钛合金螺旋铣孔的切削力和切削温度试验研究*
2016-05-30董志刚康仁科杨国林谢海龙
王 欢,董志刚,康仁科,杨国林,谢海龙
(大连理工大学精密与特种加工教育部重点实验室,大连 116024)
钛合金具有比强度高、热强度好、耐腐蚀、良好的低温性能,与纤维增强复合材料相容性好及储藏资源丰富等优点,广泛应用于航空航天、国防军工等领域,如飞机的机翼、蒙皮、舱段等。连接孔的加工是钛合金构件上最典型和重要的加工之一[1-2]。由于钛合金材料的难加工特性,采用传统的麻花钻工艺制孔时,容易形成孔壁热损伤,并存在钻削质量低、孔壁表面质量差等问题[3]。螺旋铣孔技术是航空装备制造领域新兴的高效、高质量制孔技术。螺旋铣孔采用立铣刀,以螺旋轨迹方式进给加工出比刀具直径大的孔[4]。与传统的钻孔技术相比,螺旋铣孔技术具有很多优点:轴向力小;可以实现一种刀具加工不同直径孔,减少刀具种类;切屑不连续,排屑空间大,切屑能更好排出,减少切屑与已加工表面的摩擦,从而提高加工表面质量;断续的加工过程有利于刀具散热,能够降低刀具磨损,延长刀具使用寿命等[4-8]。国内外在螺旋铣孔末端执行器开发[9-10]、螺旋铣孔工艺研究[11-13]和专用刀具研制[6,14-15]等方面开展了大量工作。
切削力和切削温度是切削加工中重要的过程参数,对钛合金材料制孔精度和加工质量有重要影响,国内外学者对钛合金切削加工的切削力和切削温度进行了大量研究[16-18]。作为一种重要的制孔方式,螺旋铣孔加工自出现以来也受到了国内外研究人员的关注。从加工几何学角度分析,螺旋铣孔加工过程中铣刀同时做公转、自转和进给运动,加工时同时存在底刃的连续切削及侧刃的断续切削,其未变形切屑的几何形状和尺寸与切削参数之间存在定量的关系[4]。通过研究铣刀侧刃切削与底刃切削去除量之间的关系发现,在铣刀形状固定的条件下,铣刀侧刃切削去除材料和底刃切削去除材料间的比例仅与刀具直径和加工孔径有关,该比例对轴向切削力、加工温度和孔壁加工质量有直接影响[19]。螺旋铣孔加工过程中工件上任一点的温升是铣刀端刃切削生热与侧刃切削生热同时作用的结果,结合螺旋铣动力学分析和传热学理论可建立螺旋铣孔三维温度预测模型并分析螺旋铣孔切削温度特征。利用上述模型分析螺旋铣孔温度发现,主轴转速与螺旋导程增加时切削温度升高,且热源与测温点越接近时,测量温度越高[20]。上述模型为理解螺旋铣孔加工机理提供了有益参考,但由于建模过程中对热源的简化以及求解过程的简化,在描述螺旋铣孔切削温度数值及分布规律准确性方面还需系统的试验验证。在试验研究方面,采用螺旋铣孔及传统钻孔两种方法在铝合金、钛合金、纤维增强复合材料上进行制孔加工,从切削力、孔壁质量、热损伤和机械损伤等方面进行对比发现,与传统的钻孔工艺相比,螺旋铣孔方法在减小切削力、控制切削温度、保证制孔质量等方面均具有明显优势[4-5,21]。
目前国内外对钛合金螺旋铣孔技术的试验研究多集中于一种加工参数下与传统钻孔的对比研究,而对于螺旋铣孔的重要切削参数如切削速度、轴向及切向每齿进给量等对于切削温度及切削力的影响规律尚不明确。鉴于切削力和切削温度对螺旋铣孔工艺过程和制孔质量的重要影响,尤其是对于易形成热损伤的钛合金材料来说,系统研究螺旋铣削过程的力和温度特征,分析基本切削参数对其影响的规律十分必要。
本文分析螺旋铣孔加工中铣刀端刃和侧刃切削形成切屑的形状参数及其与加工参数之间的关系,在此基础上设计螺旋铣孔切削力和切削温度在线检测方案,开展钛合金材料螺旋铣孔加工试验,检测加工过程中的切削力和切削温度,对比研究不同参数下刀具磨损状态及加工孔出口形貌,以期明确影响钛合金螺旋铣孔加工质量的主要因素和规律,这对理解螺旋铣孔加工机理,确定合理的加工参数具有指导意义。
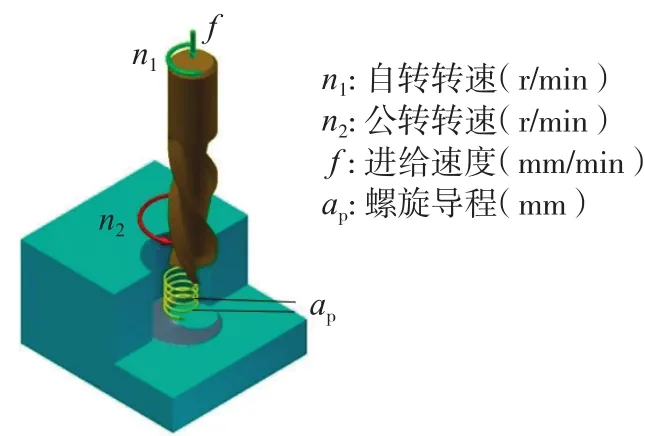
图1 螺旋铣孔示意图Fig.1 Schematic of helical milling
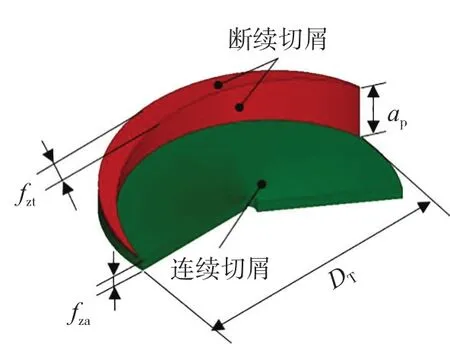
图2 未变形切屑Fig.2 Undeformed chip
1 试验设计
1.1 加工参数的选择
螺旋铣孔原理如图1所示,刀具中心的轨迹是螺旋线,加工运动由刀具高速自转、刀具绕加工孔中心公转及刀具沿轴向方向直线进给3个运动组合而成[8]。螺旋铣孔的未变形切屑如图2所示,包括底刃切削形成的连续切屑及侧刃切削形成的断续切屑两部分[4]。当刀具确定后,螺旋铣孔未变形切屑的形状及尺寸由切向每齿进给量fzt、轴向每齿进给量fza及螺旋导程ap3个参数决定。相对于主轴转速、公转转速等加工参数,fza、fzt及ap更能反映螺旋铣孔加工的本质。本文重点研究刀刃最外端切削速度Vc(主要由自转转速n1决定)、切向每齿进给量fzt及螺旋导程ap等参数对加工过程的影响。试验中固定螺旋导程ap=0.6mm,通过协调螺旋铣孔刀具公转转速和自转转速,保证每次加工过程中刀具的螺旋路径一致,实现切削速度Vc、切向每齿进给量fzt(轴向每齿进给量fza)的单因素切削试验。具体试验参数如表1所示。
1.2 螺旋铣孔试验条件
螺旋铣孔试验在如图3所示自主研发的可自动调节偏心的螺旋铣孔单元上进行,该螺旋铣孔单元最高自转速度15000r/min,最高公转速度120r/min,最大单边偏心量为6mm。螺旋铣孔单元安装于二维工作台上,二维工作台可提供轴向和径向两个方向的最高进给速度均为500mm/min。所用试验材料为厚度7mm的TC4钛合金板。采用氮化硅纳米涂层的钨钢立铣刀进行螺旋铣孔试验,铣刀参数如表2所示。由于测力仪及热电偶安装方式的限制,测温及测力试验在加工参数、刀具及工件材料相同的情况下分别进行。

表1 试验参数及切削条件
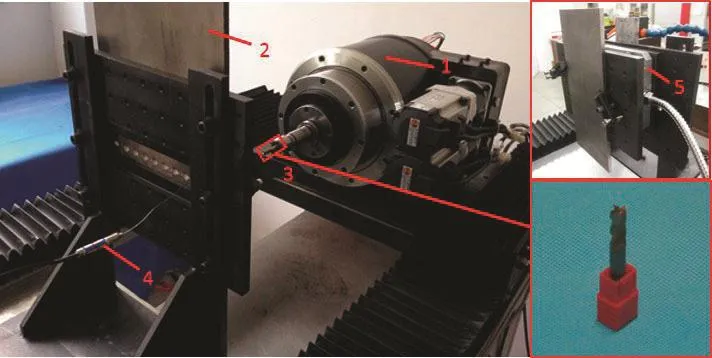
图3 螺旋铣孔装置Fig.3 Helical milling device

图4 热电偶安装示意图Fig.4 Schematic of thermocouple installation
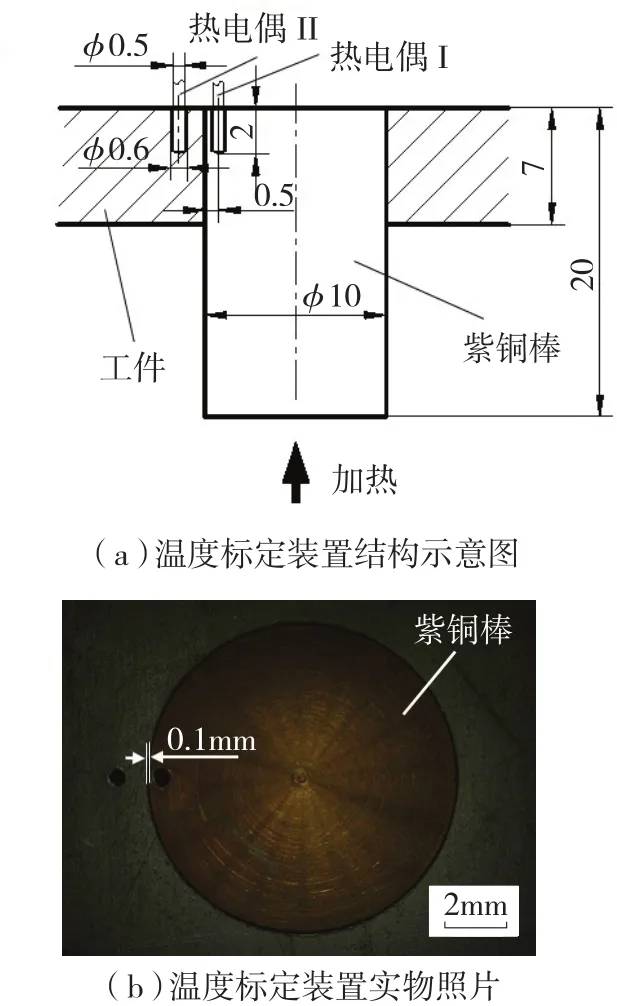
图5 螺旋铣孔切削温度标定装置Fig.5 Calibration device of helical milling temperature

表2 刀具参数
采用YDCB-III三向测力仪检测切削力,测得的信号经过电荷放大器LN5861A处理后,利用数据采集卡PCI9118DG进行数据采集。采用标准K型铠装热电偶检测切削温度,热电偶直径0.5mm,热响应时间0.2s,允差等级0.4。热电偶检测的信号通过NI USB-9213测温模块放大后,由cDAQ-9174 USB机箱通过USB数据线传输给计算机,该测温模块具有内置冷端温度补偿功能及标准热电偶的电势-温度标定程序。热电偶安装在螺旋铣孔的出口侧直径0.6mm、深2mm的小孔中,小孔中心与待加工孔中心距6mm,如图4所示。热电偶及小孔孔壁的空隙填充导热胶以提高导热性。
采用如图5所示的方法标定测量点与加工孔孔壁之间温度差。首先在钛合金板上加工一个直径10mm的通孔,在孔内通过过盈配合插入一个紫铜棒,距紫铜棒外缘0.1mm处加工一个直径0.6mm、深度2mm的小孔。在如图5(a)所示与之相对的钛合金孔壁边缘位置同样加工一个直径0.6mm、深度2mm的小孔。将热电偶Ⅰ、热电偶Ⅱ分别插入紫铜棒及钛合金的小孔中,小孔与热电偶之间空隙填充导热胶。用酒精灯将紫铜棒从室温加热至250℃,同时记录两热电偶的温度。由于紫铜棒的导热性很好(λTi=7W/(m·K),λCu=401W/(m·K)),可认为热电偶Ⅰ测量温度即为紫铜棒边缘处即加工孔内壁的温度。从图6所示两热电偶测量得到的温度曲线可见,当温度达到100℃以上时,两热电偶测量的温度差基本保持不变,为ΔT=7.6℃。后续数据处理中,将测量的温度加ΔT视为加工孔内壁的实际温度。此标定方法的结果与实际的温度有一定误差,但是由于在干切削条件下加工钛合金时温度较高,且本文主要研究加工参数对切削温度的影响规律,关注温度变化而非绝对值,因此标定误差可以忽略。
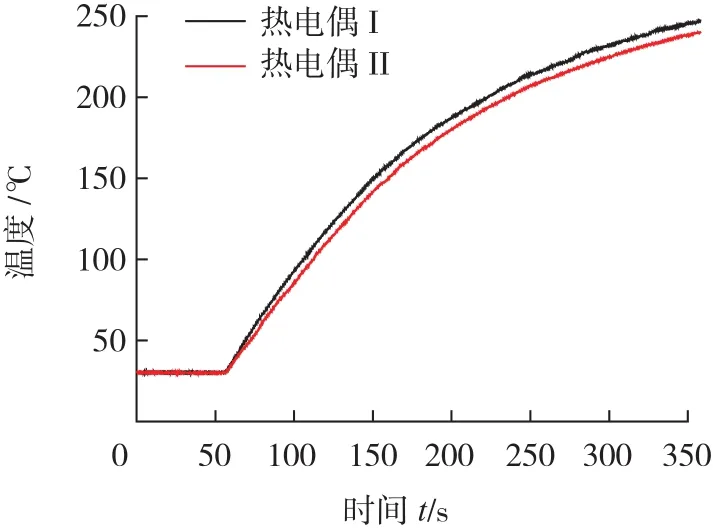
图6 热电偶I和II测量温度对比Fig.6 Comparison of temperatures from thermocouple I and II
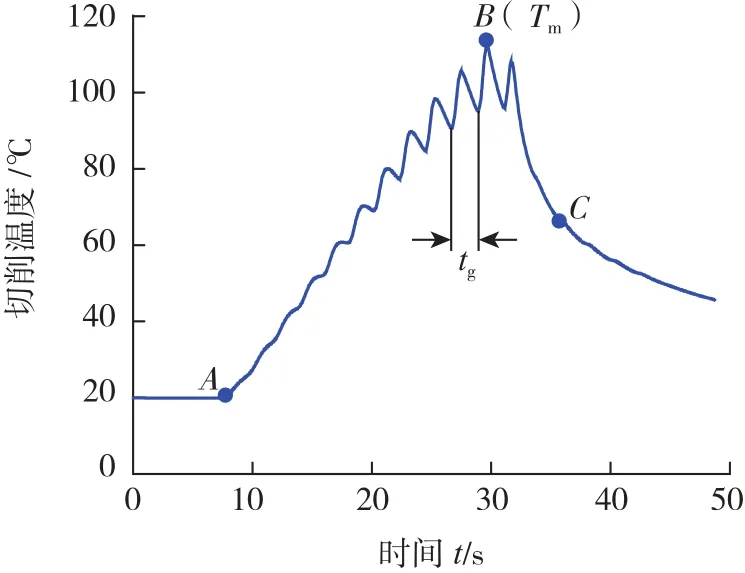
图7 典型切削温度曲线Fig.7 Typical cutting temperature curve
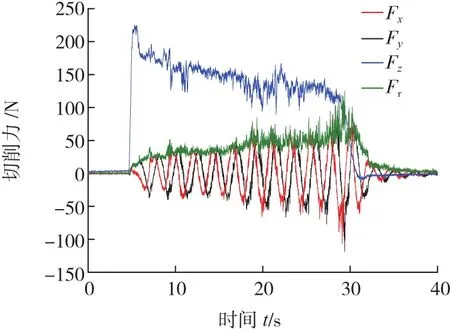
图8 典型切削力曲线Fig.8 Typical cutting force curve
2 试验结果
2.1 典型切削温度曲线
图7所示为一条典型的切削温度随时间变化的曲线,螺旋铣孔参数Vc=40m/min,fzt=40μm,ap=0.6mm。在A点以前,切削尚未开始,采集室温。AB段曲线对应刀具开始切入工件直至切到与热电偶距离最近的过程。在这一阶段,刀具在轴线方向上逐渐接近热电偶的测温点,传入测温点的热量不断增加,使测量温度逐渐升高直至达到温度最高值。BC段曲线对应刀具切过测温点直至切出工件的阶段,随着刀具与测温点在轴向方向的远离,由于材料不断被去除,散热面积增加,散出的热量大于传入测温点的热量,测量点温度下降。C点以后的曲线对应刀具切出工件后的阶段,切削加工停止,工件在空气中快速冷却,直至接近室温。AC段温度曲线呈现波浪式变化,起伏的幅度随着切削温度的增加而增加,波动周期保持恒定为tg。在后续的数据处理中,选取每次采集到的最大值Tm作为最终切削温度。
2.2 典型切削力曲线
图 8所 示 为 加 工 参 数Vc=40m/min,fzt=40μm,ap=0.6mm时采集到的3向切削力曲线。定义z向为刀具轴线方向,工件表面为xoy平面。由图8可见,轴向力Fz大于径向力Fx及Fy。在切削开始时,由于刀具和工件突然接触,轴向切削力Fz由零跳跃至226N,并在接下来的2s左右的时间内下降至185N。随后的稳定切削段内,Fz逐渐下降,下降速度约为2.94N/s,直至切出工件。在切削刃切透工件的最后约2s时间内,轴向切削力快速降低直至为零。在后续讨论中,将图8中从切削力稳定至切削结束的阶段作为有效切削力段,并去除开始2s及结束前2s中的不稳定数据,分别取该阶段的平均值、最大值和最小值作为轴向切削力Fz的均值及上下误差范围进行对比讨论。切向力Fx、Fy在切削开始前为零,在切削周期内出现周期性波动,其波动幅值逐渐增加,波动周期为定值,与切削温度波动周期相同。在整个切削阶段,以及每个波动周期内,Fx、Fy大小及变化趋势一致,但存在0.56s的时间差。测力仪采集到的x方向及y方向切削力在xoy平面内互呈90°,将其按式(1)合成得到合力Fr,由图8可见,径向合力Fr随着时间逐渐增加。

在后续讨论中,同样将切削阶段去除不稳定阶段数据作为有效数据,取该段内Fr的平均值、最大值和最小值作为切向力的均值及上下误差范围进行对比讨论。
2.3 切削参数对切削温度及切削力的影响
图9所示为切削速度及切削温度对切削力的影响,其中,切削参数ap=0.6mm,fzt=80μm。由图9(a)可见,在切削速度Vc=35~55m/min的范围内,切削温度从126.9℃逐渐增加到254.2℃。图9(b)中切削速度Vc小于等于40m/min时,轴向力Fz及径向合力Fr基本不变,当切削速度Vc超过40m/min时,轴向力Fz及径向合力Fr都有小幅度增加趋势。
图10为ap=0.6mm、Vc=40m/min时切向每齿进给量与切削温度及切削力的关系。随着切向每齿进给量fzt从40μm增加到120μm,切削温度虽有小的波动,但是基本稳定在(125±3)℃,无明显变化。而轴向力Fz及径向合力Fr都随着切向每齿进给量fzt的增加而增加,轴向力Fz变化范围为128.3~214.9N,径向合力Fr变化范围 52.5~106.2N。
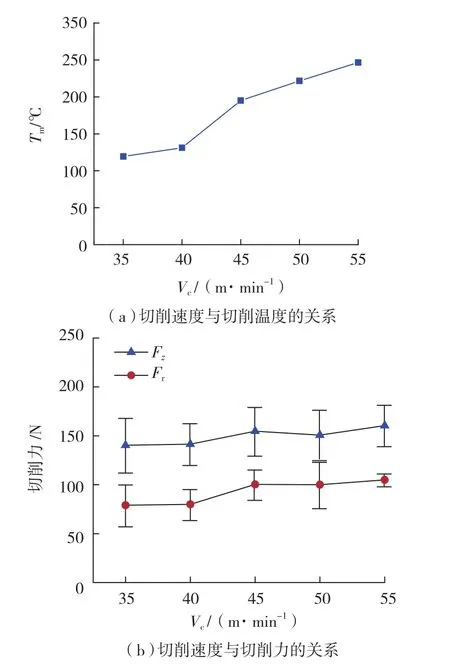
图9 切削速度对切削温度和切削力的影响Fig.9 Effect of cutting speed on cutting temperature and cutting force
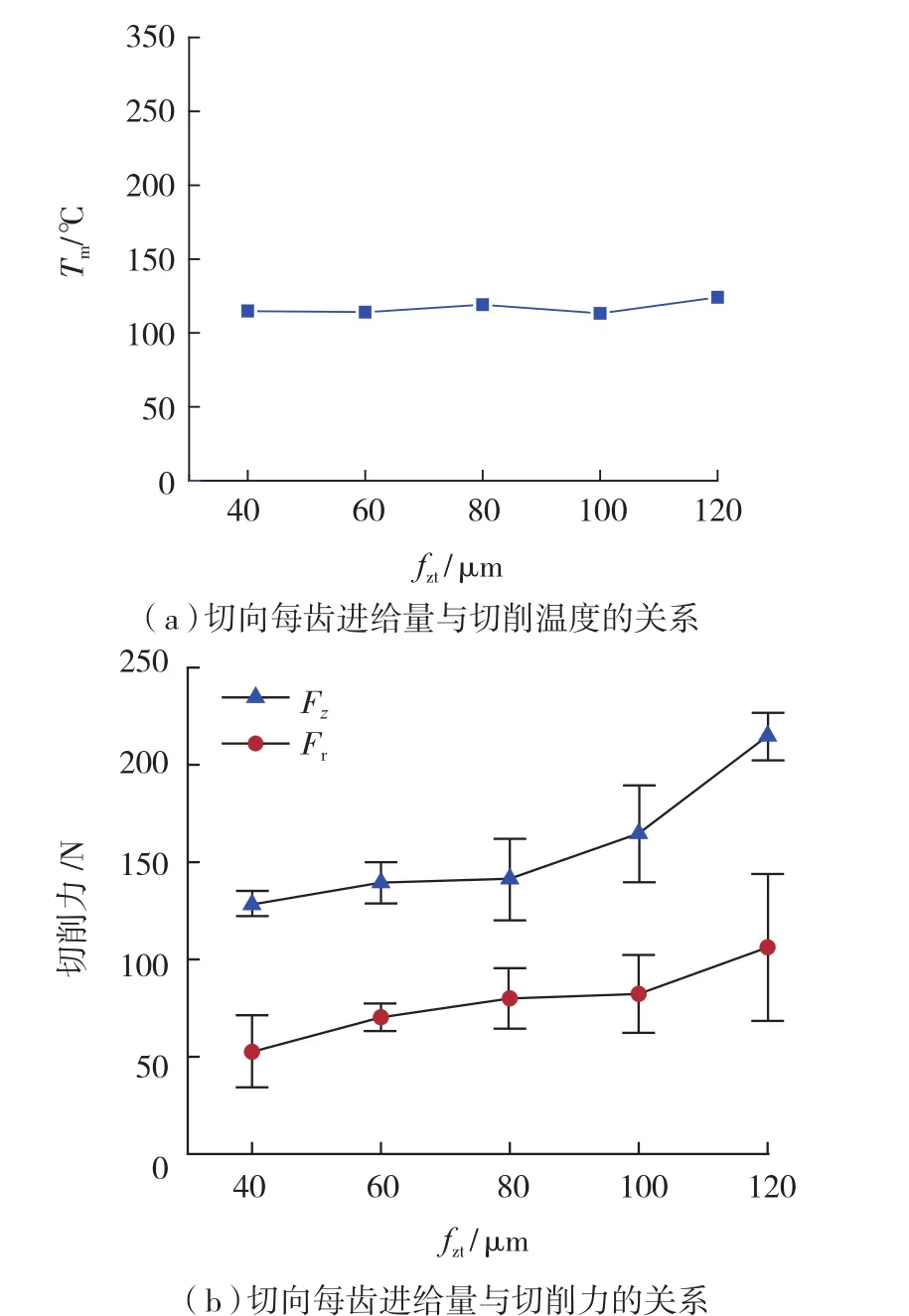
图10 切向每齿进给量对切削温度和切削力的影响Fig.10 Effect of tangential feed per tooth on cutting temperature and cutting force

图11 不同加工参数下孔出口形貌Fig.11 Exit morphology of holes machinined with different parameters
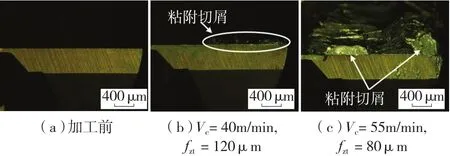
图12 刀具形貌Fig.12 Tool morphology
2.4 加工孔出口质量
切削力及切削温度直接影响加工孔的质量,为探究切削温度及切削力对加工孔显微形貌的影响,分别选取最大切削温度Tm两组参数及最大轴向力Fz两组参数加工孔出口形貌进行检测。图11为不同加工参数下孔出口形貌,图11(a)及图11(b)加工孔的出口较平整,无明显缺陷,两组参数下的切削温度Tm分别为120.9℃及131.7℃,轴向力Fz分别为164.8N及214.9N;而图11(c)及图11(d)出口的表面形貌较差,有明显的飞边、毛刺现象,切削温度Tm分别为229.2℃及254.2℃,轴向力Fz分别为150.8N及160.5N。对比可知,加工孔的出口质量对切削温度比较敏感,而切削力对其影响较小,切削温度越高,加工孔的出口质量越差。
2.5 刀具形貌
不同参数下切削后的刀具形貌如图12所示。图12(a)为加工前刀具形貌图,切削刃完好无破损。采用Vc=40m/min,fzt=120μm加工后的刀具形貌如图12(b)所示,此时的切削温度为131.7℃,轴向力为214.9N。刀刃最外侧粘附有微量切屑,切削刃没有大的破损及堵塞现象,仍有很好的切削能力,孔出口处的材料很容易被切断,出口质量较好。图12(c)为加工参数为Vc=55m/min,fzt=80μm时刀具形貌图,此时的切削温度为254.2℃,可以看出整个刀刃粘附有大量切屑,此时刀具已失去切削能力。
3 讨论
从图7和图8所示的切削温度和切削力可见,两者都存在波动,且波动周期一致,与螺旋铣孔加工中公转周期相同。螺旋铣孔加工中测温点温度变化取决于从切削点传来的热量,以及向外散出的热量。刀具的螺旋公转运动使得切削点距离测温点的位置周期性变化,使得切削温度出现波动。这也证明螺旋铣孔相对于传统钻孔的优势,螺旋铣孔的偏心加工方式可以使工件在每个公转周期内散热,降低工件温度,这在加工导热性差的钛合金及导热情况复杂的复合材料时避免了热损伤,具有很大的优势。
由图8可见,随着螺旋铣削加工的进行,径向切削力Fx、Fy的峰值逐渐变大,这是因为所用铣刀侧刃部分高度为10mm,大于工件厚度,因此在整个螺旋铣孔加工过程中,随着刀具的轴向进给,与孔壁直接作用的侧刃长度一直在增加,侧刃与孔壁之间的切削力和摩擦力逐渐增加。在此阶段内,Fx、Fy大小及变化趋势一致,存在0.56s的时间差,与公转转速对比可知,上述时间内刀具相对孔中心转过90°角,即两径向力Fx、Fy之间存在90°的相位差。在切削过程中铣刀端刃的切削厚度和速度均保持相同,但可见轴向切削力由最大值逐渐降低,与文献[21]中的切削力信号一致。结合切削温度检测结果分析,随着切削的进行,切削区域温度逐渐升高,这可能导致钛合金材料软化,使铣刀底端横刃的切削变得轻快,导致轴向切削力降低。
从图9可知,切削速度Vc对切削温度Tm的影响较大而对切削力的影响较小。由文献[4]知,当切削速度Vc增加时螺旋导程ap、轴向每齿进给量fza、切向每齿进给量fzt不变,整个未变形切屑的形状及尺寸都保持不变,但是单位时间内刀具与切屑及已加工表面的摩擦次数增加,做功增加,摩擦产热大幅度增加,热量来不及扩散,流入工件内的热量增加,使得测量温度Tm升高。同时,增加切削速度Vc时,切削温度Tm增加,材料软化,切削阻力减小,切削力减小。但是在干切削条件下,加工条件比较恶劣,当切削温度增加到一定值时,切屑流动性变差,造成排屑槽堵塞,如图12(c)所示刀刃的切削能力降低,部分材料靠刀具挤压去除,使得轴向力Fz及径向合力Fr都增加。
从图10(a)及图10(b)可知,切向每齿进给量fzt对于切削力的影响较大而对切削温度几乎没有影响。这是因为切削速度Vc不变时,单位时间内摩擦产热基本不变。当切向每齿进给量fzt及轴向每齿进给量fza增加,底刃及侧刃的切削厚度增加,未变形切屑变厚,切屑变形脱离工件所做的功增加,导致总切削产热增加;但另一方面,由Loewen和MC Shaw于1954年提出切削温度解析方法[22]可知,当切削厚度增加时,切屑剪切变形产热流入切屑的比例R1增大,流入工件的比例1-R1减小,切削热绝大部分由切屑带走,以上两方面的影响使得传入工件的热量基本不变,测量温度基本不变。
由图9(b)及图10(b)可见,轴向力Fz大于径向合力Fr,这是因为在螺旋铣孔过程中,同时存在底刃的连续钻削及侧刃的断续铣削两种加工形式,以铣削和钻削方式去除材料的体积之比(R)可由式(2)计算[19]。计算可知本试验中铣削作用和钻削作用的比例为4/9,钻削比铣削的贡献大,从而使轴向力Fz大于径向合力Fr。

切削温度对刀具状态和钛合金孔出口质量有重要影响。温度过高时使钛合金切屑软化,容易滞留在排屑槽中,甚至粘附于前刀面,导致切削刃的切削能力减弱,孔出口处的一部分材料靠刀具的挤压去除,所以在出口处出现飞边及毛刺现象。较高的切削温度不仅降低加工孔的质量,同时也影响刀具的使用寿命。
4 结论
开展了钛合金螺旋铣孔试验研究,分析了加工参数对切削力、切削温度及制孔质量的影响,得出以下主要结论。
(1)在螺旋铣孔加工过程中,测量点的温度由于传热与散热相互影响而先上升后下降,局部温度曲线呈周期性波动,波动周期即为刀具公转周期。
(2)螺旋铣孔加工中Fx、Fy随刀具的公转呈周期性波动,在每个周期内,Fx、Fy大小及变化趋势一致,但存在90°的相位差。
(3)切削速度增加时,切削温度明显上升,切削力基本保持不变;轴向每齿进给量及切向每齿进给量增加,切削温度无明显变化,切削力上升。切削温度是影响钛合金加工孔表面质量的主要因素。切削温度高,切屑流动性变差,容易粘附在排屑槽中堵塞刀具,降低刀具的切削能力,导致在工件表面出口处有大量毛刺存在,降低加工孔的质量。
(4)在需同时保证加工效率及加工质量的前提下,应尽量选择大的切向每齿进给量、大的轴向每齿进给量和较低的切削速度。
[1]颜鸣皋, 吴学仁, 朱知寿. 航空材料技术的发展现状与展望[J]. 航空制造技术,2003(12): 19-25.
YAN Minggao, WU Xueren, ZHU Zhishou. Recent progress and prospects for aeronautical material technologies[J]. Aeronautical Manufacturing Technology, 2003(12): 19-25.
[2]曹春晓. 航空用钛合金的发展概况[J]. 航空科学技术,2005(4): 3-6.
CAO Chunxiao. General development situation of titanium alloys for aviation[J]. Aeronautical Science and Technology,2005(4): 3-6.
[3]王海艳. 难加工材料螺旋铣孔动力学研究[D].天津:天津大学, 2012.
WANG Haiyan. Study on dynamics in helical milling of difficult-tocut materials[D]. Tianjin: Tianjin University, 2012.
[4]DENKENA B, BOEHNKE D, DEGE J H. Helical milling of CFRP-titanium layer compounds[J]. CIRP Journal of Manufacturing Science and Technology,2008, 1: 64-69.
[5]BRINKSMEIER E, FANGMANN S, RENTSCH R. Drilling of composites and resulting surface integrity[J]. CIRP Annals - Manufacturing Technology, 2011, 60(1): 57-60.
[6]IYER R, KOSHY P, NG E. Helical milling: an enabling technology for hard machining precision holes in AISI D2 tool steel[J].International Journal of Machine Tools and Manufacture, 2007, 47(2): 205-210.
[7]SASAHARA H, KAWASAKI M, TSUTSUMI M. Helical feed milling with MQL for boring of aluminum alloy[J]. Journal of Advanced Mechanical Design Systems and Manufacturing, 2008, 2(6): 1030-1040.
[8]秦旭达, 陈仕茂, 刘伟成, 等. 螺旋铣孔技术在航空制造装配业中的发展应用[J]. 航空制造技术,2009(6): 58-60.
QIN Xuda, CHEN Shimao, LIU Weicheng, et al. Development and application of hole helical milling technology in aviation manufacturing assembly industry[J]. Aeronautical Manufacturing Technology,2009(6): 58-60.
[9]单以才, 李亮, 何宁, 等. 飞机壁板柔性装配螺旋铣孔单元的研制[J]. 工具技术, 2012(10): 46-49.
SHAN Yicai, LI Liang, HE Ning, et al. Development of helical milling unit for airplane panel flexible assembly[J]. Tool Engineering,2012(10):46-49.
[10]王红嵩. 难加工材料的螺旋铣孔技术研究[D].大连:大连理工大学, 2012.
WANG Hongsong. Helical milling of difficult-to-cut materials[D].Dalian: Dalian University of Technology, 2012.
[11]LI H, HE G, QIN X, et al. Tool wear and hole quality investigation in dry helical milling of Ti-6Al-4V alloy[J]. The International Journal of Advanced Manufacturing Technology, 2014, 71(5-8): 1511-1523.
[12]LI Z, LIU Q. Surface topography and roughness in hole-making by helical milling[J]. The International Journal of Advanced Manufacturing Technology, 2013, 66(9-12): 1415-1425.
[13]BRINKSMEIER E, FANGMANN S. Burr and cap formation by orbital drilling of aluminum[M]. Berlin: Springer, 2010: 31-45.
[14]QIN X, ZHANG X, LI H, et al. Comparative analyses on tool wear in helical milling of Ti-6Al-4V using diamond-coated tool and TiAlN-coated tool[J]. Journal of Advanced Mechanical Design, Systems and Manufacturing, 2014, 8(1).DOI:10.1299/jamdsm.2014jamdsm0004.
[15]孙晓太. CFRP/钛合金螺旋铣孔专用刀具优化与试验研究[D].天津: 天津大学, 2012.
SUN Xiaotai. Optimization and experimental research of helical milling special tool for CFRP/Titanium alloy[D]. Tianjin: Tianjin University,2012.
[16]ARAI M, OGAWA M. Effects of high pressure supply of coolant in drilling of titanium alloy[J]. Journal of Japan Institute of Light Metals,1997, 47: 139-144.
[17]ZEILMANN R P, WEINGAERTNER W L. Analysis of temperature during drilling of Ti6Al4V with minimal quantity of lubricant[J]. Journal of Materials Processing Technology, 2006, 179(1):124-127.
[18]魏树国, 吴照银, 马光锋. 钛合金的切削加工性及其改善方法[J]. 工具技术,2005(12): 50-52.
WEI Shuguo, WU Zhaoyin, MA Guangfeng. Machining feature and improving method of titanium alloy[J]. Tool Engineering,2005(12): 50-52.
[19]BRINKSMEIER E, FANGMANN S, MEYER I. Orbital drilling kinematics[J]. Production Engineering,2008, 2(3): 277-283.
[20]LIU J, REN C, QIN X, et al. Prediction of heat transfer process in helical milling[J]. The International Journal of Advanced Manufacturing Technology,2014, 72(5-8): 693-705.
[21]王奔, 高航, 毕铭智,等. C/E复合材料螺旋铣削制孔方法抑制缺陷产生的机理[J]. 机械工程学报,2012(15): 173-181.
WANG Ben, GAO Hang, BI Mingzhi, et al. Mechanism of reduction of damage during orbital drilling of C/E composites[J]. Journal of Mechanical Engineering,2012(15): 173-181.
[22]张伯霖, 杨庆东.高速切削技术及应用[M]. 北京:机械工业出版社, 2002:30.
ZHANG Bolin, YANG Qingdong. High speed cutting technology and application[M]. Beijing: China Machine Press, 2002:30.
