拉深件之凸缘起皱的原因分析
2016-09-26陈洪艳王正东
陈洪艳,王正东
(广东省工业贸易职业技术学校,广东 佛山528000)
拉深件之凸缘起皱的原因分析
陈洪艳,王正东
(广东省工业贸易职业技术学校,广东 佛山528000)
圆筒形拉深件,在常规的拉深过程中容易产生起皱和拉破的现象。针对圆筒形拉深的起皱的原因进行分析,通过对圆筒形件的起皱的原因进行分析,针对起皱的现象提出解决方案,从增加压边圈、采用合理的拉深系数和间隙等方面来进行解决。通过合理的拉深工艺,来提高拉深件的质量。
拉深;起皱;拉深系数;压边圈;间隙
圆筒形拉深件在日常生活常有,比如做饭用的锅、盆,喝水用的杯子、饭盒等,绝大多数是用模具对钢板拉深而成。板料在压力的作用下,随凸模引导凹模内成形,由于模具几何结构尺寸、接触摩擦和压边力等因素的影响,在金属的成形过程中常发生起皱现象,为了得到高质量的钣金产品,必须克服和抑制成形过程中起皱的发生。
拉深是在压力机的压力作用下,利用拉深模具将平板坯料或空心工序件制成开口空心零件的加工方法。在拉深过程中使用的拉深模具、拉深方式、材料等不同,对拉深坯料时所产生的缺陷的形式也不同。拉深过程中对零件造成主要的缺陷形式有两种:起皱和破裂。在此只针对坯料凸缘起皱的原因进行分析,并提出防止起皱的措施。
1 圆筒形拉深件的形成过程
利用模具装平板料压制成开口空心件的冲压过程称为拉深,如图1所示。
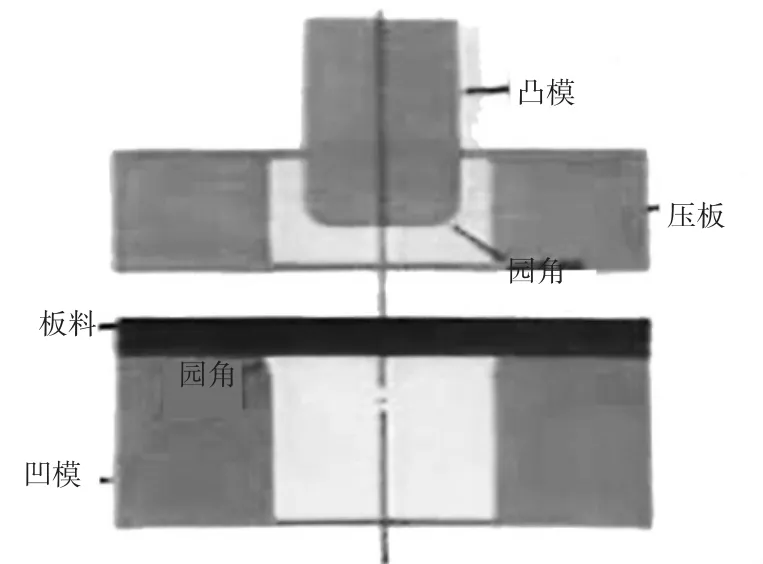
图1 圆筒形件拉深图
圆筒形拉深件的形成是利用模具,将平板料置于凹模上,在压力机的作用下,置于凹模上的板料会顺着凹模口被压入凹模内,从而形成一个圆筒形的拉深件。拉深件的形成过程可通过拉深时金属的流动变化情况来观察,从而了解在拉深过程中材料的受力情况。如图2所示[1]。

图2 坯料形成过程中的受力情况
从拉深坐标网格试验和拉深过程中坯料的应力与应变状态图中可以总结出:圆筒形拉深件在拉深的过程中,由于压力机是对部分板料施加压力,所以造成与压力块接触的板料中心部分底部基本不变形,称为不变形区;而与压力块不接触的凸缘部分(即为D-d环形部分),在拉力的作用下,发生变形,该部位称为主要变形区。在拉深的过程中,由于模具压入板料的作用力,使板料凸缘区的金属内部产生内应力,在径向拉应力和切向压应力的作用下,径向伸长,切向缩短,并不断地被拉入凹模中形成筒壁,直到平板毛坯完全变成圆筒形工件。因此,圆筒形拉深件的拉深过程是将板料的凸缘部分材料逐渐转移到筒壁部分的过程。由于凸缘部分的板料在拉深的过程中,在径向产生拉应力,该部分的材料发生塑性变形,当该部分的压应力大于其材料的稳定极限时,该部分的材料变生了起皱现象。
在拉深的过程由于受力位置和加工方式的不同,坯料起皱部位各有不同,比如,凸缘起皱、局部起皱等,如图3所示,不同部位的起皱对产品的影响各不相同,这里只针对某种情况下坯料凸缘起皱的形式进行分析[1]。

图3 不同部位的起皱
2 某一方形零件拉深时凸缘起皱原因分析
方形零件在拉深的过程中产生凸缘部分的起皱现象(如图4所示),影响零件的使用。针对方形零件凸缘部分产生起皱进行分析。

图4 方形拉深件起皱
拉深件的起皱是指在拉深时板料出现波纹状皱折。板料在模具的作用下发生变形,产生了拉深件,在径向拉应力的作用下,厚度方向的压缩力、剪切力、拉伸力和弯曲力等外力组成的压应力达到或超过其材料的稳定极限时,起皱便产生了。圆筒形的拉深件的主要变形区在凸缘部分,而该变形区的切向压缩是主要变形,当较薄的板料遇到较大的切向压应力时,该部分材料便会失稳而在凸缘的整个周围产生波浪形的连续弯曲,该现象称为起皱。而当凸缘的外边缘部分的切向压应力为最大时,该部分的起皱也首先发生,所以起皱首行发生的是在凸缘的最外边缘。同时,材料的相对厚度t/D越小(即材料越薄),越容易发生起皱。板料在拉深过程中,除压应力引起皱以外,还有共它应力成分引起起皱,其形状各不相同。
根据以上分析,拉深件在拉深过程中是否起皱主要由以下因素来决定:
(1)板料的薄厚程度。板料在拉深过程中,凸缘部分的起皱在很大程度上与板料的厚度有关,当板料越薄时,板料的抗失稳能力就越低,就越容易起皱,这与板料拉深过程中的板料的相对厚度t/D决定的。
(2)拉伸系数m.板料的拉深时采用的m越小,变形程度就越大,凸缘部分在压力圈的作用下,产生的切向压应力也随之增大,抗失稳的能力就越差,所以板料就出现起皱现象[1]。
(3)压边圈的压料力。在拉深件采用压力圈时,如采用的压料力过小时,压边圈无法控制板料厚度方向的失稳,也就造成了起皱的现象[2]。
判断工件在拉深时是否起皱的极限条件,可按下式计算:

式中:t为坯料厚度;m为首次拉伸系数;D为坯料直径。
(4)材料的性能。材料的弹性模量和硬化模量越小,抗失稳的能力就起小。抗失稳能力随着拉深的进行而增加。
3 如何预防拉深件凸缘部分起皱的措施
(1)采用压边圈时,控制好压边力。圆筒形的拉深件在拉深过程中,一般采用压边圈来防止其凸缘部位的变形,而作用于压边圈上的压边力在拉深过程中不宜过大或过小,当压边力过大时,板料与凹模间的摩擦会增大,从而引起板料的径向拉应力也随之增大,从而板料发生破裂。当压边边过小时,压边圈对凸缘部分的作用力小,从而引起凸缘部分失稳,引起起起皱。因此,拉深开始时就应施加压边力,且在拉深过程中对压边力进行随机调节和控制。判断起皱过程中的压边力过大还是过否,可以从皱的位置来观察,比如:起皱在凸缘四周均匀产生时,以应判断为压边力不足。压边力偏低时,折皱会在四周增高。逐渐提高压边力,就可消除折皱提高压边力。因此在拉深过程中,应保持大小适当的压边力,根根凸缘部位的变形情况来重新调整压边圈子,使压边力控制在板料允许变形程度之内[3]。
(2)选择合理的工艺拉伸系数。拉深系数越小,变形程度越大,就易起皱拉裂。在圆筒形拉深件中,最容易使拉深系数影响的是凹凸模圆角半径。板料在拉深过程中,板料随凸模向凹模里压入,在板料向凹模压入处和凸模压板料应采用圆角过渡。根椐圆角越大,板料对凹凸模口的摩擦力就越小,所以,在凹凸模圆角半径允许的情况下,凹凸模圆角半径越大越好。同时,采用适当的凹模圆角半径R,既可提高压边圈的作用,又能降低极限拉深系数。拉深系数可查表[1]。
(3)采用合理的拉深模间隙Z.拉伸间隙过大,进料过多,也易起皱。因此除控制好拉深时压力,还应采用采用合理的拉深模间隙Z[4].
(4)提高材料本身抗失稳的能力。在拉深过程中,抵抗失稳能力是随着拉深的进行而增加的,凸缘宽度变小,即凸缘变形区的相对厚度在增大。而厚度方向的变形取决于板料的径向拉应力和切向压应力的比例关系,在越靠近边缘的部位,板料就会增厚,当拉深变形程度较大,板料又比较薄时,则在坯料的凸缘部分,特别是外缘部分,在切向压应力作用下可能失稳而拱起形成起皱。为了防止起皱,在生产实践中通常采用压边圈。在双动冲床的拉深模的刚性压边圈,主要靠调整压边圈与凹模表面间隙保证起皱,而用于单动冲床的弹性压边圈,常用橡胶、弹簧、气垫等[3]。
4 结束语
在拉深过程中,拉裂和起皱是在拉深件中最常见的现象,为保证拉深件的质量就应防止拉深件的拉裂和起皱。为防止拉深件的皱,需采用加大压边力措施,但又恰好能使材料变薄。因此,在实际生产中,根据实际情况进行分析,如果在拉深件的表面形成波纹形状,说明压边力太小,应适当的增大压边力。除此之外,还应考虑材料本身抗失稳的能力,采用压边圈的方法防止起皱。通过对零件其进行综合分析,采用合理的工艺措施,可以得到精度较高、质量较好的工件。
[1]任建伟.模具工程技术基础[M].北京:高等教育出版社,2009.
[2]苏伟.模具概论[M].北京:人民邮电出版社,2009.
[3]翁其金.冷冲压技术[M].北京:机械工业出版社,2002.7.
[4]许树勤.模具设计与制造[M].北京:北京大学出版社,2008.
The Analysis of the Causes of Deep Drawing of a Convex Cause Wrinkles
CHEN Hong-yan,WANG Zheng-dong
(Industrial trade Vocational School of Guangdong Province,Foshan Guangdong 528000,China)
Cylindrical deep drawing parts,in the deep drawing process of the conventional prone to wrinkle and break down.For the cause of the wrinkling of the cylindrical deep drawing is analyzed,based on the cylindrical parts to analysis the cause of wrinkling,propose solutions for the phenomenon of wrinkling,from increasing pressure to coil,adopting reasonable drawing coefficient and clearance to solve.Through rational deep drawing process,to improve the quality of deep drawing parts.
stretching;wrinkling;pressure to coil;clearance
TG302
B
1672-545X(2016)07-0144-03
2016-04-30
陈洪艳(1984-),女,江西高安人,助讲,本科,模具制造工技师,主要从事模具专业和机械专业教学工作;王正东(1979-),男,宁夏西吉人,讲师,本科,高级技师,数控铣工技师,高级钳工,主要从事机械专业教学与研究工作。
