整体叶盘复合铣削参数优化系统的研究
2016-01-19陈真刘献礼程耀楠丁明娜吴
陈真++刘献礼++程耀楠++丁明娜++吴雪峰

摘要:整体叶盘复合铣削加工是基于国际同类整体叶盘制造技术提出的一种整体高效和高质量的制造加工工艺.针对开式整体叶盘盘/插/侧复合铣削刀具与切削参数优化系统的开发需求,构造了集高速切削工艺参数库、刀具库、实例库等子数据库和铣削参数优化数据库于一体的铣削参数优化系统,阐述了该系统的总体结构,设计了各功能子模块的构成,并分别提出了基于铣削参数的目标预测模型,以及基于遗传算法的参数优化模型,为科研生产提供参考和依据,保证在满足加工要求的同时提高加工效率、降低生产成本.
关键词:参数优化;数据库;复合铣削;整体叶盘
DOI:10.15938/j.jhust.2015.05.008
中图分类号:TG506
文献标志码:A
文章编号:1007-2683(2015)04-0039-07
0 引言
整体叶盘是新一代航空发动机中压气机、涡轮和风扇的关键零件,对改善发动机性能具有重要作用,一些航空发达国家在新型发动机设计中普遍采用了这一结构.与传统结构相比,整体叶盘将叶片和轮盘设计为一个整体,省去用榫头、榫槽连接,减少和避免了榫头气流损失、榫槽损伤隐患,使得叶盘整体重量减轻而刚性和平衡精度提高,极大地改善了发动机的推重比和可靠性.制造整体叶盘用的材料,主要有钛合金和镍基合金;其结构大致可分为开式、闭式结构,以及大小叶片转子结构——开式结构中大叶片间含有小叶片.
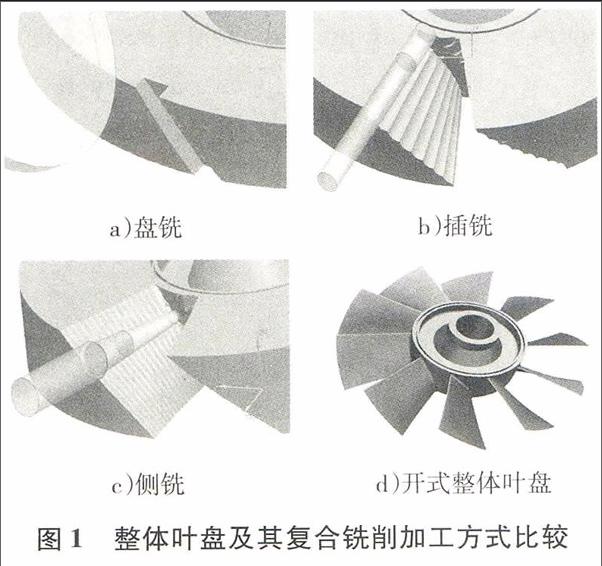
整体叶盘属于薄壁类复杂型面零件,叶片薄、叶展长、扭曲度大、受力易变形,叶片间的通道深而窄、开敞性很差,且属于典型难加工材料,实际加工时,不仅材料切除率很高,铣削加工难度也较大,对于开式整体叶盘而言,由于其从毛坯到成品的加工过程中,约有90%的材料将被切除,为提高通道粗加工效率、缩短制造周期,西北工业大学提出了一种集成的高效强力复合铣削方法.该方法首先利用盘铣切削效率高的特点对叶盘通道开槽,最大限度去除材料;在此基础上,对盘铣不可达区域(切削干涉区域)进行高效插铣,实现扩槽加工与曲面成形;最后,使用圆柱铣刀或球头铣刀侧铣,完成除棱清根,完成通道粗加工.整体叶盘及其复合铣削加工方式如图1所示.
在整体叶盘复合铣削加工过程中,加工工艺方法的改进,为进一步提高加工效率、降低加工成本提供了可能,但是铣削参数的合理选择依然是一个非常重要的问题,目前,国外的整体叶盘制造己基本形成全数字化集成制造单元,实现了整体叶盘的高效率、高质量及低成本制造,并建立了完整的工艺参数库;而在国内,由于整体叶盘所用材料加工成本高、难度大,供参考的数据信息不多,在实际加工过程中,技术人员仅凭个人经验或参照切削用量手册进行选择,很难获得十分满意的参数.随着金属切削向集成化、智能化和网络化方向发展,切削数据库的支撑作用日益明显,选择合理的优化算法建立切削数据库,可以更好地选择切削参数,然而,由于根据切削参数建立的模型非常少,数控加工切削参数优化的问题值得研究.哈尔滨理工大学根据项目需求,结合整体叶盘开槽粗加工材料去除率高的实际,展开了复合铣削参数优化的研究.本文针对以上加工工艺方法,将智能优化算法和金属切削理论相结合,建立了铣削参数优化模型,运用切削理论、数学建模和模型分析方法寻求铣削参数的最优组合,并根据软件设计思想,设计出整体叶盘(开式)复合铣削参数优化系统,以有效实现铣削参数管理、预测、优化和相关知识查询.
1 系统总体设计
1.1 需求分析
系统需求分析是在用户调查的基础上,通过分析,逐步明确用户对系统的需求,包括数据需求以及与这些数据有关的业务处理需求,对于任何一个加工优化过程而言,必须选择确定的优化目标作为衡量标准.工艺参数优化策略的研究集中在加工效率、加工精度和加工成本3个方面,其切削优化模型可归纳为加工需求、目标函数、设计变量和约束条件等4个层次,具体如图2所示.
盘/插/侧复合铣削是一个极其复杂的过程,影响因素很多,包括机床动态特性、刀具材料及几何参数、工件材料及特征等.在本文所研究对象中,加工需求和切削条件是一定的,对于通道开粗加工,主要是在控制成本的基础上提高效率,同时考虑侧铣加工表面质量的情况.因此,本系统主要是在规范管理机床、刀具、丁件、试验数据和用户信息等基础上,将这些信息与工艺系统中各铣削参数(铣削速度、每齿进给量、切削深度)结合起来,根据已建立的预测模型对切削力、材料去除率、铣削扭矩、铣削功率等进行预测,并结合加工要求、约束条件等,通过已建立的优化模型进行铣削参数的优化,同时对以上预测、优化结果进行数据管理.
当然,以上内容主要是从系统目标需求、功能需求和数据需求等角度进行分析,对于数据库系统而言,还必须充分考虑其性能需求,如系统的可扩展性、可维护性、稳定性和安全性等,以及面向特定群体的适用性等,以此满足软件用户需求.
1.2 体系结构设计
体系结构设计是数据库系统的总体框架设计,对一般性数据库系统而言,大多采用外模式、概念模式和内模式构成的三级模式结构,这三级模式分别对用户观念下的局部数据结构、对数据库全局逻辑结构和对数据物理结构和存储方式进行描述,为解决系统复杂性可能会带来的系列问题,本系统从实际应用角度出发,将系统结构分为应用层、逻辑层和数据层,如图3所示,这种结构不仅清晰呈现了三级模式与三层结构的关系,还为解决系统的可扩展性、可维护性打下良好的结构基础.
在系统三层结构中,应用层(也即用户界面层)呵为用户提供友好的界面展示,用户可根据权限和导航进行相关操作;逻辑层用于描述数据整体的逻辑结构,连接着数据访问层和应用层两部分;数据层主要是与逻辑层进行交互,负责数据库的访问,为系统提供支持.其中,逻辑层作为数据库系统的核心层,一方面作为调用者,从数据层获取数据完成逻辑运算,同时也作为被调用者,执行用户相关业务需求,并保证系统的安全、可控性能.其完成的主要功能包括用户信息、基础数据的查询、添加、删改,铣削试验数据的分析,不同铣削方式下的切削力、功率等预测,以及铣削参数的优化等,
在图3中,人机交互模块可以面向管理员和一般用户,针对不同需求选择进入到信息查询、数据管理、目标预测和参数优化等4个基本功能模块,而数据库与4个模块之间也可进行数据、信息的存人或输出,形成完整的系统架构和信息交互.同时,系统数据库还将目标预测和参数优化的约束信息、预测和优化后的数据结果纳入其中,以方便用户调阅查看,使用户获得更好的操作体验.
1.3 系统流程设计
系统流程用于表达系统内各部件(程序、文件、数据库、表格、人工过程等)的流动情况.结合系统功能设计需求和软件总体操作流程,将系统的总体工作流程设计如图4所示.
从总体流程来看,用户进入系统时,首先需要进行身份验证,通过创建连接对象与用户数据库比较,确保系统入口安全;然后,用户根据权限和需求进行功能选择,并执行相应的操作,系统经过处理之后输出或显示相应的结果,其中,在对铣削参数进行优化时,先确定复合铣削工艺特定加工方式和相应的加工条件,根据加工要求选择适用的预测模型,并确定约束条件的合理区间,再通过调用MATLAB优化模型,以实现铣削参数优化.
2 系统关键技术
2.1 切削力预测建模
切削力是机械加工过程中最重要的物理参数之一,不仅影响加工件表面质量、硬化层深度、残余应力,对刀具的使用寿命和磨损情况也会产生重要影响.在切削过程中,切削条件的改变,如加工参数、刀具几何尺寸工件材料特性和机床加工设备等,都会引起切削力变化.当然,在机床、刀具、工件都确定后,主要还是切削用量对切削力的影响较大,尤其是整体叶盘复合铣削加工,加工方式不同、参数组合多样,使得铣削参数与切削力之问的关系更为复杂.因此,基于铣削参数预测切削力(以及铣削功率、扭矩),对于优选铣削参数、提高效率和降低成本等都具有积极的指导意义.
在铣削过程中,由于受到周期载荷冲击、刀具磨损和切屑变形等因素综合影响,根据几何建模方法建立的铣削力模型与真实切削力变化规律存在较大差异,甚至偏离.基于对现场真实数据进行统计回归分析而建立数学模型则成为准确性较好的铣削力研究手段.为此,根据复合铣加工中的3种不同方式和对应工序,分别进行了整体叶盘典型材料(钛合金TC4)盘铣开槽、插铣扩槽和分层侧铣试验研究,并采集工艺参数选取范围内的切削力合力和各向分力数据.由铣削试验关于铣削参数对切削力的影响可知,二者之间存在着强烈的非线性关系,因此,可通过最小二乘法建立切削力关于铣削参数的回归方程,并基于概率统计对其进行显著性检验,铣削参数与切削力之间的通用关系可描述为
其中:Fj分别为x、y、z向分力和该方式下合力;i代表盘/插/侧铣削加工;CF、m1、m2、m3、m4分别为铣削参数的影响系数和指数(可根据不同切削试验数据进行回归分析获得);vc、fz、ae、ap分别为铣削速度、每齿进给量、径向和轴向切深.
通过以上预测模型,分析单因素和多因素条件下铣削力寿命受影响规律,对不同铣削参数组合进行试验验证,以达到在此约束条件下,较准确地预测任意参数组合的目标预测结果.
2.2 基于遗传算法的铣削参数优化
2.2.1 目标函数的建立
根据整体叶盘加工实际,参数优化的目标主要是综合考虑机床、刀具、工件等因素影响,以获得较高生产率和较低生产成本的最佳铣削参数组合,同时在侧铣加工确保表面质量.尽管三种铣削方式涉及的铣削参数均有所不同,但从理论和实际来看,切削过程实际上是材料去除问题,且单位时间材料去除率是作为衡量加工效率的重要指标,而生产成本也主要考虑刀具的损耗.因而,本文将多目标优化问题通过几个重要的单目标函数线性加权求解.
1)单位时间材料去除率的表达式如下:
式中:Qi为整体叶盘盘铣、侧铣单位时间材料去除率,mm3/min;n为主轴转速;Zn为刀具齿数.由于插铣沿轴向进给不受插铣深度限制,在试验加工分析参数对切削力的影响时,主要选择切削速度vc、每齿进给量fz和径向切深ae三项,插铣加工模型及去除材料部分示意图如图5所示.
因此,整体叶盘插铣加工单位时间材料去除率可表示为
其中:AS为插铣加工材料去除截面积,可根据几何关系分析得出.图5中s为插铣步距.
2)刀具使用寿命的表达式如下:
其中:CT、n1、n2、n3、n4分别为铣削参数的影响系数和指数.为此,可通过钛合金TC4刀具磨损试验,参照切削力预测模型的建立方法,求解得出模型中各影响系数、指数.
3)根据以上内容,为实现生产率较高和生产成本较低的复合铣削加工,可通过采用线性加权法建立铣削参数优化的多目标函数,表述如下:
其中: 为加权系数, 中X2可由主轴转速n求得,
值得注意的是,由于材料去除率和刀具使用寿命均为非负值,可将上式中的目标函数转化为求最小值的优化目标,目标函数如下:
2.2.2 约束条件
约束条件是考虑边界和性能对设计变量取值的限制条件,相对设计变量和目标函数,约束条件是最复杂也是最重要的,它的选择准确与否更加关系着所得结论是否真实可靠.因此,本系统既选择铣削参数取值区间和通过预测模型化获得的切削力范围作为主要约束,还综合考虑机床、刀具、加T要求等条件影响,建立了以下约束条件:其中:nmax(min)为刀具所允许得最大(小)转速;Mmax(min)、Pmax(min)分别为最大(小)机床扭矩和功率;Dn为刀具直径;Ft为切向铣削力;η为机床功率有效系数.
