往复式压缩机缓冲罐焊缝开裂事故原因及对策
2016-09-12
往复式压缩机缓冲罐焊缝开裂事故原因及对策
西气东输管道公司下辖某压气站选用4台燃气发动机驱动的往复式压缩机,自2013年以来屡次发生压缩机缓冲罐接管角焊缝开裂事故。针对该项生产问题,西气东输管道公司成立了调查小组,针对该压气站往复式压缩机缓冲罐接管焊缝开裂这一事故问题展开了调查分析。
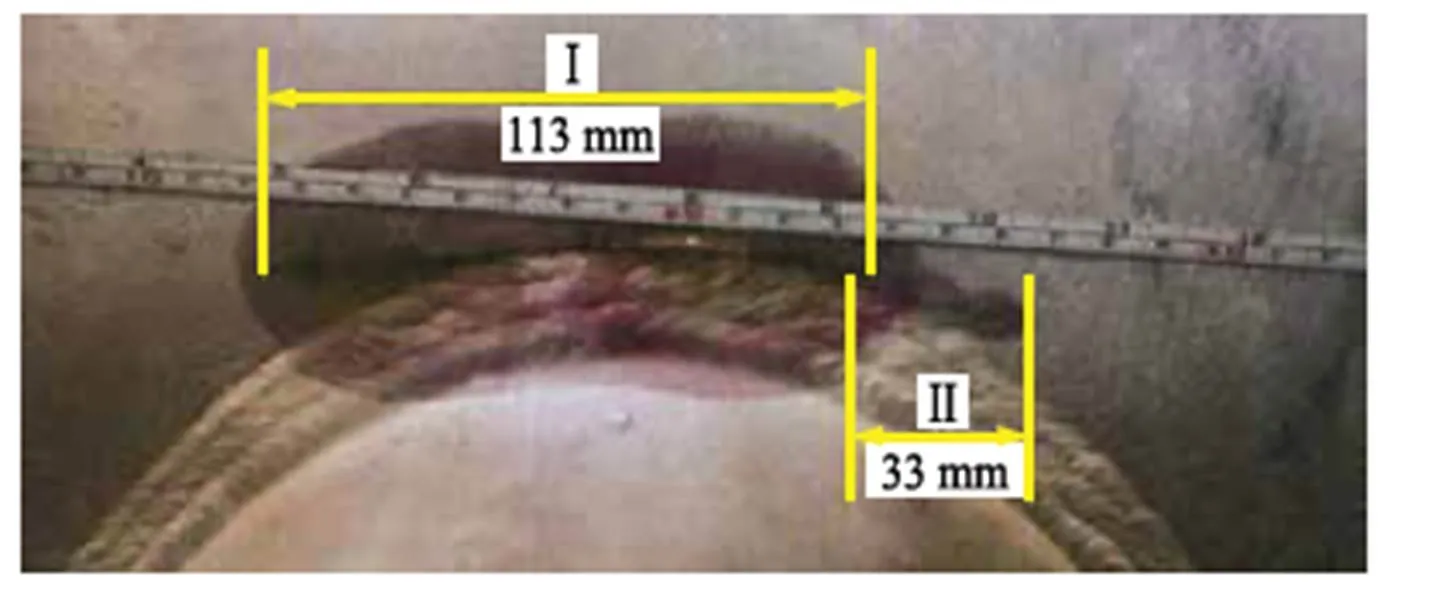
图1 1号机组进气缓冲罐接管焊缝开裂部位
经调查小组现场检查确定了压缩机缓冲罐接管角焊缝开裂部分后(图1所示为Ⅰ号、Ⅱ号裂纹长度),对焊缝开裂断口处进行宏观检查和放大观察,并通过磁粉探伤、化学成分分析、拉伸性能测试、硬度测试等一系列分析手段,查找出了压缩机缓冲罐接管角焊缝开裂的根本原因在于该压缩机未按API 618-2007《石油化学和气体工业设施用往复压缩机》标准进行制造,因而在缓冲罐的变径及弯头部位,产生破坏力较强的激应力,从而导致缓冲罐接管角焊缝处出现疲劳裂纹且周向扩散。
针对上述情形,调查小组对该压缩机制造工艺提出了一系列改进措施:采用加强圈进行刚性补强;所有对接焊接采用全焊透方式,隔板与筒体之间、隔板与扰流管之间、扰流管与支撑之间等应满焊;缓冲罐隔板低点可开圆形缺口作为对外的排液口,但必须考虑其对缓冲罐脉动造成的影响;缓冲罐出厂前各焊缝需要进行射线、超声波、磁粉、液体渗透、硬度等检测,并完成缓冲罐水压试验和气体泄漏试验缓冲罐接管焊缝处需进行热处理消除应力,优先选用整体式热处理。此外,建议制造厂家应注意缓冲罐内件焊接质量,对缓冲罐分支接管处薄弱环节进行刚性补强,并在缓冲罐出厂前开展必要检测和安全评估。同时,调查小组也提出为有效保障往复式压缩机组的安全运行,应加强巡检,一旦发现有异常气体泄漏,应做好防爆措施的情况下确认机组位号,进行紧急停车处理,同时应确保厂房内可燃气体探头与屋顶风机的联动系统完好有效,当可燃气体检测超标时,风机自动启动。
高山卜 编译自《油气储运》2016年2期“往复式压缩机缓冲罐焊缝开裂事故原因及对策”(原作者端木君等)
