超重力技术在蒽醌法制备双氧水上应用的初步探索
2016-02-09吕昀祖周红军
吕昀祖,周红军,徐 泉
中国石油大学(北京)新能源研究院,北京 102249
超重力技术在蒽醌法制备双氧水上应用的初步探索
吕昀祖,周红军,徐 泉*
中国石油大学(北京)新能源研究院,北京 102249
自主设计并搭建了一套超重力反应装置以研究超重力技术在蒽醌法生产双氧水上的应用。实验分别考察蒽醌加氢在超重力单程加氢操作和循环加氢操作下的氢效以及时空收率。实验结果表明在超重力反应系统中,当转速在350~400 r/min时加氢效率最高;在40~60 ℃,0.1~0.3 MPa的条件下,随温度和压力升高氢效有所提高。同时实验发现在相同反应条件下,循环加氢的操作方法虽然可以得到较高的氢效但同时极大地降低了时空收率。用超重力技术单程加氢的操作方法可以得到的产品时空收率为27.9 g(H2O2)/L(cat.)·h,远高于同条件下的采用固定床加氢的产品时空收率(12.7~16.5 g(H2O2)/L(cat.)·h)。因此本文认为采用连续的单程加氢的超重力技术在蒽醌法制备双氧水上更具经济性。
超重力技术; 循环加氢;单程加氢;蒽醌法; 双氧水制备
0 引言
双氧水是重要的石油化工原料和精细化工产品,作为绿色氧化剂、漂白剂、消毒剂,现已被广泛应用于造纸[1]、医药[2]、化学品合成[3]、电子[4]、食品加工[5]、纺织[6]、环境保护[7]等诸多领域。工业上有多种生产双氧水的工艺[8],在经历多次技术更迭之后,目前蒽醌法生产双氧水工艺被应用于工业实际生产中[9]。我国大规模生产双氧水起步较晚,但生产能力增长迅速,从1984年产量只有2.8万t/a到2014年产量达900万t/a,尤其在2009年,我国双氧水生产的产量和产能一跃超越美国,稳居世界第一[10]。
近些年来由于双氧水生产技术的日趋成熟,国内对双氧水生产方面的研究,更多侧重于解决工业实际生产中所面临的一些问题和生产流程上的优化[11-14],并没有在生产技术上做创新性研究。国外近些年热衷于用氢氧直接合成法生产双氧水[15-16]。以H2和O2为原料在催化剂作用下直接合成过氧化氢,这一方法看上去最直接、最环保、最经济,十分符合化学工业中崇尚的原子经济原则。但由于实际反应过程中存在一些平行副反应与连续副反应,而且这些副反应是放热反应,所以反应程度很难控制,过氧化氢浓度和收率一直比较低。另外氢氧直接合成法的最主要问题还是有极大的安全隐患,加之生产工艺以及设备的要求苛刻、昂贵生产成本,使得此法目前还无法实现工业化。虽然氢氧直接合成法存在一些缺点,但经过了多年的不断改进,反应过程已经逐渐可控,Degussa-Headwaters的相关报道认为[17]在氢氧直接合成方法中使用活性炭表面负载的纳米钯颗粒催化剂,溶剂采用醇一类的物质以及控制可燃限值以外的氢气浓度是有可能实现工业化氢氧直接合成过氧化氢的。此外这种方法在环保和生产成本上具有的独特优势,用该方法替代现有过氧化氢生产方法十分可能。
工业上在不同阶段曾出现过多种双氧水生产工艺,随着科学的进步,绿色化工的不断发展,双氧水制备方法由电解法[18],异丙醇法[19-20]逐渐演变为蒽醌法。电解法电耗高、铂电极因损耗需要补充,设备单元生产能力低;异丙醇法在生产过程中会产生副产品丙酮,需要对丙酮和过氧化氢进行分离。而蒽醌法完美克服了上述两种方法的缺点,具有电耗低、工作液可循环使用、设备安全、无副产品生成等优点,直到现在,蒽醌法仍然是全球过氧化氢厂商最主要的生产方法[21]。
蒽醌法固定床生产工艺一般分为氢化、氧化、萃取、后处理等4个主要步骤。其中氢化是整个工艺的核心,氢化效率的提高会直接使得产能和经济效益提高。解决氢化过程中氢化液降解和降解物在催化剂表面堆积两大问题,有利于实现现行双氧水生产工艺的扩大再生产[9]。
国内现行的双氧水生产工艺大多以固定床为主,而固定床受制于重力影响,导致液体经流床层速度慢、催化剂液膜较厚,这不利于气液固三相充分接触反应。由蒽醌加氢动力学可知,蒽醌(EAQ)和四氢蒽醌(H4EAQ)的氢化反应对蒽醌浓度均为0级反应,对氢气分压均为1级反应[9,22-24]。蒽醌氢化过程中有明显的内扩散和外扩散阻力[25],在存在搅拌的情况下,外扩散阻力随搅拌速度的增加而逐渐减小[25-26],而外扩散阻力的减少有利于工作液充分反应,加快氢化速率从而提高氢效。因此本文考虑通过外场强化的方式来加强反应体系中的传质过程,以提高实际生产的时空收率。
超重力技术是外场强化技术的一种。超重力技术通过创造高速旋转产生的离心力来增大加速度,模拟超重力环境,实现微观混合和传质过程的强化。该技术通过转子高速旋转,使附着在催化剂表面上的液膜在反应器中受到较大的离心力。液膜由于受到离心力作用变薄,有利于气相通过液膜,使得气液固三相可以充分接触完成化学反应,加强反应传质传热。在超重力环境下,不同分子间的扩散和相间传递过程均比普通重力环境下要迅速得多,气液、液液、液固、气液固多相在超重力条件下的多孔介质或填料孔道中产生逆流、错流或并流接触,超重力产生的巨大剪切力和快速更新的相界面,使相间传质速率比传统的塔器高出1~2个数量级,微观混合和传递过程得到了巨大强化[27-28]。超重力技术现已广泛应用于分离工业[29-30]、纳米材料制备[31]、快速反应[29,32-33]和多相催化反应[33-36]等方面。本文首次探讨了超重力技术在生产双氧水工艺上的可行性,通过多组实验对比,发现利用超重力技术可以明显提高双氧水生产工艺的时空收率,而且超重力反应器具有设备体积小、投资低,维修方便,设备成本与传统的传质塔设备相比大大减少等特点。因此,超重力技术有利于提高现有双氧水生产工艺的产能同时降低投资以及运行成本。
1 超重力反应系统的设计
超重力旋转反应器是整个系统的核心,其结构如图1所示,气相和液相物料通过中心管1中的狭缝喷淋进入超重力旋转反应器内,经由高速旋转的承载有催化剂的转子3内缘壁上的狭缝进入催化剂填料层,气液两相在高速旋转的催化床层中强烈混合、湍动,与固体催化剂间进行传质与反应,反应后的气液两相再流经转子外缘壁上的狭缝由离心力甩至反应器外腔,液体甩至壳体壁上汇集到壳体底部和气体共同经由反应器出口9流出,后接气液分离灌,实现气液分离。
反应器转子由开孔金属圆筒与金属丝网包裹组成,反应器转子中心贯穿焊接支撑轴,腔层为催化剂填料床层,大孔金属丝网为气液流入与流出的通道,转子上部密封,底部端盖通过螺母、衬套、螺栓与转子连接密封,可拆卸,便于装填催化剂。转子下端盖中部是通过限位销和花键与传动轴固定,转子与传动轴联接十分牢固,在转动过程中可保持平衡。支撑轴上部与机械密封装置嵌套,机械密封支撑圆盘与反应器外壳通过12个螺栓拉紧。

图1 超重力反应器结构示意图Fig. 1 Rotating Packed Bed (RPB) structure diagram
液体分布管在旋转反应器内是静止不动的,结构见图2。它位于旋转反应器支撑轴内部,是旋转反应器的重要部件。它的结构直接影响液体在催化剂床层的分布情况。由于开缝液体分布管具有不易堵塞,易加工等优点,结合成本及加工难易程度的考虑,本设计中采用直管式横向开缝分布管。

图2 液体分布管结构示意图Fig. 2 Schematic diagram of the liquid distribution pipe
本文超重力实验装置如图3所示。本套超重力装置共由原料罐、工作泵、水浴槽、超重力反应器和储液罐等共5部分组成。其中包含两个循环系统,即原料加热循环系统和工作液连续反应循环系统。原料加热循环系统由原料罐、工作泵和水浴槽3部分组成,工作液由工作泵从原料罐中抽出,经水浴槽重新流回原料罐,实现对工作液的循环快速加热;工作液连续反应系统由原料罐、工作泵、水浴槽、超重力反应器和储液罐组成,工作液由工作泵从原料罐中抽出,经水浴槽、超重力反应器和储液罐重新流回原料罐,实现工作液连续反应。实验操作分为单程实验操作和循环实验操作两种。单程实验操作即不开启工作液连续反应循环系统,一次走样采集样品,得到的数据。循环操作即开启工作液连续反应循环系统,经多次循环采集样品,得到数据。

图3 超重力反应器蒽醌法制双氧水流程图Fig. 3 The fowchart of RPB reactor prepared hydrogen peroxide by anthraquinone process
2 实验部分
2.1 单程加氢实验操作
先将催化剂放置于旋转填料床中,然后盖紧法兰盘,通氮气检验装置气密性。随后通入氢气,持续8 h,使催化剂还原激活。关闭反应器前工作液进料阀,开启原料加热循环系统,将工作液预热至设定温度,然后使反应器内压力与钢瓶出口压力保持平衡。待装置稳定后,调节变频器频率,设定转速,打开反应器前进料阀门,反应开始,从储液罐中取样分析。
2.2 循环加氢实验操作
先将催化剂放置于旋转填料床中,盖紧法兰盘。随后通入氢气,持续8 h,使催化剂还原激活。关闭反应器前工作液进料阀,开启原料加热循环系统,将工作液预热至设定温度,然后使反应器内压力与钢瓶出口压力保持平衡,待装置稳定后,调节变频器频率,设定转速,打开反应器前进料阀门,并开启工作液连续反应系统,反应开始。从储液罐中取样分析,每隔5分钟取一次样。
3 结果与讨论
3.1 单程实验
3.1.1 转速对单程反应效果的影响
在压力0.2 MPa,温度60 ℃,工作液流量870 mL/min的条件下,首先考察了转速对结果的影响,其结果如图4所示。

图4 转速对单程蒽醌加氢的影响Fig. 4 The infuence of rotate speed on one-way anthraquinone hydrogenation
当反应器静止时(此时可看成是固定床反应器),氢化效率为1.85 g/L,随转速提高,蒽醌的氢效(氢化效率)也随之增大,并在390 r/min时达到最大,当转速继续增大,氢效有降低的趋势。这是因为随着转速增大,超重力旋转填料层内催化剂表面的液膜厚度和液滴都大大减小,增加了气液间的接触面积,减小了氢气向工作液和催化剂孔道内的传质阻力,提高了氢气的传质速率。同时旋转使得工作液液滴获得了周向速度,使得工作液不仅仅在径向流通,实际的流通路径更为复杂,有助于工作液在催化剂层的分散,催化剂的利用率进一步增大,促使氢效提高。在转速增大到560 r/min以上,蒽醌加氢效率开始降低。分析可能是转速过高导致工作液周向速度过快,流道发生短路致使工作液停留时间太短,催化剂利用率降低。
3.1.2 温度对单程反应效果的影响
在压力0.2 MPa,转速390 r/min,流量870 mL/min的条件下考察了温度对加氢效果的影响,结果见图5。随着温度升高氢效逐渐增加,且在60 ℃时氢效值达到最高,之后随温度增大,氢效开始降低。这和固定床的变化趋势相近。升高温度可使物质分子获得更大的动能,很大程度上增加了氢气分子、蒽醌分子与催化剂活性中心三者之间相互的碰撞机会,从而加快了反应速率,提高了催化剂活性,氢化效率因此提高。但是随着反应温度的继续上升,副反应的生成速率也增大,加氢选择性开始降低,不利于目标产物的生成,使得氢化效率反而降低。这主要还是由反应自身的特点所决定的。

图5 温度对单程蒽醌加氢的影响Fig. 5 The infuence of temperature on one-way anthraquinone hydrogenation
3.1.3 压力对单程反应效果的影响
在温度60 ℃,转速390 r/min,流量870 mL/min条件下考察了压力对加氢效果的影响,结果见图6。在0.10~0.30 MPa压力范围内,氢效随压力的增大而增加。反应动力学表明,2-乙基蒽醌及2-乙基四氢蒽醌的氢化反应对氢气分压均为一级,提高氢气压力,氢化反应速度也会相应提高。同时随着氢气压力的增大,其在蒽醌工作液中的溶解度也进一步增加,可以增大氢气分子同催化剂活性中心的接触概率,从而提高氢化效率。

图6 压力对单程蒽醌加氢的影响Fig. 6 The infuence of pressure on one-way anthraquinone hydrogenation
3.2 循环实验
3.2.1 转速对循环反应效果的影响
在压力0.2 MPa,温度55 ℃,工作液流量870 mL/min的条件下考察转速对循环加氢效果的影响。从图7中可以看出,当转速达到336 r/min 时,其加氢效率达到最大,当继续增大转速后,加氢效率有明显降低的趋势。这是因为,一方面转速增大时,液滴会受到更大的离心力,加快了液滴流出反应器的速度,以致相同时间内反应相对不完全。另一方面,受表面张力的作用,与催化剂接触的液滴会相对较慢地流出反应器,而未与催化剂接触的液滴则会相对较快地流出反应器,从而造成工作液在相同时空内生产能力降低。

图7 转速对循环蒽醌加氢的影响Fig. 7 The infuence of rotate speed on circulatory anthraquinone hydrogenation
3.2.2 温度对循环反应效果的影响
在压力0.2 MPa,转速336 r/min,流量870 mL/min条件下考察了温度对于加氢效果的影响。从图8中可以明显地看出,蒽醌加氢效率随温度升高而升高,尤其在达到45 ℃后会有明显的提升,当温度达到55 ℃后,加氢效率便没有明显地提高。这可能由于在反应伊始体系温度的提高,使得活化分子增多,大大增加了有效碰撞的机率。但同时由于工作液液滴受到较大的离心力作用,在反应器中驻留时间比较短,部分活化分子不能及时与氢气、催化剂同时接触就流出反应体系,即不能发生有效反应,所以在相对高温条件下,虽然活化因子较多,但加氢效率的提高却没那么明显。

图8 温度对循环蒽醌加氢的影响Fig. 8 The infuence of temperature on circulatory anthraquinone hydrogenation
3.2.3 压力对循环反应效果的影响
在温度55 ℃,转速336 r/min,流量870 mL/min条件下考察了压力对于加氢效果的影响。从图9中可以看出,蒽醌的加氢效率随压力升高而升高,尤其在0.15~0.25 MPa之间,压力影响显著。压力的增加使得有更多的氢气分子可以在反应器中参与反应,因而加氢效率随压力的增大而提高。但当压力大于0.25 MPa后,加氢效率的提高没有那么明显。
3.3 超重力生产工艺与固定床生产工艺的比较
从图10中可看出,就超重力反应器而言,循环加氢虽然氢化效率高于单程加氢,但是由于延长反应时间而损失了巨大的时空收率,降低了经济性,因此对于此反应设备,连续的单程加氢较循环加氢是更为合适的操作方式。
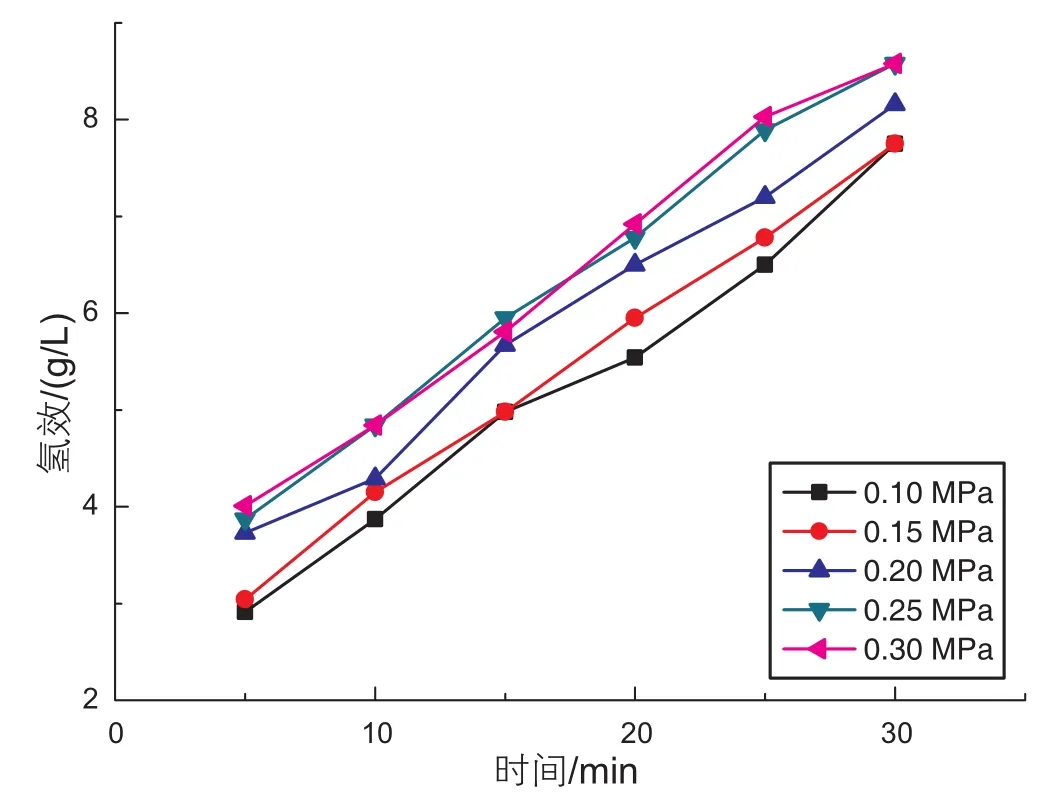
图9 压力对循环蒽醌加氢的影响Fig. 9 The infuence of pressure on circulatory anthraquinone hydrogenation

图10 不同循环时间的氢化液的氢化效率与时空收率Fig. 10 Hydrogenated liquid hydrogenation efficiency and the space-time yield under different cycle time
表1对比了本课题组自行设计的固定床单程加氢和超重力单程加氢的实验结果。从表中可以看出,在相同反应条件下,在单程加氢的操作方式下,超重力技术与传统固定床相比,氢效由1.8 g/L提高至3.1 g/L,时空收率由12.7~16.5 g(H2O2)/L(cat.)·h提高至27.9 g(H2O2)/L(cat.)·h。尽管超重力反应器径向高度低于固定床的轴向高度,但由于超重力场的存在,使得反应器内工作液产生的湍动更剧烈,气液固接触效果更好,加氢效率更高。同时虽然超重力反应器催化剂装填量及工作液流量均较固定床多出很多,但其时空收率也比固定床高出很多。

表1 超重力生产工艺与固定床生产工艺的对比Table 1 Compare the production processes of rotating packed bed and fxed bed
4 结论与展望
(1) 实验结果表明,适当的转速可以使生产效率有明显提高,当转速在350~400 r/min时生产效率最优。当效率超过这一数值时,会导致工作液径向速度过快,驻留反应系统时间过短,催化剂利用率降低,反而不利于氢化效率的提高。
(2) 压力和温度对超重力反应体系的影响和在固定床上类似,即加氢效率随压力和温度的增高而增大。但由于超重力场的存在,会使得液滴在反应器内的反应时间大大减少,所以当压力大于0.25 MPa,温度高于55 ℃后,氢效便没有明显的提高。
(3) 虽然循环加氢的氢化效率高于单程加氢,但其时空收率却明显下降,不具有经济性,连续的单程加氢较循环加氢是更为合适的操作方式。
(4) 同固定床生产工艺相比,超重力反应器由于超重力场的存在,使得气液固接触效果更好,加氢效率更高。超重力单程蒽醌加氢的时空收率比固定床高出很多,超重力反应器对于提高蒽醌加氢效率和时空收率有一定借鉴意义,值得深入研究。
(5) 与传统固定床相比,超重力技术在双氧水生产上具有不可比拟的优势,具有设备造价更低廉,体积小,反应流程快等优点。但由于超重力技术对设备本身要求较高,如设备耐磨耐腐蚀性要好、设备需同轴等,这对设备的自身的制造提出更高的要求。同时,在超重力场内,液滴驻留时间短,这就要求反应速度应更快,催化剂催化能力应更高。
[1]LACHENAL D, BOURNE C, CHOUDENS C D. Process for bleaching a mechanical pulp with hydrogen peroxide: US 4756798[P]. 1988.
[2]PURDEY M S, CONNAUGHTON H S, WHITING S, et al. Boronate probes for the detection of hydrogen peroxide release from human spermatozoa[J]. Free Radical Biology and Medicine, 2015, 81: 69-76.
[3]CHEN X, ZHANG J, FU X, et al. Fe-g-C3N4-catalyzed oxidation of benzene to phenol using hydrogen peroxide and visible light[J]. Journal of the American Chemical Society, 2009, 131(33): 11 658-11 659.
[4]YANG H, LIU J, YANG J. Leaching copper from shredded particles of waste printed circuit boards[J]. Journal of Hazardous Materials, 2011, 187(1): 393-400.
[5]TOLEDO R T, ESCHER F E, AYRES J C. Sporicidal properties of hydrogen peroxide against food spoilage organisms[J]. Applied Microbiology, 1973, 26(4): 592-597.
[6]ZERONIAN S H, INGLESBY M K. Bleaching of cellulose by hydrogen peroxide[J]. Cellulose, 1995, 2(4): 265-272.
[7]GLAZE W H, KANG J, CHAPIN D H. The chemistry of water treatment processes involving ozone, hydrogen peroxide and ultraviolet radiation[J]. Ozone: Science & Engineering, 1987, 9(4): 335-352.
[8]DROGUI P, ELMALEH S, RUMEAU M, et al. Hydrogen peroxide production by water electrolysis: Application to disinfection[J]. Journal of Applied Electrochemistry, 2001, 31(8): 877-882.
[9]CAMPOS-MARTIN J M, BLANCO-BRIEVA G, FIERRO J L. Hydrogen peroxide synthesis: an outlook beyond the anthraquinone process[J]. Angewandte Chemie International Edition, 2006, 45(42): 6 962-6 984.
[10]姚冬龄.中国过氧化氢生产现状及展望[J]. 无机盐工业, 2013, 45(9): 1-4, 23. [YAO D L. Current situation and outlook of hydrogen peroxide production in China[J]. Inorganic Chemicals Industry, 2013, 45(9): 1-4.]
[11] 徐德刚, 钱素跃. 6万t/a双氧水生产装置改造[J]. 氯碱工业, 2016, 52(03): 25-27. [XU D G, QIAN S Y. Transformation of 60-kt/a hydrogen peroxide production facility[J]. Chlor-Alkali Industry, 2016, 52(03): 25-27.]
[12] 郑四仙. 关于蒽醌法双氧水生产安全控制的研究[J]. 化工管理, 2014, (9): 31-32. [ZHENG S X. Research on safety controlling hydrogen peroxide production by anthraquinone process[J]. Chemical Industry Management, 2014, (9): 31-32.]
[13] 刘淑荣, 刘义杰. 浅谈蒽醌法双氧水生产中工作液的降解与再生[J]. 河北企业, 2016, (04): 151-152. [LIU S R, LIU Y J. Degradation and regeneration of working solution in hydrogen peroxide production by anthraquinone process[J]. Hebei Enterprises, 2016, (04): 151-152.]
[14] 李美美, 齐欣, 赵温涛. 叔戊基蒽醌法双氧水生产过程中部分降解产物的合成[J]. 化学与生物工程, 2014, 31(8):41-46. [LI M M, QI X, ZHAO W T. Synthesis of partial degradation products in the production of hydrogen peroxide by tert-amylanthraquinone process[J]. Chemistry & Bioengineering, 2014, 31(8): 41-46.]
[15] NTAINJUA E N, PICCININI M, FREAKLEY S J, et al. Direct synthesis of hydrogen peroxide using Au-Pd-exchanged and supported heteropolyacid catalysts at ambient temperature using water as solvent[J]. Green Chemistry, 2012, 14(1): 170-181.
[16] SIAHROSTAMI S, VERDAGUER-CASADEVALL A, KARAMAD M, et al. Enabling direct H2O2production through rational electrocatalyst design[J]. Nature Materials, 2013, 12(12): 1 137-1 143.
[17] HEADWATERS D. Headwaters’ nanocatalyst improves reforming[J]. Focus On Catalysts, 2005, (5): 5-6.
[18] 周昌明, 王华珍. 电解法双氧水工艺技术简介[J]. 上海化工, 1985, (04): 17. [ZHOU C M, WANG H Z. Brief introduction of electrolysis hydrogen peroxide technology[J]. Shanghai Chemical Industry, 1985, (04): 17.]
[19]高大彬, 尹静梅, 刘翠华. 异丙醇常压氧化法制备过氧化氢反应研究[J]. 精细石油化工, 1997, (03): 44-45. [GAO D B, YIN J M, LIU C H. Study on the preparation of hydrogen peroxide by isopropanol under normal pressure oxidation process[J]. Specialty Chemicals, 1997, (03): 44-45.]
[20]梁新华. 异丙醇法生产过氧化氢与环己酮氨氧化的集成过程研究[D]. 天津: 天津大学, 2003. [LIANG X H. Study on the integrated process of H2O2production through isopropanol oxidation and the ammoximation of cyclohexanone[D]. Tianjin: Tianjin University, 2003]
[21]KAMACHI T, OGATA T, MORI E, et al. Computational exploration of the mechanism of the hydrogenation step of the anthraquinone process for hydrogen peroxide production[J]. The Journal of Physical Chemistry C, 2015, 119(16): 8 748-8 754.
[22]BERGLIN T, SCHOEOEN N H. Kinetic and mass transfer aspects of the hydrogenation stage of the anthraquinone process for hydrogenperoxide production[J]. Industrial & Engineering Chemistry Process Design and Development, 1981, 20(4): 615-621.
[23]SANTACESARIA E, SERIO M D, VELOTTI R, et al. Kinetics, mass transfer, and palladium catalyst deactivation in the hydrogenation step of the hydrogen peroxide synthesis via anthraquinone[J]. Industrial & Engineering Chemistry Research, 2002, 33(2): 277-284.
[24]SANTACESARIA E, FERRO R, RICCI S, et al. Kinetic aspects in the oxidation of hydrogenated 2-ethyltetrahydroanthraquinone[J]. Industrial & Engineering Chemistry Research, 2002, 26(1): 155-159.
[25]SANTACESARIA E, WILKINSON P, BABINI P, et al. Hydrogenation of 2-ethyltetrahydroanthraquinone in the presence of palladium catalyst[J]. Industrial & Engineering Chemistry Research, 1988, 27(5): 780-784.
[26]SANTACESARIA E, DI SERIO M, VELOTTI R, et al. Kinetics, mass transfer, and palladium catalyst deactivation in the hydrogenation step of the hydrogen peroxide synthesis via anthraquinone[J]. Industrial & Engineering Chemistry Research, 1994, 33(2): 277-284.
[27]LI X P, LIU Y Z, LI Z Q, et al. Continuous distillation experiment with rotating packed bed[J]. Chinese Journal of Chemical Engineering, 2008, 16(4): 656-662.
[28]LI X P, LIU Y Z. Characteristics of fn baffe packing used in rotating packed bed[J]. Chinese Journal of Chemical Engineering, 2010, 18(1): 55-60.
[29]邹海魁, 邵磊, 陈建峰. 超重力技术进展-从实验室到工业化[J]. 化工学报, 2006, 57(08): 1 810-1 816. [ZOU H K, SHAO L, CHEN J F. Progress of higee technology-from laboratory to commercialization[J]. Journal of Chemical Industry and Engineering(China), 2006, 57(08): 1 810-1 816.]
[30]LI W, WU W, ZOU H, et al. Process Intensification of VOC removal from high viscous media by rotating packed bed[J]. Chinese Journal of Chemical Engineering, 2009, 17(3): 389-393.
[31]陈建峰, 邹海魁, 初广文, 等.超重力技术及其工业化应用[J]. 硫磷设计与粉体工程, 2012(01): 6-10. [CHEN J F, ZOU H K, CHU G W, et al. Higee technology and its industrial application[J]. Sulphur Phosphorus & Bulk Materials Handling Related Engineering, 2012(01): 6-10.]
[32]陈建峰, 虎辛, 邹海魁, 等.环己烷液相氧化制备环己酮的工艺方法: CN1982273[P]. 2007. [CHEN J F, HU X, ZOU H K, et al. Process of cyclohexane oxidation to cyclohexanone: CN1982273[P]. 2007.]
[33]CHEN J F, LIU Y, ZHANG Y. Control of product distribution of fscher-tropsch synthesis with a novel Rotating Packed-Bed Reactor: From Diesel to Light Olefn[J]. Industrial & Engineering Chemistry Research, 2012, 51(25): 8700-8703.
[34]陈明功, 张洪流, 宋晓敏, 等.旋转超重力场反应器催化裂解煤矿瓦斯的研究[J]. 煤炭学报, 2006, 31(04): 484-487. [CHEN M G, ZHANG H L, SONG X M, et al. Study on coal gas catalytic decomposition in rotating packed bed reactor[J]. Journal of China Coal Society, 2006, 31(04): 484-487.]
[35]CHANG C C, CHIU C Y, CHANG C Y, et al. Pt-catalyzed ozonation of aqueous phenol solution using high-gravity rotating packed bed[J]. Journal of Hazardous Materials, 2009, 168(2-3): 649-655.
[36]CHEN W H, SYU Y J. Hydrogen production from water gas shift reaction in a High Gravity (Higee) environment using a rotating packed bed[J]. International Journal of Hydrogen Energy, 2010, 35(19): 10 179-10 189.
The application of Higee technology in the anthraquinone process for producing hydrogen peroxide
LV Yunzu, ZHOU Hongjun, XU Quan
Institute of New Energy, China University of Petroleum-Beijing, Beijing 102249, China
This paper describes Higee(High Gravity) technology which produces hydrogen peroxide with an independently designed and constructed Higee reaction system in the anthraquinone process. This Higee equipment consists of 5 parts: raw material tank, product tank, working pump, temperature-controlled water bath and the rotating packed bed (RPB) reactor. And it is also comprised of two circulatory systems, the raw material heat circulatory system and the working liquid continuous reaction circulatory system. The raw material heat circulatory system comprises a raw material tank, working pump and temperature-controlled water bath. Working fuid pumped from the raw material tank by the working pump fows back to the raw material tank through the temperature-controlled water bath achieving a rapid heating cycle of the working fuid. The working liquid continuous reaction circulatory system includes all those 5 parts. Working fuid is pumped from raw material tank, and then raw material fows back through temperature-controlled water bath, Higee reactor and product tank. This whole process iscalled the working fuid continuous reaction. The experimental results show that the appropriate rotation speed has improved the hydrogenation effciency signifcantly, and the optimum speed is 350~400 r/min. Simultaneously, the effect of temperature and pressure on the Higee reaction system is similar to that of a fxed bed reactor system. Circulatory hydrogenation operation can achieve a higher hydrogenation effciency, and in the meanwhile greatly reduce the space-time yield. Compared with the fxed bed production technology (12.7~16.5 g(H2O2)/L(cat.)·h), Higee production technology by one-way hydrogenation has a higher space-time yield (27.9 g(H2O2)/L(cat.)·h), and therefore successive one-way hydrogenation is more economical and has more research value.
Higee technology; cyclic hydrogenation; one-way hydrogenation; anthraquinone process; hydrogen peroxide preparation
2016-09-11
10.3969/j.issn.2096-1693.2016.03.047
(编辑 马桂霞)
吕昀祖, 周红军, 徐泉. 超重力技术在蒽醌法制备双氧水上应用的初步探索. 石油科学通报, 2016, 03: 503-511
LV Yunzu, ZHOU Hongjun, XU Quan. The application of Higee technology in the anthraquinone process for producing hydrogen peroxide. Petroleum Science Bulletin, 2016, 03: 503-511. doi: 10.3969/j.issn.2096-1693.2016.03.047
*通信作者, xuquan@cup.edu.cn
