QT400-18球墨铸铁焊补工艺研究
2016-04-08赵悦光郭敏晁革新谷刚田逢甲陕西柴油机重工有限公司陕西兴平713105
赵悦光,郭敏,晁革新,谷刚,田逢甲(陕西柴油机重工有限公司,陕西兴平 713105)
QT400-18球墨铸铁焊补工艺研究
赵悦光,郭敏,晁革新,谷刚,田逢甲
(陕西柴油机重工有限公司,陕西兴平 713105)
摘要:球墨铸铁铸造生产中难免产生铸造缺陷,根据铸件技术要求可以采用焊补修复。然而,球墨铸铁含碳量高,焊接性能差,焊补过程中易产生白口组织和裂纹。通过对QT400-1 8球墨铸铁焊补工艺进行研究,制定严格的焊补工艺,通过与母材对比结果表明,选用Z408焊补后的硬度稍高,不适合用于加工面的焊补处理,Z308焊条焊补后的硬度与母材接近,可以用于加工面的焊补处理,Z308焊条和Z408焊条焊补后的抗拉强度和屈服强度基本与母材一致,不影响铸件的使用性能。
关键词:焊补;球墨铸铁;焊条;机械性能
铸铁是含碳量大于2%的铁碳合金,一般含有硅、锰元素及硫、磷杂质,有时还加入不同的合金元素,以便获得具有不同性能的铸铁。按碳在铸铁中存在的状态及形式的不同,可将铸铁分为灰铸铁、球墨铸铁、白口铸铁、可锻铸铁和蠕墨铸铁。使用较多的铸铁有灰铸铁和球墨铸铁,铸铁的含碳量高,脆性大,焊接性很差,在焊接过程中易产生白口组织和裂纹。白口组织是由于在铸铁补焊时,碳、硅等促进石墨化元素大量烧损,且补焊区冷速快,在焊缝区石墨化过程来不及进行而产生的。白口铸铁硬而脆,切削加工性能很差。选用适当的焊条和合理的焊补工艺可以保证焊补质量,避免出现白口组织。
1 球墨铸铁焊补难点
1.1球墨铸铁焊接裂纹产生原因
焊补裂纹通常发生在焊缝和热影响区,产生的原因是铸铁的抗拉强度低,塑性很差,而焊接应力较大,且接头存在白口组织时,由于白口组织的收缩率更大,裂纹倾向更加严重,甚至可使整条焊缝沿熔合线从母材上剥离下来。
1.2球墨铸铁焊接时存在的主要问题
1.2.1焊接接头易出现白口和淬硬组织
由于焊缝金属冷却速度快,不同于铸铁在型砂中的冷却速度,并有部分铸铁母材熔入焊缝,使焊缝的含碳量增高,热影响区的半熔化区和焊缝易产生马氏体淬硬组织,而母材易产生白口组织等性能较差的组织。
1.2.2焊接接头易出现冷裂纹和热裂纹
冷裂纹通常在400 ℃以下出现,产生原因是由于铸铁塑性差和焊接拘束应力的共同作用。热裂纹是因低熔点共晶和结晶过程中焊接应力的作用产生的。
2 QT400-18球墨铸铁焊补工艺研究
2.1QT400-18球墨铸铁机械性能要求
屈服强度σ0.2≥200 MPa,抗拉强度σb≥370 MPa,延伸率δ≥12%。
2.2试验方法与目的
采用电弧焊冷焊方式,选用常用的Z308和Z408焊条,分别对QT400-18牌号的球墨铸铁试样进行焊补,通过着色探伤和机械性能测试,验证焊补工艺的可行性与焊补的质量。
2.3焊条及母材
2.3.1Z308焊条成分及焊补特点
1) 焊条成分(质量分数w):Ni≥90%,Fe≤8.0%,C≤2.0%,Si≤2.5%。药皮为石墨型。
2) 焊接特点:Z308焊条的焊接性好,其焊缝塑性和抗裂性能好,焊缝强度大于等于250 MPa,熔合区白口宽度为0.05~0.1 mm,呈断续分布,切削加工性能也较好。因此对于重要铸件及位于加工表面上的缺陷通常采用此焊条。可不预热,焊后锤击以减少应力。
2.3.2Z408焊条成分及焊补特点
焊条成分(质量分数w):Ni45%~60%,C≤2.0%, Si≤2.0%,Mn≤1.5%,Cu4%~10%,Fe余量。药皮为石墨型。
焊接特点:焊接工艺性能好,焊条不发红,熔合性能好,用于焊补重要的高强度灰铸铁及球墨铸铁件。
2.3.3母材:QT400-18
2.4试样制备
2.4.1材质QT400-18试样
准备试样两组,每组试样6根,依次进行编号:1#-1、2#-1、3#-1试样按图1及表1进行加工,1#-2、2#-2、3#-2试样按图2加工。(因为开坡口的试样在焊补时可能轻微变形,所以焊补的试样直径比对比试样粗4 mm)。

表1 焊补试样加工要求
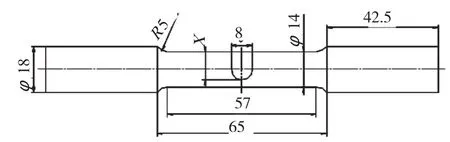
图1 焊补试样加工图
2.5焊补工艺
2.5.1焊前准备
1)用砂轮对需焊补部位进行坡口修磨,坡口底部宽度不小于5 mm,坡口小于30°。
2)选用Z308(Z408)焊条,直径φ3.2 mm,焊前焊条烘干温度100~120 ℃,保温2 h。
3)焊条放置在保温桶内待用。
4)对近焊补部位的非焊补面进行保护。
5)选用直流焊机。
6)铸件电焊工(高级工以上)进行焊补操作。
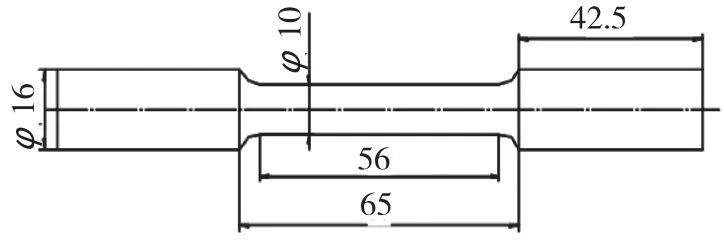
图2 对比试样加工图
2.5.2施焊过程
1)采用直流反接,焊接电流90~110 A。
2)对焊补部位进行预热,温度180~220 ℃。
3)分段焊补,每次熄弧后立即用小尖锤敲击焊补区,用钢刷将焊渣清理干净,检查是否有焊补缺陷,如有缺陷必须打磨消除,然后接着焊补下一道,直到U型槽填满。
4)焊完后待焊补区冷却至常温后打磨光滑,表面达到探伤要求,用着色、磁粉探伤法初步检验焊补质量。
5)焊后24 h后用着色探伤法对焊补质量终检。
6)按照图2重新加工焊补试样。
2.6力学性能检验内容
Z308焊条焊补QT400-18母材后试样的机械性能以及对比试样的机械性能。
Z408焊条焊补QT400-18母材后试样的机械性能以及对比试样的机械性能。
3 QT400-18焊补试验结果
3.1Z308焊条焊补QT400-18(母材)试验过程及结果
按照2.4制定的焊补工艺将提前准备的两组试样中的一组1#-1、2#-1、3#-1的QT400-18试样焊补好。将焊补后经着色探伤的试样加工为φ10的标准试样,并同对比试样一起做机械性能试验,试验结果如表2。通过试验结果可以看出,焊缝屈服强度和抗拉强度均达到母材的70%以上,图3、图4、图5分别为焊补试样的屈服强度、抗拉强度、延伸率、硬度与母材对比的柱状图,可以看出焊补试样的屈服强度和抗拉强度与母材的性能基本一致,焊补试样的延伸率比母材稍低,但与技术要求相比相差不多,焊补试样的硬度比母材稍高,与技术要求相差不多,基本满足技术要求。3.2 Z408焊条焊补QT400-18(母材)试验过程及结果
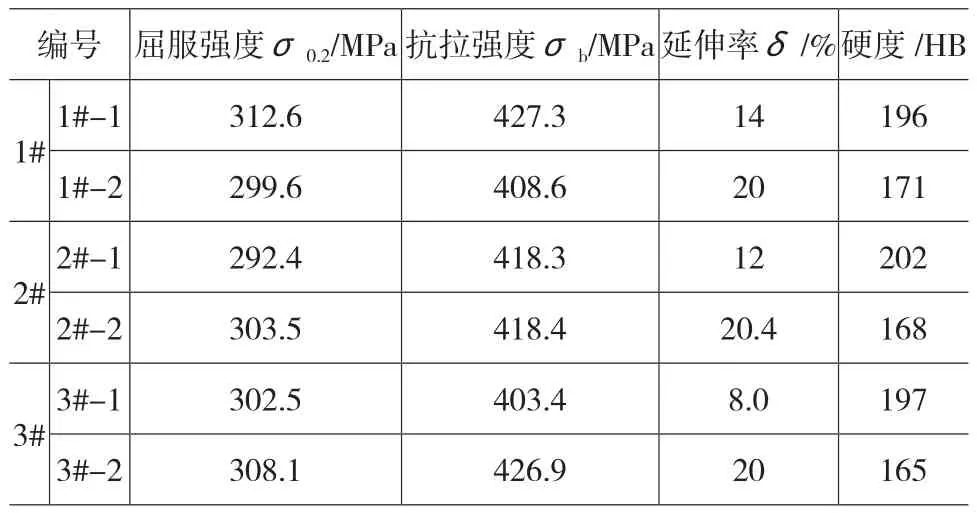
表2 Z308焊条焊补QT400- 18机械性能试验结果
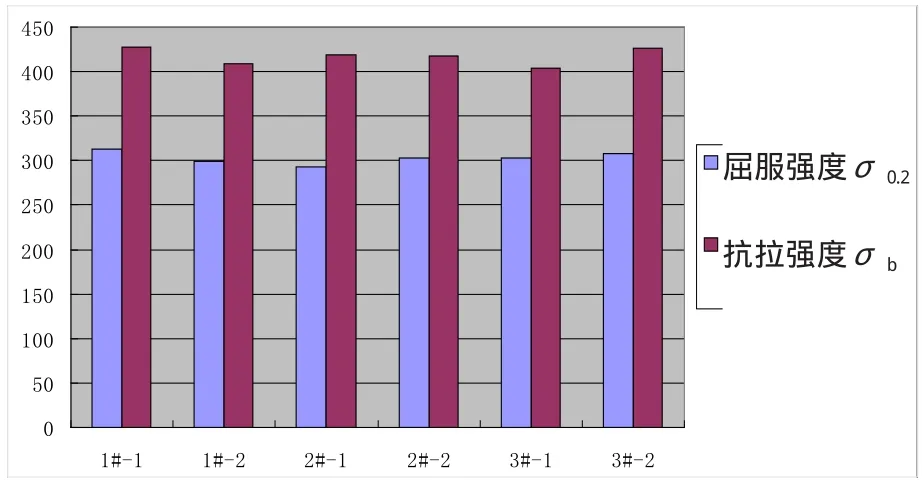
图3 Z308焊条焊补QT400- 18试样屈服强度、抗拉强度与母材的对比图

图4 Z308焊条焊补QT400- 18试样延伸率与母材的对比图
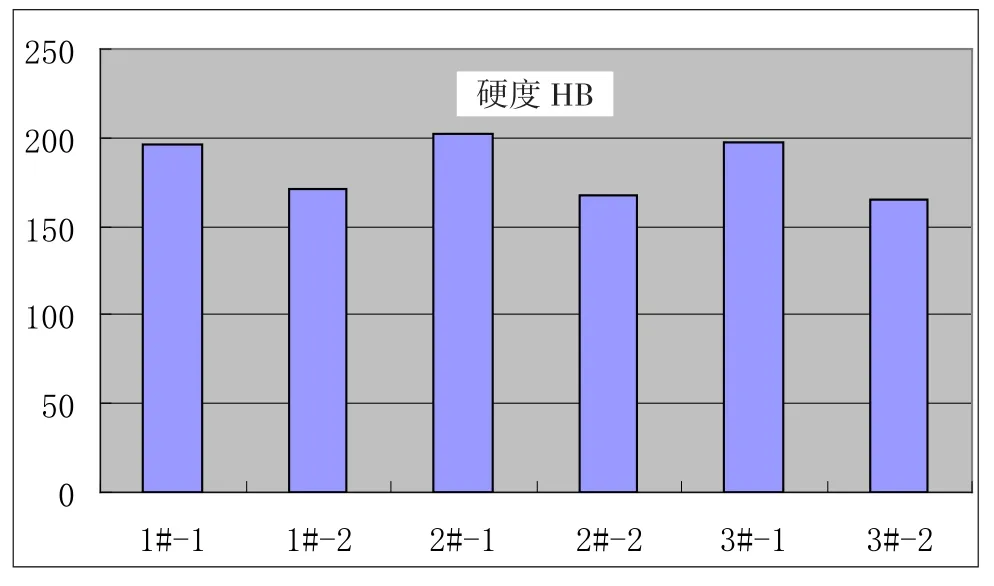
图5 Z308焊条焊补QT400- 18试样硬度与母材的对比图
按照2.4制定的工艺将提前准备的两组试样中的一组1#-1、2#-1、3#-1的QT400-18试样焊补好。将焊补后经着色探伤的试样加工为φ10 mm的标准试样,并同对比试样一起做机械性能试验,试验结果如表3。通过试验结果可以看出,焊缝屈服强度和抗拉强度均达到母材的70%以上,图6、图7、图8分别为焊补试样的屈服强度、抗拉强度、延伸率、硬度与母材对比的柱状图,可以看出焊补试样的屈服强度与母材的性能基本一致,抗拉强度比母材稍高,焊补试样的延伸率比母材稍低,但与技术要求相比相差不多,焊补试样的硬度比母材稍高,与技术要求相差不多,基本满足技术要求。
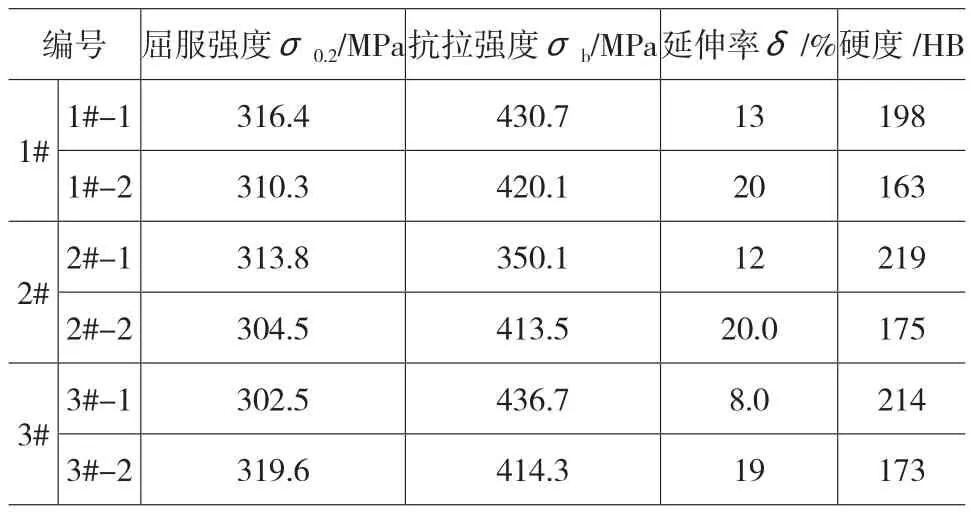
表3 Z408焊条焊补QT400- 18机械性能试验结果
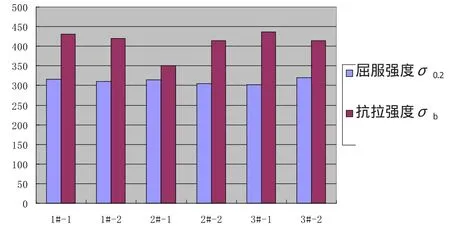
图6 Z408焊条焊补QT400- 18试样屈服强度、抗拉强度与母材的对比图
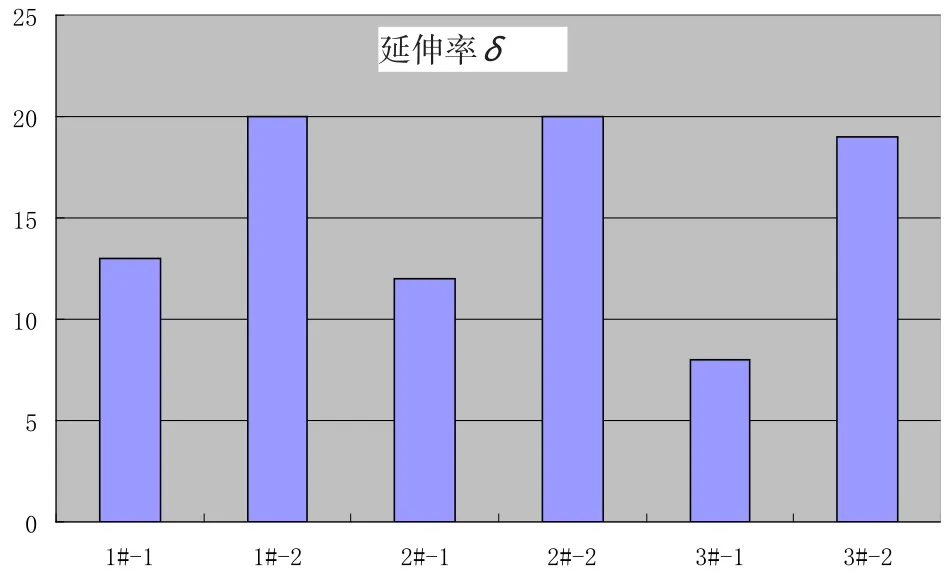
图7 Z408焊条焊补QT400- 18试样延伸率与母材的对比图
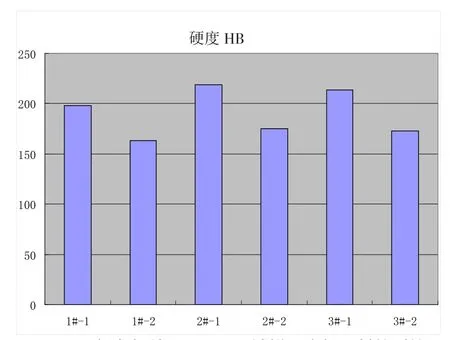
图8 Z408焊条焊补QT400- 18试样硬度与母材的对比图
4 试验结论
从试验结果可以以看出:
1)Z308焊条焊补的试样屈服强度和抗拉强度基本与母材一致,延伸率稍低,硬度稍高,与技术要求接近,不影响铸件的使用。
2)Z408焊条焊补的试样屈服强度和抗拉强度比母材稍高,延伸率稍低,硬度比母材高,与技术要求接近,不影响铸件的使用。
3)从实验结果可以看出Z408焊条焊补的抗拉强度和硬度均比Z308焊条焊补的抗拉强度和硬度高,因而,Z408机械加工性能不如Z308焊条,所以在加工面上需要焊补处理的铸件大多使用Z308焊条,非加工部位可以使用Z408焊条。
参考文献
[1] 中国机械工程学会铸造专业学会.铸造手册(第5卷):铸造工艺[M].北京:机械工业出版社,2003.1:750- 756.
[2] 赵永昌,张旺.谈铸铁的焊接技术[J]. 科技创业家,2012,(4):185.
[3] 王功胜.浅谈铸铁零件的焊修[J]. 铸造工程,2008,32(2).
[4] 姜德,李卫权.大型铸铁构件焊接修复方案[J]. 焊接技术, 2003,32(2):61.
[5] 王功胜 .浅谈铸铁件的焊接修理[J].中国铸造装备与技术,2008(1):31- 33.
[6] 袁训锋,柯昌珍,陈武彦,田敏.不锈钢平板焊接过程的温度场模拟[J].中国铸造装备与技术,2015(1).
[7] 陈得润,罗永建,马进,等.大直径薄壁核电环类铸件焊接防变形技术[J].中国铸造装备与技术,2012(4).
业界资讯 Information
2016年“圣泉杯”全国铸造行业优秀青年人才奖评选工作即将启动
为推进全国铸造行业青年人才队伍建设,鼓励在本职工作中业绩突出的青年铸造工作者,经中国机械工程学会批准,在全国铸造行业范围内设立“全国铸造行业优秀青年人才奖”。该奖项评选工作由中国机械工程学会铸造分会组织实施。
201 5年10月26日,在“201 5中国铸造活动周”开幕式上,举行了隆重的2015年度“圣泉杯”全国铸造行业优秀青年人才奖颁奖典礼。大连理工大学王同敏教授,华中科技大学周建新教授,沈阳铸造研究所刘时兵先生,清华大学刘源教授,温州瑞明工业股份有限公司徐海登先生,亚新科山西国际铸造有限公司姬应渠先生及广西玉柴机器股份有限公司廖文东先生荣获201 5年度“圣泉杯”全国铸造行业优秀青年人才奖。
2016年“圣泉杯”全国铸造行业优秀青年人才奖评选推荐工作将于2016年3月1日正式启动,敬请关注!
(中国机械工程学会铸造分会)
Study on the welding process technology of QT400-18 nodular cast iron
ZHAO YueGuang,GUO Min,CHAO GeXin,GU Gang,TIAN FenGjia
(Shaanxi Diesel Engine Heavy Industry Co., Ltd.,XingPing 713105,Shaanxi,China)
Abstract:Nodular cast iron will inevitably produce casting defects in production .It can be use welding repair according to the technical requirements , however, nodular cast iron with high carbon content, poor welding performance, easy to produce white structure and crack during welding process. This paper study on the QT400-18 iron welding process. formulate strict welding process, compared with the matrix material. The results show that the hardness is slightly high and not suitable for reinforcing treatment for machining surface after selected Z408 welding rod . The hardness was closed to the base material selected Z308 welding rod , it can be complement treatment for machining surface, tensile strength and the yield strength were closed to the base material after using Z408 welding rod and Z308 welding rod , the welding quality does not affect the properties of castings.
Keywords:welding repair;nodular cast iron;welding rod;mechanical properties
作者简介:赵悦光(1984—),男,工程师,主要从事铸造工艺设计.
收稿日期:2015- 08- 03
DOI:10.3969/j.issn.1 006-9 658.2016.01 .001
中图分类号:TG457.12;
文献标识码:A;
文章编号:1 006-9 658(2016)01 -0001 -04
稿件编号:1508- 1017
