全钢载重子午线轮胎激光无损检测气泡的产生原因及解决措施
2016-07-28蹇海波
蹇海波,郑 科
(贵州轮胎股份有限公司,贵州 贵阳 550008)
全钢载重子午线轮胎生产工艺复杂,特别是成型时需要将十几种半成品部件组合起来,该过程中极易形成气泡,因此成品轮胎,特别是胎冠部位必须经过气泡检测才能使用[1]。
轮胎气泡的激光无损检测是采用激光相位错位散斑技术形成电子散斑图像而直接显示轮胎内部气泡缺陷,其检测精度高,可检测出直径2 mm左右的气泡。
本工作针对全钢载重子午线轮胎激光无损检测气泡,对气泡产生原因进行分析,并提出相应的解决措施。
1 激光无损检测气泡
激光无损检测气泡中,胎冠部位气泡主要出现在带束层之间、胎面与带束层(特别是2#带束层)之间,这些气泡用X光检测不出;胎肩气泡主要出现在2#带束层边缘,主要表现为多而小的周向气泡(如图1所示),导致轮胎直接报废;肩垫胶上、下表面与其他半成品部件接触部位也容易产生气泡。
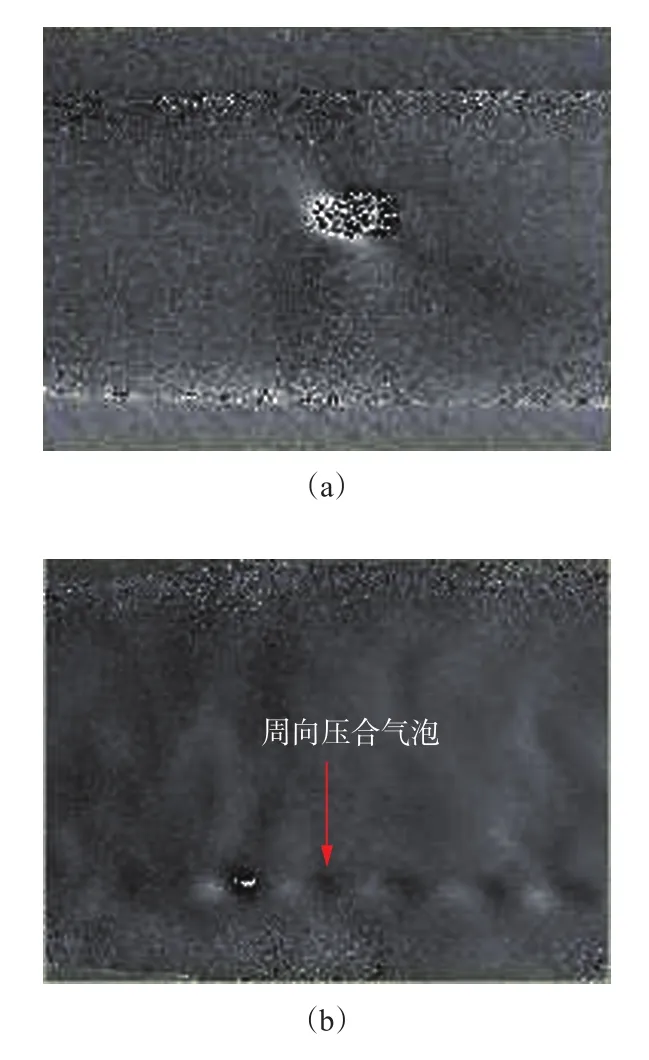
图1 激光无损检测气泡
2 原因分析
半成品部件存放环境条件(温度和湿度等)、存放时间、表面清洁度均会影响半成品部件表面粘合性能。半成品部件粘合性能差会导致成品轮胎相应部位产生气泡。
2.1 半成品部件贴合产生的气泡
(1)胎面基部胶与胎面胶粘合性能差,造成贴合时不易将二者间的气体排出,导致成品轮胎胎面产生气泡。胎面污染产生的气泡如图2所示。
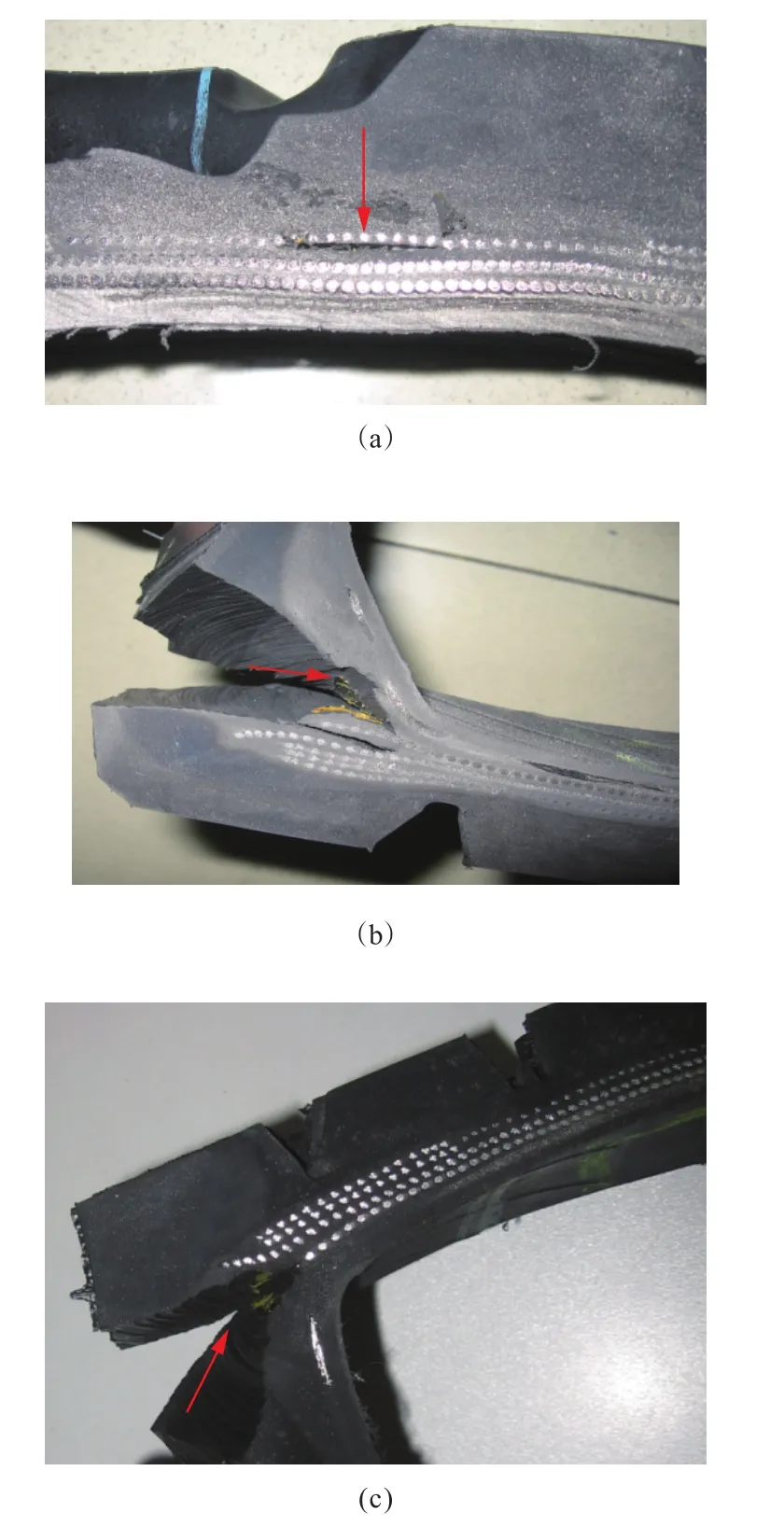
图2 胎面污染产生的气泡
(2)胎面贴合偏歪,造成胎面特别是两侧形状变化大,胎面受力不对称而导致气泡产生。
(3)带束层包边胶贴合不实,导致成型时不能将夹带的气体排尽,由此形成的气泡主要集中在2#带束层边缘对应部位。
(4)带束层与胎面贴合偏歪,胎面压合后导致两边层级不一致,偏歪侧带束层翘头严重,形成层级气泡。
(5)垫胶贴合偏歪,同时由于垫胶厚度变化较大,贴合精度要求较高,其贴合偏歪会导致该部位层级变化大,胎面压合时垫胶与带束层间隙大,易产生气泡。
2.2 胎面辊压产生的气泡
胎面辊压产生的气泡如图3所示。
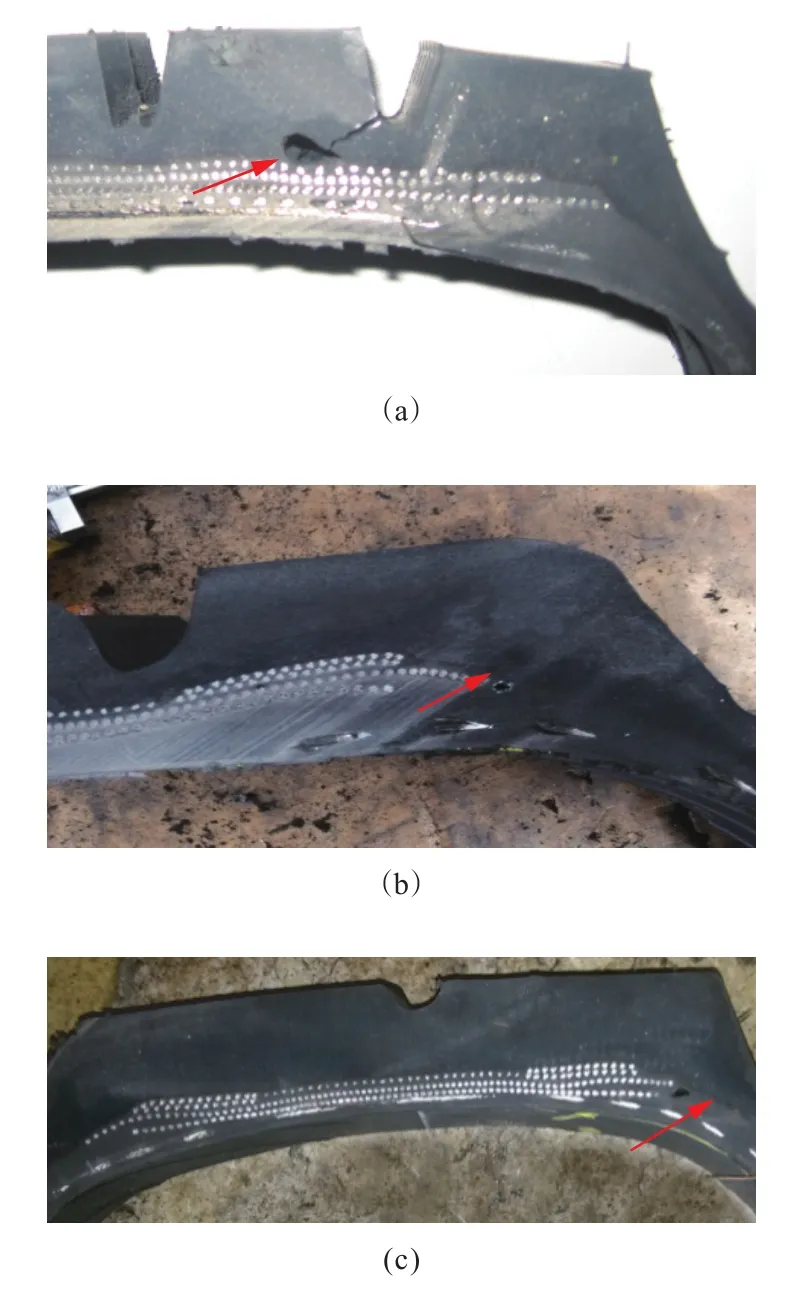
图3 胎面辊压产生的气泡
(1)胎面压辊通过气压挤压胎面,使半成品部件贴合并逐步排出气泡。由于压辊形状(如图4所示)不当,直角压合胎面,施加给胎面的局部压力过大,造成胎面与其他半成品部件间形成的气泡不能排出,甚至将气泡锁死。

图4 改造前胎面压辊
(2)胎面辊压时压辊摆转(变压)位置不当,摆转位置偏前或偏后,影响胎面与其他部件之间的粘合而形成气泡,甚至压坏胎面。
(3)胎面压辊中心不对称,导致胎面单边与其他半成品部件贴合不实,产生周向气泡。
(4)胎面辊压由旋转的后压辊施压,而后压辊则是通过滚动轴承进行旋。在高压下滚动轴承容易损坏,导致胎面压辊轴向晃动,使胎面压合不实而产生气泡。
(5)胎面辊压时压辊轴向、径向运动速度设置不合理,导致压辊压合轨迹间距过大,导致胎面与其他半成品部件间的气泡不能排出。
3 解决措施
(1)定期检查半成品部件存放区域的温度和湿度,控制半成品存放时间,避免受到污染,并严格按照先进先出(FIFO)原则使用半成品部件。
(2)适当调整胎面基部胶配方,提高其与胎面上层胶的粘合性能。
(3)严格控制带束层包边质量,避免不合格的包边带束层流入下道工序。
(4)保证带束层、垫胶、胎面贴合精度,使其贴合公差不超过1 mm。定期检查成型机光标的对称性、精确性和垂直性,并定期校准。
(5)改进胎面压辊形状,使压辊与胎面由直角压合变为弧形压合。改造后的胎面压辊如图5所示。
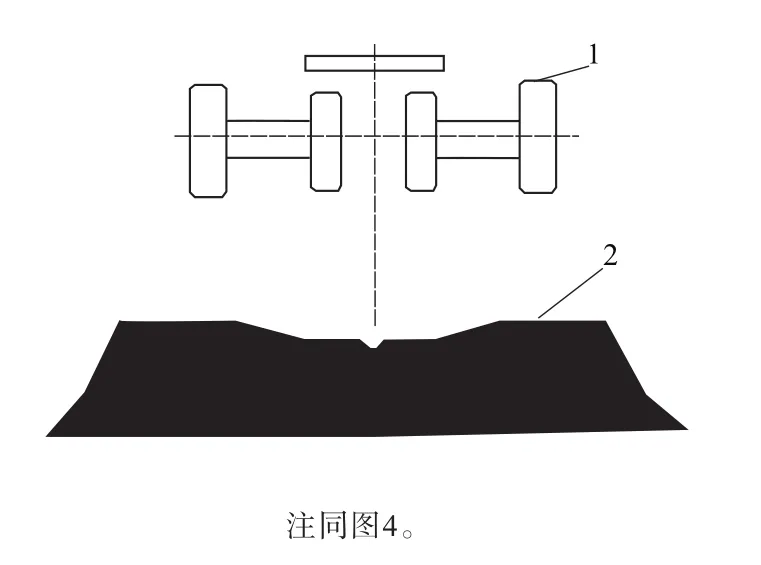
图5 改造后胎面压辊
(6)针对不同胎面,确定不同的胎面压辊摆转位置,摆转位置设置在胎面厚度从小到大的过渡部位,如图6所示。

图6 胎面压辊转角区域示意
(7)定期检查胎面压辊中心、成型鼓中心、充气后胎面中心是否与定位中心光标重合。
(8)定期对胎面压辊压盘进行晃动测试,压盘晃动幅度不能超过2 mm。
(9)胎面压辊压痕如图7所示,胎面中部较厚部位两压痕之间的距离不超过4 mm,胎面两边较薄部位两压痕之间的距离不超过5 mm。

图7 胎面压辊压痕间隙
(10)每天检查胎面摆转位置设置是否准确,如果不准确,必须及时调整,并设置合理的摆转停留时间。
4 结语
通过分析轮胎激光无损检测气泡的产生原因以及采取相应的解决措施后,我公司轮胎激光无损检测气泡发生率大大降低,成品轮胎气泡的产生率由原来的0.136 5%减至0.044 3%。
