基于宏程序椭圆弧面螺纹编程与加工
2016-09-26魏雅丽
杨 旭,魏雅丽
(四川科技职业学院 机电工程系,四川 成都611745)
基于宏程序椭圆弧面螺纹编程与加工
杨 旭,魏雅丽
(四川科技职业学院 机电工程系,四川 成都611745)
为解决椭圆弧面螺纹的手工编程加工技术难题,分析非圆曲线直线逼近法节点计算的方法,运用等间距直线段逼近法,解决椭圆的编程问题。根据走刀路线设计出通用性强的椭圆弧面螺纹宏程序。宏程序为零件的加工提供技术支持,大大减小椭圆弧面螺纹的编程计算工作量,具有广泛的推广使用价值和学术价值。
椭圆弧面;宏程序编程;螺纹
目前数控技术比赛、实际生产中经常会出现曲线的加工,为了解决这一问题,需对曲线进行数据点的密化求出曲线各点坐标。然后应用数控系统常用指令直线段或圆弧段逼近非圆曲线。直线段逼近,数学处理较简单;圆弧段逼近,数学处理过程比直线段逼近要复杂一些。综合考虑算法实现的难度和加工精度,本文采用直线段逼近法进行手工编程,而不采用圆弧段逼近,很好地解决了曲面加工问题,具有广泛的实用价值。
严亚萍[1]对椭圆面上圆弧螺纹的编程方法进行研究,为数控技术比赛和实际生产中解决此类问题提供了依据。助理实验师计小辈[2]通过研究参数化编程解决椭圆弧面螺纹的加工。硕士吕孝敏[3]对二次曲线的拟合进行了分析,探索二次曲线加工的精度控制,解析各类二次曲线的宏程序加工。硕士吴志光[4]通过对FANUC 0i系统宏程序在二次曲面离散逼近算法进行深入研究,通过宏程序成功实现常见的二次曲面的离散逼近插补,在研究成果基础上进行典型试验,取得了圆满成功。硕士王宇飞[5]对NURBS曲线的拟合算法,进、退刀路算法,三维复杂曲面算法进行分析,建立了适用于高速铣削的算法模型。通过此次研究,开发出若干项适合高速铣削的宏程序模块,并编写出大量实用的宏程序,编成库文件。
1 非圆曲线直线段常用逼近算法的实现
直线段逼近非圆曲线包括等间距法、等角度法、等程序段法和等误差法等四种。常用的逼近法有等间距法、等角度法。
1.1等间距直线段逼近法的计算
将某一坐标轴划分成许多相等的间距,如图1所示,沿X轴方向取Δx为等间距长,根据已知曲线方程y=f(x),可由xi求得yi,求得一系列节点。操作步骤如下所示。
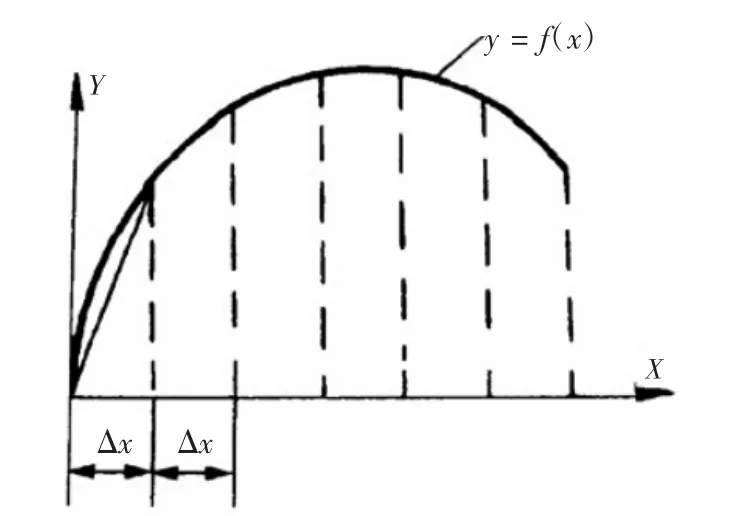
图1 等间距直线段逼近法
(1)已知方程y=f(x),根据等间距Δx求出xi,将xi代入y=f(x)即可求得一系列yi;
(2)(xi,yi)即为每个线段的终点坐标,以该坐标值或对应的刀心坐标值编制直线程序段;
(3)重复步骤(1)、(2)直至逼近插补结束。
1.2等夹角直线段逼近法的计算
二次曲线方程往往可以写成参数方程形式,在很多情况下均以夹角作为参数,对此,可以优先考虑等夹角直线段逼近的算法。如图2所示,根据二次曲线参数方程为,由θi求得xi、yi,从而求得一系列节点。操作步骤如2所示。
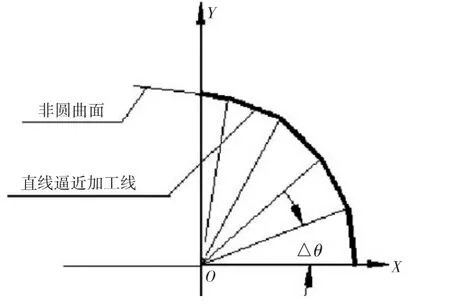
图2 等夹角直线段逼近法
(1)定允许的步长△θ,使得在逼近过程中确保δ≤δmax.
(3)根据给定夹角△θ求出极角θi,将极角θi代入求得系列点(xi,yi);
(4)点(xi,yi)即为每个逼近线段的终点坐标;
(5)重复步骤(3)、(4)直至逼近插补结束。
2 工艺分析
如图3所示为椭圆弧面螺纹零件,本次采用Siemens801数控车床进行加工,左端为一个台阶轴表面粗糙度为Ra3.2 um,右边是一个长半轴为5 mm,短半轴为4 mm的椭圆螺纹。用毛坯切削循环指令LCYC95进行加工,车削左端φ24、φ16台阶轴,可以简化程序。然后用一个开口套夹持φ16台阶,先控制零件总长度100 mm,再毛坯切削循环指令LCYC95车削右端φ22的台阶轴,切φ18×10的槽,最后用宏程序编程加工椭圆弧面螺纹。
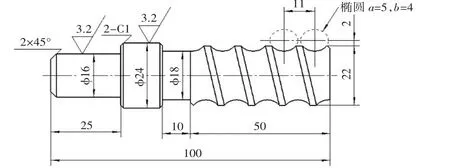
图3 椭圆弧面螺纹零件图
3 椭圆编程思路设计及效果
3.1编程思路及宏程序
图上未标注出任何角度,用椭圆参数方程编程较困难,所以用椭圆标准方程进行编程。椭圆弧面进行车削加工,椭圆标准方程转变成数控车上的方程即为,把x表达出,方程变形为,开平方后.以等间距直线段进行逼近,Z轴每次递减0.03,沿Z轴方向取△z为等间距长求出zi,将zi代入即求得一系列xi.椭圆弧螺纹加工程序如下。

3.2加工结果
如图4所示为椭圆弧面螺纹零件实物图。采用宏程序进行编程,简化数控程序,减少编程时坐标尺寸的计算,程序通用性增强。通过检测零件全部尺寸达到图样要求,加工效率高。

图4 零件加工效果图
4 结束语
本文通过等间距直线段逼近法解决椭圆弧面螺纹二次曲面的编程加工,精度达到图样要求。运用宏程序完成规则复杂二次曲面的数控加工。宏程序的简洁严密,使其通用性极强,具有极好的易读性和易修改性,避免复杂的数学计算、误差减少、程序简化,大大提高了编程效率。其具有广泛的实用价值。
[1]严亚萍.椭圆面上圆弧螺纹的编程方法[J].机械工程师,2011,(11):93-94.
[2]计小辈,王丽敏.椭圆弧面螺纹的参数化编程与加工[J].刑台职业技术学院学报,2009,26(1):90-92.
[3]吕孝敏.基于宏程序的二次曲线数控加工[D].合肥:合肥工业大学,2010.
[4]吴志光.基于fanuc 0i系统宏程序在二次曲面铣削加工中应用研究[D].合肥:合肥工业大学,2010.
[5]王宇飞.高速铣削的宏程序研究与应用[D].重庆:重庆理工大学,2009.
Elliptic Arc Thread Programming and Processing based on Macro Program
YANG Xu,WEI Ya-li
(University for Science and Technology,Chengdu Sichuan 611745,China)
For manual programming processing to solve the technical problems of elliptic arc thread.In this paper,the method of calculatinglthe nodal calculation of the non circle curve line is analyzed,by using equal interval linear approximation method,the programming problem of ellipse is solved.According to the tool path design of universal elliptic arc thread macro program.Macro program for machining provide technical support,greatly reduce the ellipse arc thread programming calculation workload,has wide popularization and use value and academic value.
elliptic arc;macro program;thread
TG62
A
1672-545X(2016)07-0149-03
2016-04-08
杨旭(1985-),男,四川遂宁人,本科,讲师,研究方向:机械制造自动化及数控技术应用。
