一起组合电器波纹管SF6漏气缺陷分析及处理
2016-10-14许加凯刘勇利王思诚
许加凯 王 健 刘勇利 王思诚
(国网潍坊供电公司,山东 潍坊 261000)
一起组合电器波纹管SF6漏气缺陷分析及处理
许加凯王健刘勇利王思诚
(国网潍坊供电公司,山东 潍坊261000)
介绍了一起220kV组合电器波纹管由于铆接工艺不达标造成波纹管焊缝多处SF6气体泄露的缺陷。本文分析了该缺陷的带电检测和停电处理过程,并根据运行经验和实地勘察对故障原因进行综合分析,提出来一系列防范措施,为类似缺陷的处理提供了借鉴和参考。
波纹管;气体检漏;缺陷分析
2015年3月2日和4月4日,某220kV变电站220kV组合电器#2母线4气室两次发出SF6低气压报警,检修人员均进行了补气处理。4月9日,检修人员利用 SF6气体成像仪和 SF6红外检漏仪对该段气室进行了检漏,定位漏点为#2母线4气室214 ××线西侧波纹管。2015年6月10日至15日,根据缺陷消除计划,检修人员对该组合电器波纹管进行解体大修,成功消除该缺陷。
本文分析了该缺陷的带电检测和停电处理过程,并根据运行经验和实地勘察对故障原因进行综合分析,提出来一系列防范措施,为类似缺陷的处理提供了借鉴和参考。
1 缺陷检查过程
1.1气室检漏
该变电站220kV组合电器为西安西开高压开关有限公司生产的LWG9-252型,于2005年12月投运。2015年4月9日,检修人员利用TG-80型SF6气体泄漏激光成像仪对发出SF6低气压报警的#2母线4气室进行检漏,泄漏点的可见光和激光成像图如图1所示。
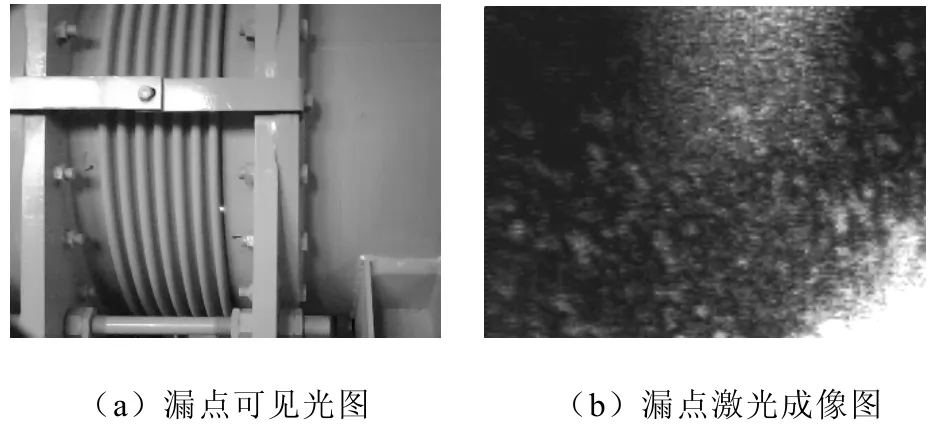
图1 220kV#2母线4气室漏点成像图
从图1可看到漏出的SF6气体呈动态黑色羽烟,通过观察烟云冒出的位置以及烟云移动的快慢和大小,定位漏点为#2母线4气室214××线西侧波纹管铆焊缝处,漏点现场位置如图2所示,该处存在较快的SF6气体泄漏。
检修人员对该处采用肥皂液发泡法进行定点检漏,将发泡液涂在被检测部位,再使用手持式 SF6红外检漏仪检测该处SF6气体的浓度。共发现6处明显泄露区域,测量点的位置和测量结果如图3和表1所示。上述区域起泡明显,特别是2号测量点(如图4所示)、3号和5号测量点气泡较急,漏气严重。
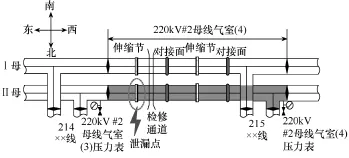
图2 220kV#2母线4气室泄露点现场位置指示
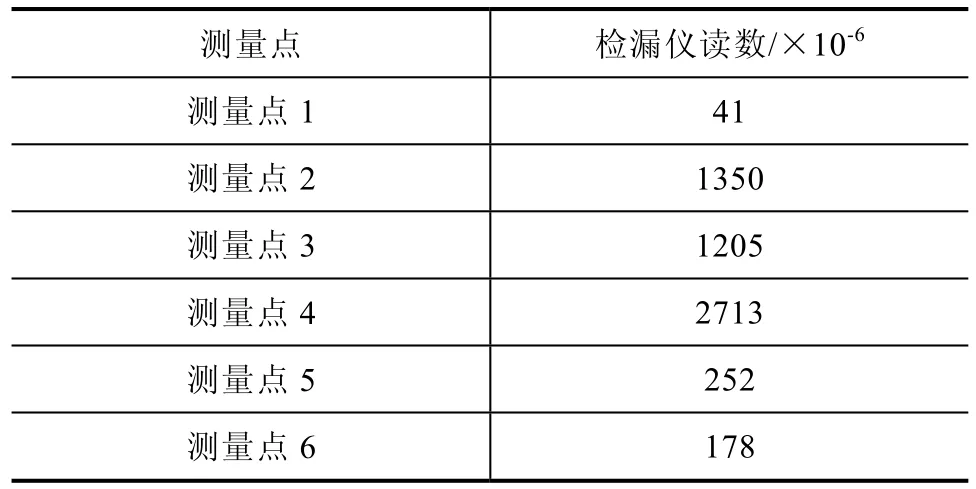
表1 波纹管泄露点检漏仪读数

图3 波纹管泄露点测量位置
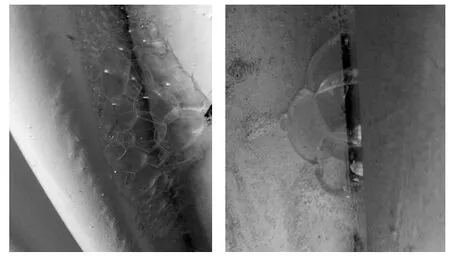
图4 2号和5号测量点起泡情况
1.2年泄漏率计算
为掌握该气室年泄漏率,检修人员利用包扎法对该泄漏点的年泄漏率S进行了计算,采用如下公式[1],即

式中,T0为年时间;T1为包扎时间;P为标准大气压;V为包扎体积;K为SF6浓度;MS为气室SF6气体充气质量;ρ 为标准大气压下的SF6密度。
经计算,该气室 SF6年泄漏率为 2.64%,超过国家标准GB 7674—2008《额定电压72.5kV及以上气体绝缘金属封闭开关设备》[2]5.15.101条“在设备运行寿命周期间,从GIS任一单个间隔泄漏到大气和隔室间的漏气率不应超过每年0.5%”的规定。
1.3解体检查
2015年6月10日至15日,检修人员对#2母线4气室进行解体大修,对漏气点波纹管进行更换。
检修前确认:设备检修区周围环境相对湿度不大于80%,同时开启通风系统,工作区空气中的SF6气体含量不得超过 1000×10−6,检测进人段母线气室氧气含量不低于18%。
解体检查过程如下:
(1)确认母线气室压力为0MPa,各项措施到位后,开始进行母线检修作业。
(2)打开#2母线 4气室故障波纹管段两侧入孔盖板,通风30min后,再用塑料布将母线手孔封住。
(3)穿进罐服进入气室拆除故障波纹管段的母线导体并将导体窜至不影响故障波纹管推出的相邻母线段,如图5的步骤1所示。
(4)对波纹管测试原始尺寸(即波纹管与两侧母线法兰连接螺栓之间的距离)并记录后,压缩波纹管一侧螺杆后将波纹管与母线法兰连接螺栓拆除,如图5的步骤2所示。
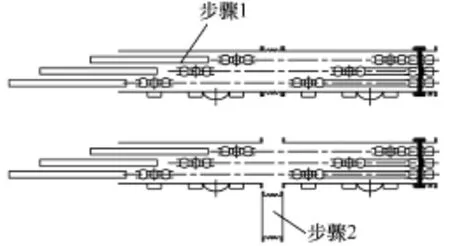
图5 波纹管拆卸过程
(5)将波纹管四个螺杆上的大螺母依次缓慢旋紧,将波纹管压缩,直至与一端法兰面分离。
(6)将波纹管与另一侧法兰面分离后,将波纹管拆下,拆下的波纹管如图6所示;拆下后,对母线法兰面进行清理。
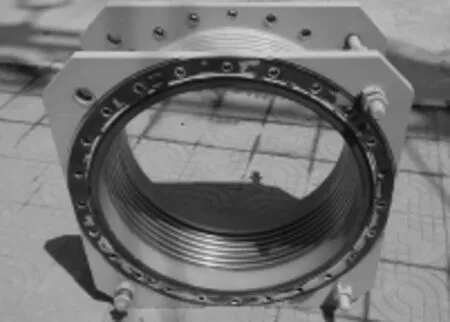
图6 拆下的故障波纹管
2 缺陷原因分析
2.1波纹管铆接工艺要求
根据国家标准GB/T 12777—2008《金属波纹管膨胀节通用技术条件》[3]7.2节和GB/T 30092—2013《高压组合电器用金属波纹管补偿器》[4-5]5.4.4和6.4节的要求,翻边式波纹补偿器内带保护套时,保护套与波纹管、铸造法兰之间的连接应采用等压铆接工艺,铆接力的大小要保证铆接后内保护套不发生松动,同时铸造法兰不应胀裂。
设备制造商应利用铆接设备,用应变片测量铆接时铸造铝法兰各处的应力分布,确定铆接力的大小。铆接后用手触摸及目测检验内保护套与波纹管、铸造铝法兰的连接松紧程度及铸造铝法兰表面质量,结果应符合5.4.4的规定。
2.2泄漏点应力试验
根据铆钉铆接装配应力的计算方法[6],铆接成形力P和铆钉作用于板上圆环面上的分布力p1为
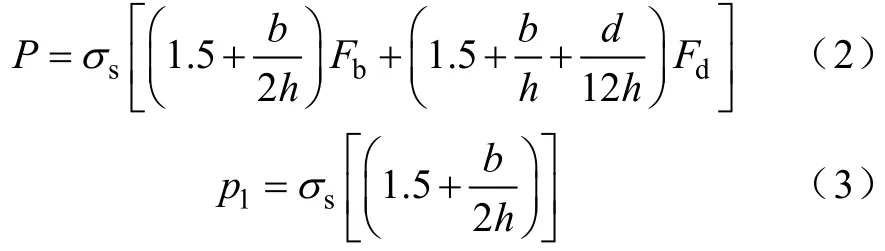
式中,σs为屈服应力;b为飞边宽度;h为飞边高度;Fb为飞边投影面积;Fd为钉孔面积;d为铆钉直径。
试验人员对故障波纹管6处检漏点进行了力学性能测试,结果显示与计算值均存在较大偏差,不符合国标要求。
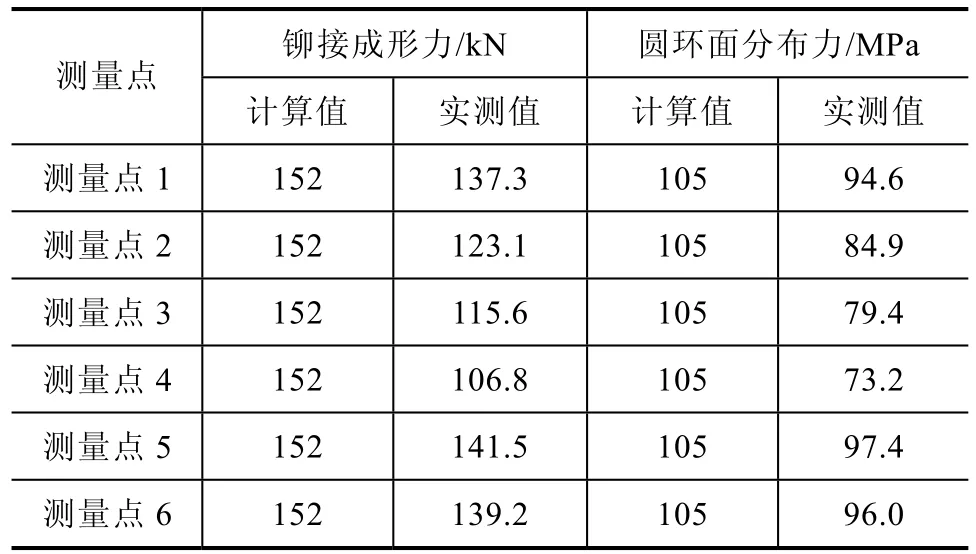
表2 波纹管泄露点应力试验
2.3原因分析
本案例发生泄漏的部分为翻边式波纹管补偿器的铆接缝处,且环周存在多处漏点,如图4所示。生产厂家对漏点处所进行的等压铆接工艺不标准,铆接力试验、压力应力和气密性试验不到位,是造成铆焊缝出现气体泄漏的主要原因。
组合电器设备十年来长期运行于空气污染严重、昼夜温差大的户外恶劣环境中,是造成铆焊缝出现气体泄漏的客观原因。
3 缺陷处理过程
3.1前期方案确认
1)检修人员将缺陷情况通知厂家,厂家提前派技术人员到现场确认了缺陷位置的准确性和唯一性。
2)双方共同协商确定维修内容为更换有缺陷的波纹管以彻底解决漏气问题,初步制定了消缺方案,确定了备品备件到位时间。
3.2停电范围及气体回收
漏气#2母线及215间隔停电,转入检修状态。#2母线上隔离开关处于分闸状态,接地开关处于合闸状态,切断各相关回路电源。
回收漏气#2母线4气室气体压力至0MPa以下后回气至大气压力。相邻气室压力降至0.25MPa。
3.3消缺执行规范、标准认
消缺方案施执行国家标准GB 50147—2010《电气装置安装工程:高压电器施工及验收规范》[7]和GB 50150—2006《电气装置安装工程电气设备交接试验标准》[8]中有关六氟化硫密封式组合电器的内容和厂家的技术要求。
安全措施执行国家电网公司标准《电力安全工作规程》[9]变电部分有关规定。
3.4安全预防措施
1)人身安全方面
严格遵守《电力安全工作规程》,重点学习第11章在SF6电气设备上的工作。对进站厂方人员应熟悉电力安全规程的相关内容,经考试合格、认可后方可参加工作。工作中感觉呼吸困难时应及时离开现场,并站在上风口。
2)设备防尘措施
作业区内应保持清洁、有序,严禁有灰尘产生的工作在作业区内进行,严禁在作业区内抽烟,做好防尘措施。进入作业区域工作人员必需穿工作服佩戴安全帽,并保持干净整洁。禁止SF6气体排空。所有打开的部位要注意防尘保护,及时用塑料布包裹,拆除的所有零件应注意保护,切勿磕碰。恢复时注意保持清洁。
3)危险点预防
拆除盖板和导体过程中一定要缓慢,注意保护密封面,防止其损坏;拆卸时要小心进行起吊,防止磕碰;所有打开的部位要注意防尘保护,及时用塑料布包裹,拆除的所有零件应注意保护,切勿磕碰;注意母线筒内的通风,人进入母线筒内应有专人进行监护。
3.5新波纹管更换及试验
1)新波纹管更换
拆除旧波纹管后,对本气室的母线筒进行全面检查并清洁,保持内部洁净。如图7所示,对新波纹管进行检查处理,外观和法兰面完好、无明显缺陷后,将其压缩,新波纹管两侧母线法兰连接螺栓之间的距离尺寸为旧波纹管原始尺寸减10mm。

图7 检修人员对新波纹管进行法兰面处理
将新波纹管吊起后,缓慢放置在两个母线筒法兰面中间,注意不要与法兰面磕碰。按照拆卸反顺序对母线装配进行恢复,并复装母线导体,装配完成后测试此段母线电阻,合格后使用新的密封圈和吸附剂封盖。
2)更换后试验
完成新波纹管更换后,检修人员进行了回路直阻试验,试验结果合格。
所有气室内部检查清理完毕后,故障气室抽真空后重新充入SF6气体,其他相邻降压气室补充SF6气体压力至额定值。
最后,检修人员对故障气室及相邻气室进行了微水试验和检漏测试,测试结果合格。电气试验合格后,220kV组合电器恢复固定连接方式,成功送电消除缺陷。
4 结论
采取针对性的措施对六氟化硫设备的故障缺陷进行分析和处理[10-12],对避免电网及设备的故障和保障人身安全是非常必要的。
1)激光成像技术能够使无色透明的SF6气体在显示屏上以可见的动态烟云形式显现出来,从而可以直观、准确、快速的发现并定位泄漏点,且不需要设备停电,可安全的在远距离对泄漏点进行检漏,大大提高了现场漏点查找的效率。
2)应建立所辖变电站组合电器设备的漏气记录台账,不定期进行数据分析,分析统计规律,对于补气集中的站点进行专项排查,发现存在的事故隐患。
3)组合电器发出补气信号时,初次可带电补气,并加强监视。若短周期内又出现补气信号,应对各个密封面及接头进行检漏,并检查密度继电器动作的正确性、可靠性。
4)改善组合电器设备的运行环境,室外组合电器搭棚可有效延长设备锈蚀周期,降低温差原因造成的设备漏气。
[1] 薛雷. 六氟化硫气体的计算应用及实例分析[J]. 电工电气,2011,7(7)︰35-38.
[2] 额定电压72,GB 7674—2008. 5kV及以上气体绝缘金属封闭开关设备[S].
[3] GB/T 12777—2008. 金属波纹管膨胀节通用技术条件[S].
[4] JB/T 10617—2006. 高压组合电器用金属波纹管补偿器[S].
[5] GB/T 30092—2013. 高压组合电器用金属波纹管补偿器[S].
[6] 夏平,唐应时,吴安如. 铆钉铆接装配应力的分析和计算[J]. 机械,2003,30(4)︰44-45,48.
[7] GB 50147—2010. 电气装置安装工程高压电器施工及验收规范[S].
[8] GB 50150—2006. 电气装置安装工程电气设备交接试验标准[S].
[9] Q/GDW 1799.1—2013. 国家电网公司电力安全工作规程[S].
[10] 徐贞华,田伟莉. 220kV六氟化硫组合电器的运行与试验[J]. 有色冶金节能,2003,20(5)︰27-29.
[11] 郭建,张元. 六氟化硫电气设备检漏分析[J]. 山西电力,2009(4)︰12-13.
[12] 李海波,万荣兴,方勇. 金属波纹管补偿器在高压组合电器中的应用与故障分析[J]. 高压电器,2014(11)︰145-150,154.
Defect Analysis and Treatment of SF6Gas Leakage in a Gas-insulated Switchgear Bellows
Xu JiakaiWang JianLiu YongliWang Sicheng
(State Grid Weifang Power Supply Company,Weifang,Shangdong 261000)
SF6gas leakage in a 220kV gas-insulated switchgear bellows caused by the deficient handing of the riveting process is described. The terrible riveting process results in multiple site gas leakage around the bellows. This paper analyzes the live detection and power-off maintenance process of the defect. Comprehensive analysis of the fault cause is taken based on the operating experience and field investigation. Finally,a series of prevention measures are proposed as a guide and reference for similar defect processing.
bellows; gas leakage check; defect analysis
许加凯(1987-),男,山东省潍坊市人,硕士研究生,助理工程师,主要从事变电站设备检修工作。
