X80管线钢低氢焊条根焊技术
2015-12-21孔繁荣
薛 慧,孔繁荣
(中国石油天然气管道第二工程公司培训中心,江苏 徐州 221008)
X80管线钢低氢焊条根焊技术
薛 慧,孔繁荣
(中国石油天然气管道第二工程公司培训中心,江苏 徐州 221008)
目前我国大直径长输管道大部分采用X80管线钢,X80钢根焊道的焊接常采用管道全位置自动焊、STT和RMD半自动焊、钨极氩弧焊以及焊条电弧焊等工艺。管道全位置自动焊设备昂贵、适应性差。STT和RMD半自动焊焊接时灵活性较差,必须严格防风措施。钨极氩弧焊的抗风能力差且焊接效率太低。低氢焊条电弧焊虽操作难度大且焊接效率不高,但灵活性强、焊接接头力学性能好且设备简单,适应于返修、连头和不良地段的焊接。详细介绍了X80管线钢低氢焊条根焊焊道的焊前准备、焊接操作技术及焊接工艺参数。
焊管;X80;焊接;焊条电弧焊;根焊道;操作要点
1 概 述
我国长输管道工程焊接在20世纪80年代以前全部采用焊条电弧上向焊技术。80年代引进了焊条下向焊技术,采用的是纤维素焊条。90年代引进了自保护药芯焊丝下向焊技术。纤维素焊条下向焊具有工艺性能好、操作简单、焊接效率高(与焊条上向焊相比)、焊缝无损检测合格率高等优点,很快得到了推广。自保护药芯焊丝下向焊具的焊接效率更高、焊缝无损检测合格率也更高、操作较为简单、无需外加保护气体和常规情况下无需采取防风措施等优点,所以得到了更快的推广,目前80%以上的长输管道工程采用自保护药芯焊丝焊接。但是,纤维素焊条和自保护药芯焊丝也存在缺点,纤维素焊条焊接的焊缝含氢量高,焊缝的塑性和韧性较差。自保护药芯焊丝焊接的焊缝存在不适应根焊道焊接和焊缝冲击功离散率较大的缺点。随着长输管道的输送量、输送压力和对输送安全要求的不断提高,对管线钢的强度、韧性的要求越来越高,随之而来的是对焊接接头的性能也提出了更高的要求。目前我国大直径长输管道大部分采用的是X80钢,纤维素焊条已不能满足X80钢对塑性和韧性的要求。目前我国X80钢根焊道的焊接只能采用管道全位置自动焊、STT和RMD半自动焊、钨极氩弧焊、焊条电弧焊等工艺,管道全位置自动焊存在设备昂贵和适应性差的缺点。STT和RMD半自动焊是X80钢焊接的主要根焊技术,但存在焊接时必须严格防风和灵活性差的缺点。钨极氩弧焊的主要缺点是抗风能力差和焊接效率太低等缺点。低氢焊条电弧焊虽然操作难度大,焊接效率也不高,但其具有灵活性强、焊接接头力学性能好和设备简单等优点。所以焊条电弧焊特别适应于返修、连头和不良地段的焊接。
2 焊前准备
焊前准备是确保焊接质量的基础。由于低氢型焊条焊接接头的力学性能特别是抗裂性能较纤维素焊条高,但工艺性能较纤维素焊条要差,所以焊前准备要比纤维素焊条更加认真细致。
(1)按照焊接工艺规程的要求检查坡口。
(2)坡口以及两侧100mm内应清理干净,20mm范围内应露出金属光泽。
(3)组对间隙应为3~4mm;错边量应控制到最小,且应均布在圆周上,最大错边量不得超过3mm。
(4)按焊条说明书的要求对焊条进行烘干,低氢焊条的烘干温度通常为350~400℃,恒温时间为1~2h。烘干后的焊条应放于100~150℃的保温箱中。从保温箱中取出的焊条应放在焊条保温筒中,随用随取。从保温箱中取出的焊条应在4h内用完,没有用完的焊条应进行重新烘干,但重复烘烤次数不得超过两次。
(5)低氢焊条的抗风能力较差,焊接环境的风速不应超过5m/s,当风速超过5m/s时,必须采取防风措施 (如加防风棚和将管道的两端封住等),否则应停止焊接。
(6) 如果焊接环境的湿度较大时,应采取防护措施,当焊接环境的相对湿度超过90%,应停止焊接。
3 焊接操作技术
目前我国焊接X80管线钢焊条电弧焊根焊采用的焊条大部分是E7016(LB-52U)焊条,通常采用的焊条规格是φ3.2mm。E7016(LB-52U)焊条具有良好的工艺性能,特别适应于管道根焊道的焊接。此焊条电弧燃烧稳定,焊缝成形美观,并具有良好的塑性、韧性和抗裂性。
3.1 确定焊接电流
焊接电流是焊条电弧焊最重要的参数,焊接电流必须在焊接工艺规程规定的范围内,E7016(LB-52U)焊条通常采用80~110 A的焊接电流,此焊条在65 A焊接电流的情况下电弧仍能稳定燃烧。焊接电流应根据钢管壁厚、坡口角度、钝边厚度、间隙大小和焊接位置对焊接电流进行调整。钢管壁厚大焊接电流也应适当大些,坡口角度大焊接电流应适当小些,钝边厚度大焊接电流应适当大些,组对间隙大焊接电流应适当小些。通常平焊位置的电流最大,立焊位置次之,仰焊位置最小。当焊工的操作水平较高时,也可选用一个中间的焊接电流,从仰焊位置一直焊接到平焊位置。
3.2 定位焊
当采用内对口器时,应将全部根焊焊道焊接完后,方可撤离对口器;当采用外对口器时,应均布焊接完成50%以上的根焊焊道,方可撤离对口器。
3.3 焊接顺序
应首先在 1~2 点、 4~5 点、 7~8 点、 10~11点间各焊接约100mm长的焊道,将两管初始定位。然后再焊接其他位置的焊道,初始定位焊位置及顺序和焊接顺序分别如图1和图2所示。
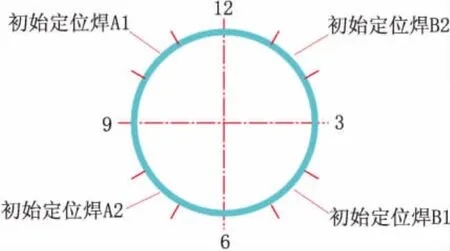
图1 初始定位焊的位置及顺序

图2 焊接顺序
3.4 焊接操作要点
(1)起焊点应在过6点20~60mm的位置,根据钢管直径确定过6点的长度,管径大应长些,管径小应小些。
(2)应在坡口内引弧,不可在坡口外的任何位置引弧。
(3)采用短弧焊接,并且焊条摆动的频率和速度要均匀。
(4)在坡口内引弧拉至根部待形成熔池后,将电弧上顶至根部并使之形成熔孔,电弧压住熔孔,采用小幅度的锯齿形或小幅度的前后往返运弧方法,除运弧幅度小外还要保持一定的上顶力度,以防产生内凹现象。
(5)当组装间隙合适,也可采用压低电弧的直线运条法,仍能获得良好的焊缝成形。采用直线运条法焊接,要求焊工具有良好的操作水平和电弧控制能力。
(6)钢管轴向焊接时的焊条角度应为90°,周向焊接时焊条角度应为70°~90°,如图3所示。
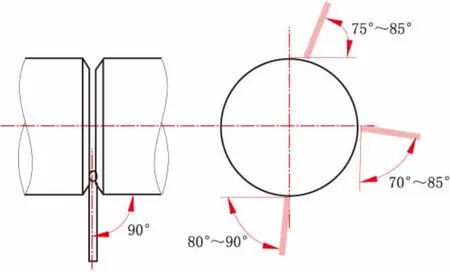
图3 焊条角度示意图
(7) 当焊至 8~10 点(或 4~2 点)位置时, 可采用划小幅圆圈的运弧方法进行焊接,与焊接6点位置相比,焊条在坡口根部的顶送力度应略小些,以免背面焊道过高。
(8) 当焊至10~12 点(或 2~12 点)位置时,要适当加快运弧的频率,可采用沿坡口根部往左右坡口面上运弧方法,这样能有效的控制熔孔及熔池几何形状,防止背面产生过瘤缺陷。当观察到熔孔稍有扩大或熔池的颜色变浅就意味着马上会发生过瘤,此时必须加快运弧频率或停下来改小焊接电流。
(9)每一根焊条的接头处均需采用砂轮机将焊道接头磨成缓坡状,以利于接头和焊道质量。如果焊工的操作水平高,且换焊条的速度快,也可以不需打磨,直接接头。
4 焊条电弧上向焊+自保护药芯焊丝半自动焊工艺参数
焊条电弧上向根焊、自保护药芯焊丝半自动填充焊、盖面焊道焊接工艺参数见表1。

表1 焊接工艺参数
5 结语
进入21世纪以来,有不少人对焊条电弧焊产生片面的认识,认为焊条电弧焊是落后焊接方法的代表。焊条电弧焊用的越少,焊接技术就越先进。这样的认识是片面的,也是不符合实际的。焊条电弧焊仍是一种最成熟,也是一种应用最广泛的焊接方法。焊条电弧焊以设备简单、适用范围广(几乎可焊接所有的金属材料和所有的金属结构)和操作灵活等优点,目前仍是不可缺少的重要焊接方法,就是将来也有其广泛应用的领域。
[1]中国焊接协会培训工作委员会.焊工取证上岗培训材料[M].北京:机械工业出版社,1996.
[2]卢本.焊接自动化基础[M].武汉:华中工学院出版社,1985.
[3]邹增大.焊接材料、工艺及设备手册[M].北京:化学工业出版社,2001.
[4]中国焊接学会等.焊工手册[M].北京:机械工业出版社, 1998.
[5]中国焊接学会等.国际焊工培训[M].哈尔滨:黑龙江人民出版社,2002.
[6]丁建生.金属学与热处理[M].北京:机械工业出版社,2004.
[7]李颂宏.实用长输管道焊接技术[M].北京:化学工业出版社,2009.
[8]李颂宏.熔化焊接与热切割作业[M].徐州:中国矿业大学出版社,2011.
[9]杨春利,林三宝.电弧焊基础[M].哈尔滨:哈尔滨工业大学出版社,2003.
[10]王长忠.焊接安全知识[M].北京:中国劳动社会保障出版社,2008.
Low-hydrogen Electrode RootWelding Technology of X80 Pipeline Steel
XUE Hui,KONG Fanrong
(Training Center of CNPC the Second Engineering Company,Xuzhou 221008,Jiangsu,China)
At present,X80 pipeline steelmostly was used in large diameter long-distance pipeline in China.In X80 steel root welding,it usually adopts all position automatic welding,STT and RMD semi-automatic welding,tungsten argon arc welding,shielded metal arc welding,etc.The equipment of pipeline all position automatic welding is expensive,poor adaptability;windproofmeasuresmustbe strictly controlled in STT and RMD semi-automatic welding;The poor ability to resist the wind for tungsten argon arc welding and itswelding efficiency is too low.Although high operation difficulty and low welding efficiency for low hydrogen electrode arc welding,but it is with good flexibility and simple equipment,the mechanical properties of welded joint are good,suitable for welding repair,butt welding and welding in bad location.In this article,it detailedly introduced preparation before welding,welding technology and welding parameters for X80 pipeline steel low-hydrogen electrode rootwelding bead.
welded pipe;X80;welding;electrode arc welding;rootwelding bead;operation points
TE973.3
B
1001-3938(2015)11-0041-03
薛 慧(1985—),女,毕业于中国石油大学(华东),工学学士,现就职于中国石油天然气管道第二工程公司培训中心,从事职工培训及焊工考试工作。
2015-09-08
罗 刚
