日解体大修。
2.2解体情况
检查发现#1机右上垂直高调门固定扩散器的12颗螺栓全部折断,阀体与扩散器配合的密封面损坏,笼罩端面有数个凹坑,笼罩与钟型体固定的定位销损坏,钟型体局部吹蚀有沟槽等。密封面12个螺栓孔严重损坏,密封面凹坑冷焊处理。解体测量扩散器与Φ181内孔直径配合间隙为0.90~1.10mm,间隙超标较多。直径配合间隙标准为0.11~0.15mm。
2.3修复处理
2.3.1加工设备找正
为控制加工质量,首先确定基准面、基准孔,验收加工设备找正情况。测量阀盖结合面跳动,测量深度482mm密封面跳动,端面跳动值要求≤0.10mm。测量Φ181mm内孔晃动度,测量阀体基准孔Φ244mm晃动度,内孔晃动度要求≤0.05mm。
2.3.2针对性修复措施
对比新、旧扩散器尺寸,发现有5个部位尺寸需加工。ΦA、ΦB、密封面厚度、倒角X、倒角Y。新扩散器备品ΦA尺寸为Φ194mm,笼套内孔配合尺寸为Φ190.10-Φ190.30。笼套内孔变形,ALSTOM建议加工至Φ190.30±0.02mm,扩散器ΦA加工至Φ190.16±0.02mm。直径配合间隙标准0.12~0.16mm。
笼套与扩散器配合部位有余量,新扩散器备品ΦB尺寸为Φ184mm,测量Φ181内孔尺寸为Φ180.88mm-Φ181.02mm(说明:由于旧扩散器损坏,Φ181内孔不规则变形且椭圆,所以局部最小点难以测量)。ALSTOM建议ΦB尺寸加工为Φ180.79±0.02mm。直径配合间隙标准0.07~0.11mm。新扩散器密封面厚度4.85mm,轴向车掉0.85mm,最终密封面厚度4mm。说明:#2机垂直扩散器密封面厚度为1mm。Φ181内孔不规则变形且椭圆,Φ181内孔没有加工,将扩散器ΦB加工至Φ180.61~180.62mm。为减小扩散器应力,所以要加工倒角X、倒角Y。参考旧的实物加工倒角X、倒角Y,使用红丹验收扩散器密封面与阀体密封面吃实情况时,接触情况不好。分析认为可能是圆弧倒角X不符合要求,导致密封面接触不好。使用深度尺检查90°方向2个基准面,应正好垂直不能有缝隙,重新倒角。验收深度为483mmm密封面,百分表最大晃动0.01mm。测量阀盖结合面至阀体密封面距离为483.06-483.08mm ;PT检查密封面,发现局部有细小凹坑。再次安装镗床,要求加工深度不能超过483.50mm(因为扩散器4.85mm密封面已车掉0.85mm)。加工后最终尺寸为:东边483.42mm;西边483.40mm;南边483.44mm;北边483.44mm。使用红丹检查扩散器密封面与阀体密封面接触情况:倒角X第二次加工后,安装6颗螺栓,使用20N.m力矩预紧,红丹显示密封线闭合。
新钻12个孔深37mm并攻丝,沉孔深8mm。更换12颗新螺栓:正式安装扩散器,最后使用40N.m力矩按要求对称均匀紧。密封环变形,更换1只密封环。更换阀盖结合面部分螺栓。
2.3.3内窥镜检查
割开高压缸底部取样管(Ф22×8mm),使用内窥镜检查高压缸调节级以及高压内缸,没发现明显异常。取样管材质P22,使用R40焊丝焊接。焊接方式WS;预热温度250℃,加热温度720℃,缓冷。处理后该高调门运行正常。
3 高调门阀体漏汽处理方案
3.1超声波探伤
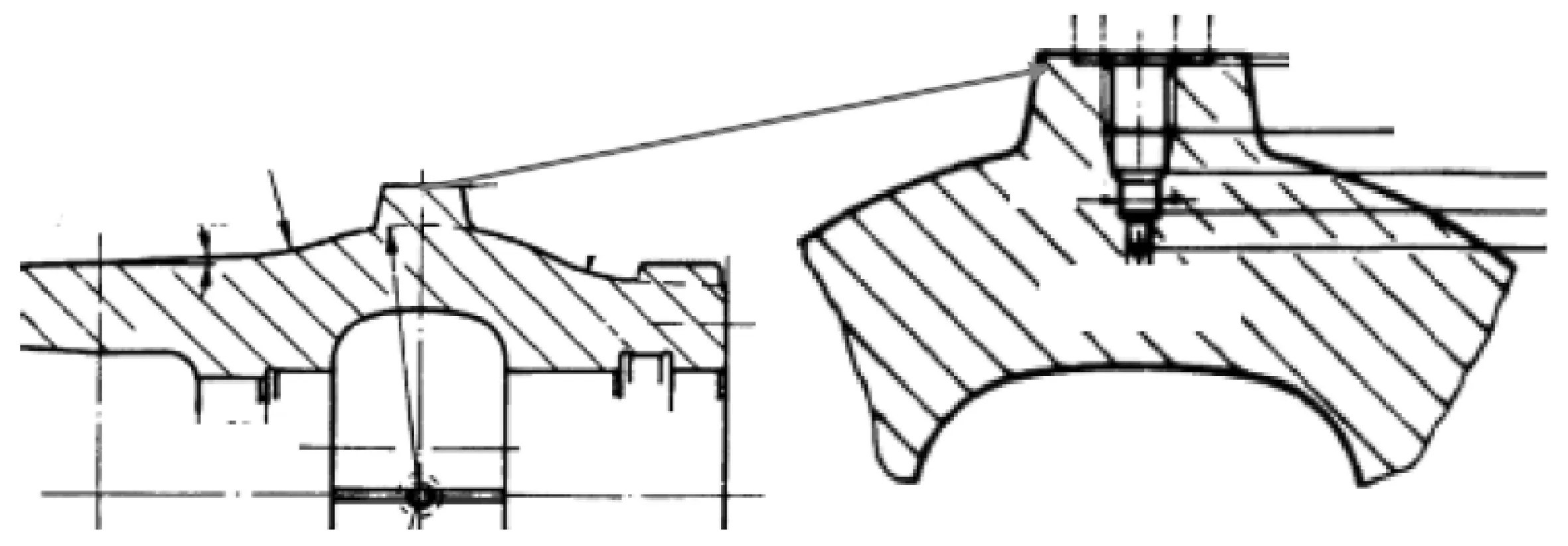
图6 阀体漏汽部位
2015年4月#1机的左侧水平高调门位于图6所示位置发生漏气,初步分析为该处热电偶盲孔位置因铸造阀体裂纹或其他缺陷导致泄漏。为了查明该高压调节阀泄漏部位的缺陷情况,是否存在贯穿内外壁的裂纹缺陷或其他导致泄漏的缺陷,特委托江苏方天电力技术有限公司对合肥二电厂#1机发生泄漏的高调门热电偶盲孔所在凸台周边区域进行超声波探伤检测。
泄漏的阀体经超声波探伤,发现40处缺陷(均分布在距表层25mm范围内)并进行了返修处理。高压调节阀阀体超声波检测受阀体结构型式所限,为确保检测能够尽可能覆盖可能存在导致泄漏的缺陷范围,因此采用超声相控阵检测方法(PA)进行。超声波探伤检测灵敏度的确定主要依据其执行标准和验收标准,原则上应由电厂联系设计制造单位提供,本次检测因电厂未能提供相应标准,经双方协商决定参照JB/T 9630.2-1999《汽轮机铸钢件 超声波探伤及质量分级法》进行。
实际检测时取测距在最大测距附近的试块,调节仪器灵敏度使此试块上Φ6mm平底孔回波高度等于100%波高线并再提高增益12dB后进行。角度补偿修正:应本次超声波检测使用相控阵技术(PA)进行,因此应采用半圆试块对扇形扫查所采用的角度范围-40°~60°进行角度补偿修正,确保不同交通同声程反射体反射当量基本相同。对上述#1机发生泄漏的高压调节阀热电偶盲孔所在凸台周边阀体区域进行超声波探伤检测,未发现有长度尺寸的裂纹缺陷(长度大于10mm)。
3.2高调门热电偶盲孔位置泄漏处理
温度测点套管拆除,通过超声相控阵检测、着色探伤等手段仔细检查,发现阀体热电偶盲孔区域有疏松气孔,无裂纹。加工闷头,然后将闷头与阀体焊接。为减小焊接应力,闷头没有加工成六方。中部预留Φ10mm的孔,目的为了释放应力,焊接部位加工成3×45°倒角。焊接工艺要求如下:阀体材质STG50T;闷头材质:15Cr1Mo1V;焊丝牌号R31;焊丝直径Φ2.5mm;预热250℃,预热方式火焰;加热温度720℃,加热方式火焰;冷却方式:缓冷(使用保温棉)。实施后阀门运行正常,无渗漏。
4 修改备品关键尺寸
合肥二电厂高调门已运行16年,阀体内孔与密封环对应部位尺寸比原始尺寸大,这要求密封环尺寸有足够加工余量。2016年3月新购买的密封环备品尺寸为标准尺寸,新密封环外径Φ241.925-Φ241.93mm,阀体对应内孔Φ242.48-Φ242.50mm,两者实际直径配合间隙0.55~0.57mm,标准为0.09~0.13mm。验收发现密封环关键尺寸不符合要求,订做新的密封环。#2机组左侧、右侧垂直高调门,#1机右侧垂直高调门发生故障后,阀体密封面已加工。#2机左上垂直高调门阀盖结合面至阀体密封面深度484.98mm;#2机右上垂直高调门阀盖结合面至阀体密封面深度484.86mm,#1机右上垂直高调门阀盖结合面至阀体密封面深度483.44mm。图纸标注原始尺寸480mm。咨询ALSTOM技术人员,对应的扩散器备品轴向长度尺寸预留加工余量应有108mm,实际尺寸为103mm。该尺寸偏小,直接影响到高调门行程,以及阀门关闭严密性。调换尺寸符合要求的扩散器。
5 结束语
合肥二电厂高调门已运行多年,设备逐渐老化,最近2年暴露出来的缺陷越来越多,这对如何保机组长周期安全运行提出了更高要求。高调门扩散器部分找不到的螺栓,最后在高压缸内找到许多同材质的碎片和颗粒。面对新问题,应积极想办法去解决。平时加强状态监测分析研究,制订好稳妥措施,结合计划性检修将设备整治好。
[1] 宋琳生.电厂金属材料(第二版)[M].北京:中国电力出版社,2003.
[2] 王殿武.汽轮机设备检修[M].北京:中国电力出版社,2005.
[3] 江苏方天电力技术公司.关于合二厂高调门检测报告[R].2015.
[4] 合肥二电厂.合肥二电厂维护手册《汽轮机》(卷号:M02 KKS:MAA/MAB)[S].
[责任编辑:朱子]
Cause Analysis and Precaution of High Control Valve Malfunction
GAOYe-heng
(HefeiCombinedPowerGenerationCo.,Ltd.Sino-ForeignJointVentureHefeiNo.2PowerPlant,Hefei231607,China)
The #2 unit of Hefei No.2 Power Plant was out of operation in February 15, 2015, #2 unit high control valve test data was exceptional (from close state to 100%). Left vertical high control valve hydraulic servo-motor did not dismantle, 3.24mm higher stroke than the last. After the removal of the hydraulic servo-motor, valve stroke was 4.3mm higher than the last overhaul. Right vertical high control valve hydraulic servo-motor did not dismantle, and valve stroke was 3.77mm higher than the last overhaul. First solution was to perform the left vertical high control valve disintegration, 12 broken bolts fixing diffuser were found by the inspection, and some broken bolts were found lost. When expanding the scope of the inspection, it was found that the right vertical high control valve diffuser bolt hole was damaged, and fixed bolts were all broken. February 26, when using endoscopy on #2 unit high pressure cylinder, it was found there were many metal foreign bodies, the high pressure cylinder and high control valve were forced to turn to overhaul.
high control valve; diffuser; bolt breaking
2016- 05- 05
高业恒(1974-),男,安徽肥东人,助理工程师、高级技师,从事维修部汽机专业技术管理工作。
TK268
A
1672-9706(2016)03- 0067- 05
