基于西门子S7-400PLC与ABB公司ACS800变频器的电缆卷盘自动化控制系统
2016-10-14王东峰孙旭恒
王东峰 孙旭恒 于 洋
(天津市精研工程机械传动有限公司,天津 300409)
基于西门子S7-400PLC与ABB公司ACS800变频器的电缆卷盘自动化控制系统
王东峰孙旭恒于洋
(天津市精研工程机械传动有限公司,天津300409)
电缆卷盘是大型电缆生产、施工中一种用于电缆退扭、卷曲、存储的关键设备,本文提出一种基于西门子S7-400PLC系统及ABB的ACS800调速系统的电缆卷盘控制系统。该系统通过总线及以太网实现控制系统与动力系统之间的通信,根据电缆实时长度与拉力数据,调整电缆卷盘的转速,使电缆能够平稳、顺畅的缠绕到卷盘上。经多个施工项目检测,整个系统运行稳定,工作可靠,得到用户的好评。
S7-400;ACS800;以太网;变频调速;自动化
电缆是现代社会生产、发展不可缺少的重要电力、通信传输介质,它将电力或信息从一处传输到另一处。在传统生产工艺中,电缆生产后存储在固定的电缆池或简单的电缆筐中。电缆的卷曲盘绕靠电缆臂运动来实现,而电缆臂的运动控制系统缺乏自动监测和智能控制,需人工调整,容易出现电缆卷曲不匀,错层等问题,甚至出现对电缆的过度拉伸;电缆筐的更加简单,全部人工操作,容易出现问题,效率很低[4]。因此,本文介绍一种自动化电缆卷盘控制系统,实现了电缆生产后自动卷曲的控制。该系统电缆筐最大直径为 20m,最大装载能力为电缆 2400t,选用西门子 S7-400PLC作为控制元件,ABB公司的ACS800调速系统作为执行元件,上位机采用组态软件编制控制界面,实时采集电缆张力、长度等信息,实现对整个生产过程的监控。生产中实际的运行数据表明,该控制系统工作稳定,自动化程度高,运行可靠。
1 电缆卷盘自动化控制系统结构
电缆卷盘整体结构如图1所示,它包含6个部分:①底座与支撑辊轮;②驱动电动机减速机组;③电缆筐;④电缆筐中心支架;⑤电缆负重臂;⑥动力柜与控制柜。
电缆卷盘工作时,首先调节电缆筐中心支架,使电缆筐中心支架的直径缩紧到最小状态,然后将电缆筐放置到底座与支撑辊轮上,使电缆筐中心与电缆筐中心支架中心重合,然后调节电缆筐中心支架,使电缆筐中心支架与电缆筐的内圆重合贴近,这样,电缆筐就安放完毕,然后将电缆穿过电缆负重臂,使电缆一头与电缆筐固定,调节电缆负重臂,使电缆正好可以缠绕到电缆筐的内圈第一层上,然后在控制界面上输入电缆直径,电缆筐的内、外圈直径,起动系统,就可以自动进行电缆的卷曲作业。
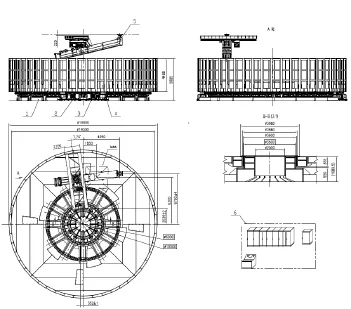
图1 电缆卷盘整体结构图
在工作过程中,控制系统会根据传感器反馈的电缆张力数据实时调整电缆筐的转动速度,使电缆的卷曲速度与电缆的输送速度保持一致,使电缆始终在一个合适的张力下进行卷曲,避免电缆过于松弛或者过于紧张的缠绕到转盘上。同时,根据传感器数据,电缆负重臂会在每一圈结束后自动运动到下一圈,使电缆整齐的排列在电缆筐上。
2 电缆卷盘自动化控制系统组成
按照电缆卷曲作业的工艺流程及对整个系统的动力、控制要求,该电缆卷盘自动化控制系统采用以太网与 Profibus-DP总线结合方式组成分布式控制系统。该控制系统由工控机作为上位机,负责数据显示与处理,然后发送控制命令给PLC;西门子S7-400 PLC作为控制单元,负责采集数据与逻辑运算[1-2];ACS800调速系统与其他电气元件作为执行单元,负责提供动力与其他控制输出。其中上位机、S7-400 CPU、ACS800之间采用以太网通信,上位机发出指令,CPU接收指令后,发送控制命令给ACS800调速模块,然后ACS800调速模块根据指令带动 4台电动机转动,ACS800系统的编码器模块采集 4台电动机的编码器数据,然后连同 ACS800自身的运行数据一同传输给CPU,实现数据实时交换;S7-400 CPU 与西门子其他模块之间采用Profibus-DP总线进行通信,主站为西门子的 CPU 412-3H,从站选用西门子ET200M从站模块和其他I/O模块组成,实现对其他元件的控制。
该控制系统为冗余系统,系统结构包括2个机架、2个PS 407 10A电源模块、2个CPU 412-3H CPU模块、2个1MB存储卡、2个CP443-1通信模块。硬件安装时,需要将两个 CPU设置为不同的机架号,否则无法正常工作,设置方法为将CPU背面的拨码分别拨到上方和下方[5]。CPU系统硬件组态如图2。
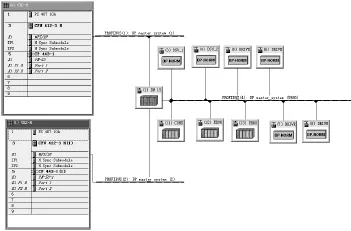
图2 CPU系统硬件组态
电动机传动部分选择ABB公司的ACS800系列变频器,ABB ACS800工业传动标配创新型直接转矩控制DTC技术,可直接控制电动机磁通和转矩。该传动系统组成如下:辅助控制柜,该柜内安装有供电模块控制单元RDCU和网络分配单元APBU;输入柜,该柜内安装主断路器和充电电容和电阻;供电模块柜,该柜内安装有进线滤波器LCL和IGBT供电单元模块ACS800-104;逆变柜,该柜内安装有逆变模块ACS800-107。通过该传动系统,即可以准确的控制电动机的转矩和转速,同时能够将电动机的状态实时反馈给控制系统。
3 电缆卷盘控制方法
电缆卷曲作业的关键是保持电缆在一个合适的张紧状态,既不能过于松弛,也不能过于紧张。过于松弛,电缆在盘绕过程中容易出现缝隙,造成盘绕的不整齐;过于紧张,电缆容易嵌入到两层之间,对电缆容易造成损害。实际生产过程中,由于电缆生产设备自身的速度波动,电缆的生产速度也不是恒定的,因此电缆的进给速度是实时变化的。因此,在电缆负重臂上安装有张力传感器和编码器,分别用于检测电缆的张力、速度和长度数据。通过将实时张力值与设定张力值进行比较,调整电动机的转速,使电缆始终保持在适当的张紧状态。当电缆缠绕了一整圈后,电缆负重臂便会移动一个电缆直径的距离,使电缆继续缠绕到下一圈上,整个系统的PLC控制流程图如图3所示。
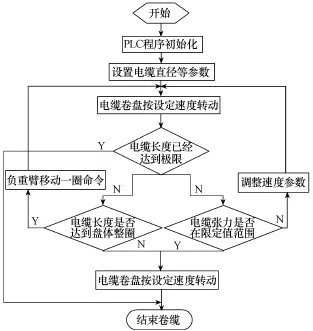
图3 电缆卷盘PLC控制流程图
在整个控制过程中,电缆卷盘速度控制最关键。速度控制通过 PLC与变频器之间的以太网通信实现。ACS800变频器需要安装RECA-01以太网通信模块[3],在控制柜内安装交换机,用以太网电缆将CPU、RECA-01模块连接到交换机上。为了使PLC能够控制变频器,需要在变频器上进行参数设置。将参数“10.01”设置为“COMM.CW”,变频器可以正转和反转;将参数“10.03”设置为“REQUEST”,通过设定速度负值控制反转;将参数“11.02”设置为“EXT1”,选择变频器控制源为外部通信;将参数“11.03”设置为“COMM.REF”,通过通信设定速度;将参数“16.01”设置为“YES”,激活运行使能;将参数“16.04”设置为“COMM.CW”,通过通信进行故障复位;将参数“51.01”设置为“EtherCAT”,选择通信类型为以太网;将参数“51.02”设置为“TRANSPARENT MODE”,选择传输模式;将参数“98.02”设置为“FIELDBUS”,选择通信方式;将参数“98.07”设置为“ABB DRIVES”,选择通信模式[6]。经过以上参数设置,PLC就可以通过以太网通信控制变频器并且读取变频器的运行数据。
ACS800采用ABB Drives Profile方式进行以太网通信,其设定参数值和实际值为 16位二进制数据,通过读写存储区PDO21区域的数据,就可以对变频器进行控制,并得到变频器的运行数据值。PLC中读写PDO21区域数据程序如图4所示。
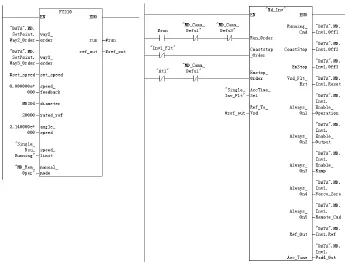
图4 ACS800变频器参数读写程序
4 测试数据
设备完成后进行了空载测试,数据见表1。
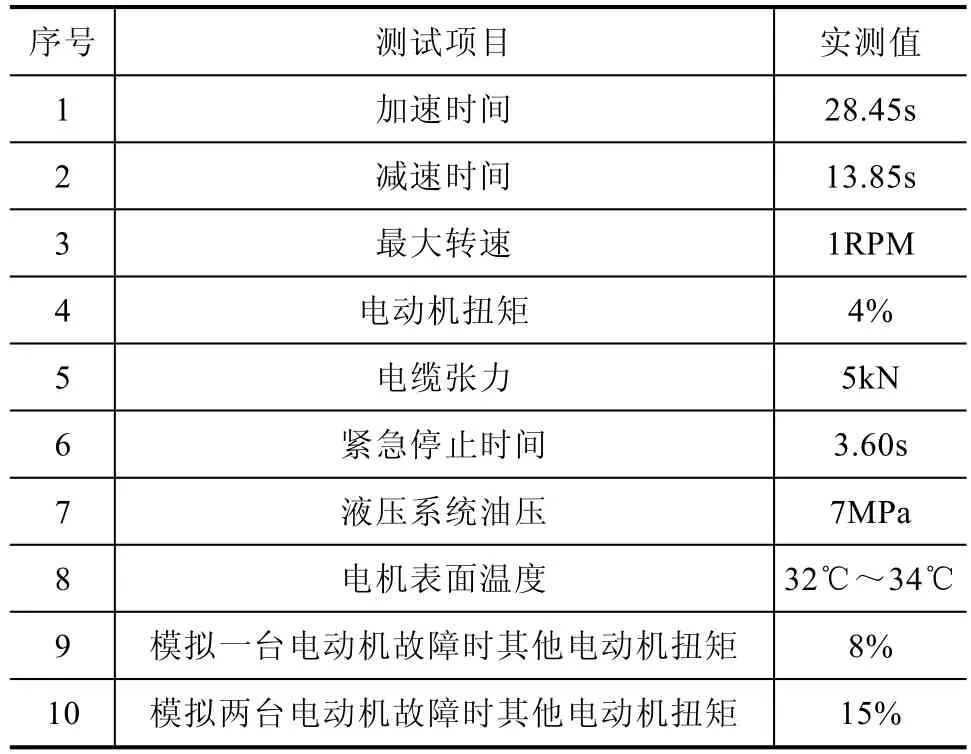
表1 空载测试数据
5 结论
该系统已经在几个电缆施工作业中应用,工作过程中,系统运行平稳、数据精确,满足用户要求,电缆排列整齐。极大的减少了施工作业人员,减轻了作业人员的劳动强度。各项性能指标优于目前同类产品,该系统值得在电缆生产与施工企业进行推广。
[1] 崔坚. 西门子工业网络通信指南[M]. 北京︰机械工业出版社,2005.
[2] 边春元,任双艳,满用奎,等. S7-300/400 PLC实用开发指南[M]. 北京︰机械工业出版社,2007.
[3] ACS800-104 IGBT供电模块硬件手册VA[Z]. 2004.
[4] 韩淑杰. 从CCV交联生产线浅谈电缆设备的自动化控制系统[J]. 科技促进发展,2010(S1)︰64.
[5] 商亚丹,佟冰,韩俊峰,等. 西门子 SIMATICS7-400H的实际应用[J]. 工业控制计算机,2014,27(1)︰123-124.
[6] ACS800多传动系统VB[Z]. 2004.
Cable Carousel Control System based on SIEMENS S7-400PLC and ACS800 Inverter of ABB
Wang DongfengSun XuhengYu Yang
(Tianjin Jingyan Engineering Machinery Transmission Co.,Ltd,Tianjin300409)
Cable carousel is a key equipment for the production and construction of large cable,which is used in the cable Backtwisting,crimping and storaging. This paper presents a control system based on SIEMENS S7-400PLC and ABB ACS800 speed control system. Through the bus and Ethernet,the communication between the control system and the power system is realized,and the speed of the cable reel is adjusted according to the cable's real time length and the pulling force. Through multiple construction projects,the whole system is stable and reliable,which is obtained by users.
S7-400; ACS800; ethernet; frequency conversion speed regulation; automation
王东峰(1981-),男,河北省唐山市滦县人,本科,工程师,主要从事自动化系统设计、调试工作。
