压铸模具适应性改进设计及保护措施分析
2016-03-17刘志祥
刘志祥

摘 要:系统分析了压铸模具的适应性改进设计,并提出了一系列模具保护措施,以期为相关单位的研究提供有益的参考和借鉴。
关键词:压铸模具;改进设计;保护措施;脱模剂
中图分类号:TG231 文献标识码:A DOI:10.15913/j.cnki.kjycx.2016.05.131
所谓“压铸模具”,是指在专用压铸模锻机上铸造液态模锻的方法。随着压铸自动化进程的不断推进,压铸模具的改进设计变得越来越重要。但在改进过程中,需要采取有效的模具保护措施。因此,本文就压铸模具适应性改进设计及其保护措施进行了探讨。
1 压铸模具的适应性改进
在模具的生产中,预防模具故障是一项长期且困难的工作,任何问题都会在自动化生产过程中埋下安全隐患,进而生产出大量的废品,为企业造成不必要的经济损失。因此,相关工作人员必须在设计阶段完善模具设计。
1.1 液压缸替换斜导柱
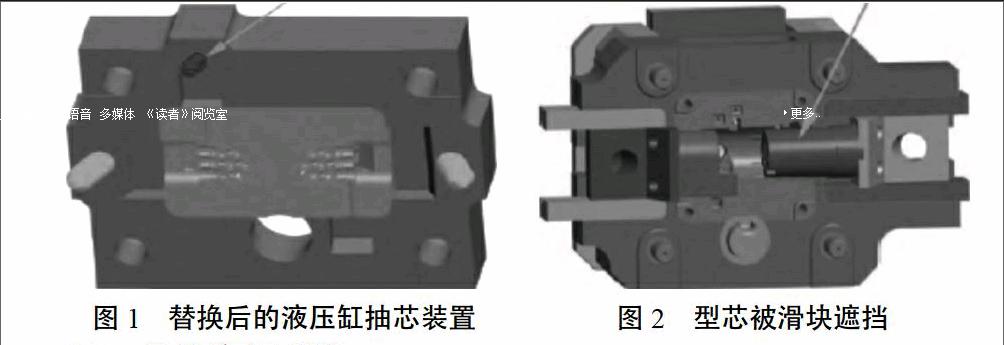
在压铸模具的自动化生产中,包含脱模剂喷涂环节。目前,常用的喷雾机多为两轴伺服系统喷雾机和老式的铜管喷头式喷雾机。喷涂系统的喷头在模具分型后,从模具顶部垂直进入,并根据控制系统的指令,以一定的速度上、下移动喷头,对模具的动模、定模表面进行脱模剂喷涂和吹气动作。由于喷头从模具顶部进入会影响喷雾机的正确动作,甚至损坏喷雾机,因此,需要用液压缸抽芯装置替换斜导柱抽芯装置,如图1所示。
由于自动喷雾机是按设定好的程序喷涂的,所以,其喷涂的灵活性较差,无法持续喷涂某一部位。特别是对于大型滑块而言,开模后滑块背面的型芯会被遮挡,无法实现有效喷涂,如图2所示。因此,需要在模具滑块部位适当增加“内喷涂”系统,从而实现对滑块背面的补充喷涂。
1.2 优化冷却系统
模具的温度是非常重要的压铸工艺参数之一,它会影响铸件的外观、填充时间、填充速度、压力传递等。因此,正确、恒定的模具温度是生产优质铸件、提高生产率、降低废品率和延长模具寿命的基本前提。自动化生产加快了模具生产的速度,加之自动喷涂时间比人工喷涂时间短,导致模具在生产时的温度较高。因此,自动化生产中对压铸模具冷却系统的要求非常严格,冷却水道的布置、点冷却的设置必须科学、合理,以往设置直通式冷却水道或不设置冷却水道的方法已无法满足新形势下的模具生产要求。
在设计冷却系统时,设计人员必须详细了解压铸模具的工艺参数。在整个铸造过程中,注入模具中的金属液是唯一的热量来源。因此,设计人员必须考虑压铸模能否起到“散热器”的作用,并详细计算金属液释放的热量和模具冷却系统吸收的热量。当压铸模具释放的热量、冷却流体循环带走的热量与不断浇注的金属液释放的热量趋于一致时,压铸模具可达到热平衡。
为了使冷却系统的设计最优化,可采用压铸CAE软件模拟计算,并优化原有的冷却系统,确保模具的温度均衡、一致。
1.3 提升模具型芯的可靠性
要想提升模具型芯的可靠性,可从模具型芯的弯曲断裂和模具型芯的后退现象入手。
对于模具型芯的弯曲断裂现象,可采取以下解决措施:①严格控制型芯的长径比,以降低其弯曲的可能性。②模具内浇口不可直接对准模具型芯。③尽量缩小型芯孔口部的倒角,避免使用台阶型芯,从而消除应力集中现象,如图3所示。④采用优质的钢材、合适的热处理工艺,从而提高型芯的质量。⑤处理型芯表面,减小其抱紧力。
一般情况下,型芯的尾部由1个内六角锥端紧定螺钉固定,但在型芯使用的过程中,螺钉可能会松动或在更换型芯后未被拧紧,导致型芯后退。针对该问题,常用的解决方法是使用2个内六角锥端紧定螺钉固定型芯的尾部,并加强对模具的检查和验收,从而确保型芯在生产过程中不后退。
1.4 提升顶出系统的稳定性
模具顶出系统的设计涉及的计算内容较多,多数情况下,模具厂会凭借经验设置顶出杆的数量、直径和顶出板的厚度,且不校核顶出杆的稳定性、变形量,导致在使用过程中常出现顶出杆弯曲、断裂的现象,进而损毁模具。因此,为了满足压铸模具自动化生产的要求,相关人员必须核对顶出杆的稳定性、受推面积等。此外,顶出板回程限位块的设置也非常重要。目前,多数回程限位块采用圆形限位,限位块与顶出板的接触面积较小,长期使用后,限位块常发生变形的情况,进而导致顶出板限位不可靠、顶出杆痕迹高出铸件表面,严重影响了后续机械加工定位的可靠性,甚至导致铸件报废。因此,在顶出杆的设置中,应尽可能地避免铸件黏在铸模上,必要时应设置自动向顶出杆注油的辅助装置,以免出现顶出杆卡壳的情况,从而确保铸件的顺利顶出。
2 模具的保护措施
压铸模具的自动化生产存在以下缺陷:①工作人员难以及时发现残缺的模具;②模具或渣包黏在铸模上或未完全掉落,进而导致模具损坏;③如果模具或渣包未完全掉落,则可能在下一次生产中出现模具废料伤人的事故。
因此,在确保模具具有稳定性的同时,还要采取一些必要的模具保护措施。比如,采用带有检测器的压铸模具、商品化的多功能模具监视保护系统。该系统可检测模具表面是否残留有异物或存在滑块错位的情况,压铸成形后,可检测模具是否黏在铸模上、是否符合预期成形的要求,从而快速判定模具是否合格,有效解决在温度较高的自动工作状态下人工难以发现的问题,避免因再次合模而造成二次损失。
3 结束语
综上所述,压铸模具的适应性改进设计在模具生产中有较大的现实意义。因此,相关工作人员需要采取有效的模具保护措施,从而提升压铸模具自动化生产的效率。
参考文献
[1]朱超,韩雄伟.锌合金压铸模具浇注系统改进设计[J].特种铸造及有色合金,2015(02).
[2]张铁军,王明光,李培杰,等.锌合金压铸射嘴身失效分析与提高其使用寿命的研究[J].特种铸造及有色合金,2012(07).
〔编辑:张思楠〕
