对开门冰箱门体结构优化设计
2015-12-06王怀民黄承成朱涛
王怀民 黄承成 朱涛
(合肥晶弘电器有限公司 安徽合肥 230601)
对开门冰箱门体结构优化设计
王怀民 黄承成 朱涛
(合肥晶弘电器有限公司 安徽合肥 230601)
以对开门冰箱冷藏门体为研究对象,分析了对开门冰箱门体在高低温冲击试验过程中容易出现门体开裂、把手与饰条缝隙过大的原因,通过制定对应的改进措施,解决了这一业内普遍存在的问题。
对开门冰箱;冷藏门体;高低温冲击试验
1 引言
在国内对开门冰箱生产中存在一个普遍的现象:对开门冰箱门体做高低温冲击测试时,门体易出现开裂、冰箱把手与把手饰条缝隙扩大甚至开裂。本文主要针对对开门门体的此种现象,以合肥晶弘公司的对开门冰箱BCD-630W冷藏门体为研究对象,分析探讨产生该问题的原因,提出优化改进措施,以彻底解决此问题。
2 BCD-630W冷藏门体的结构及问题
如图1所示,BCD-630W冰箱的冷藏门体总长度为1700mm,主要由冷藏门上下端盖、冷藏门内胆、冷藏门把手、冷藏门饰条、玻璃面板及环戊烷发泡泡沫层(图中未示出)等组成。上、下端盖及内胆材质均为ABS;冷藏门把手、冷藏门饰条材质为ABS,采用真空电镀工艺电镀着色。冷藏门把手和冷藏门饰条采用直接注塑成型的联接卡口联接,装配后联接缝隙为0.3mm。
经过高低温冲击试验以后,部分门体会出现门体开裂、把手与饰条缝隙增大(最大缝隙达到2.3mm)等异常现象,具体见图2所示。合肥晶弘企标规定[1]:高低温冲击试验分两个阶段,第一阶段温度在-30~60℃之间变化,36小时为一个周期,其中,低温(-30℃)时间为24h,高温(60℃)时间为12h,共3个周期;第二阶段温度在-40~70℃之间变化,36小时为一个周期,其中,低温(-40℃)时间为24h,高温(70℃)时间为12h,共3个周期。要求经过高低温冲击试验以后门体不得出现开裂变形;门把手、门饰条不得开裂;把手与饰条缝隙小于1.5mm。
3 门体结构变形原因分析
3.1 化学应力原因[2]
冰箱生产过程中发泡所用的环戊烷对ABS材质的内胆有腐蚀作用,把ABS材料浸入在环戊烷液体或饱和蒸汽中,它会软化以至于最终溶解掉。虽然在发泡过程中,低浓度的环戊烷与冰箱冷藏内胆接触通常是没有问题的,但是冰箱冷藏内胆经过真空吸塑成型过程中的热胀冷缩后,聚合物分子会重新取向而产生内应力,此时即使是低浓度的环戊烷,也可能对冰箱内胆薄弱部位产生破坏。
环戊烷一般使电冰箱内胆局部软化,因而应力局部松弛,进而产生裂纹,再经过严酷的高低温冲击便使得该裂纹延伸而造成内胆开裂。
对冰箱冷藏门胆而言,薄弱部位出现在形状突变的台阶处。
对于本文的研究对象而言,冷藏门胆向冷藏箱凸出一块,造成门胆此处的形状发生突变,容易产生内应力,再加上下文分析到的发泡层应力也在此处叠加,就造成门胆容易在图2所示的位置开裂。
3.2 机械应力原因
所谓的机械应力开裂[3]是指施加在电冰箱内胆上的某些部位受到的外部应力大于内胆材料本身的物性指标及设计的内胆结构所能承受的支撑力,从而导致在某些部位产生开裂现象,以达到释放应力的目的。
对于本文的研究对象来说,外部应力的主要形态有:
(1)经过发泡以后,把手、饰条与发泡层粘连在一起,在高低温冲击试验过程中,发泡层牵引着把手、饰条一起发涨,导致把手与饰条之间的联接缝扩大,由于把手、饰条与发泡层膨胀系数相差很大,当把手、饰条的伸长量超过其自身的应力极限时,就会造成把手或者饰条的开裂。
(2)发泡层厚度不均匀。由于其他结构设计的需要,冷藏门内胆设计成往冷藏箱内部凸出一块,造成门体整个发泡层厚度不均匀,这就导致在高低温冲击过程中,整个门体发泡层热胀冷缩的程度不同,在发泡层厚度的突变处容易形成内应力。
通过建立门体的有限元模型,对门体进行温度和应力的耦合分析,会发现最大应力部位出现在发泡层的厚度突变处。这一点与实际情况(图2所示)完全一致。
4 门体结构改进措施
通过以上分析,制定整改思路如下:
隔离门胆薄弱部位;
对发泡层泡沫进行部分隔断;
增加把手和饰条之间的联接强度;
均等发泡层,使得发泡层厚度一致。
对照上述整改思路,在进行数值模拟验证以及借助CAE辅助分析的同时,通过制作实物样件反复验证,制定改进措施如下:
在门胆上与发泡层接触的薄弱位置粘贴铝箔。使冷藏门内胆与发泡层在此位置隔离,铝箔宽度与门胆平齐,长度为100mm(如图3所示)。注意铝箔长度不能太长,否则造成门胆与发泡层脱粘面积过大,在高低温冲击试验过程中容易造成内胆鼓包。

图2 门体开裂及把手缝隙实物图
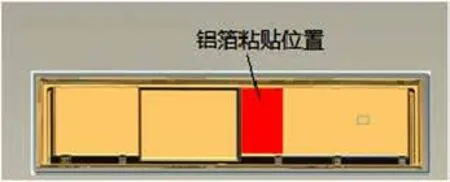
图3 门胆粘贴铝箔位置图
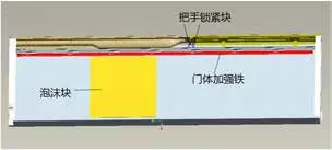
图4 门体优化改进措施示意图

图5 改进后的把手与饰条缝隙图
在玻璃面板上靠近把手位置粘贴门体加强铁(图4所示)。此举的作用一是加强铁可以增加整个发泡层的强度,使其在热胀冷缩过程中不易断裂;二是可以将整体发泡层与把手位置进行部分隔断,使得整体发泡层与把手及饰条之间的联接不那么紧密,减小把手与饰条所受到发泡层的膨胀拉力。
增加门把手锁紧块。在把手、饰条联接处增加两块门把手锁紧块,用螺栓固定,以增加把手与饰条之间的联接强度。具体位置如图4所示。
门体发泡之前,在门体冷藏玻璃面板上与内胆凸起对应的位置增加一块厚度为26mm的EPS泡沫块(图4所示),使用普通双面胶固定,以降低门胆凸起处的发泡层厚度,使得整个发泡层的厚度趋于一致,降低在冷热冲击过程中因发泡层厚度不均造成的内应力。
5 改进效果验证
通过上述优化措施,重新制作3套冷藏门体实物样件进行高低温冲击试验。试验过程严格按照晶弘企标控制。实验结果如下:
(1)门胆均未见开裂,满足企标要求;
(2)门把手、门饰条未见开裂,满足企标要求;
(3)门把手与饰条缝隙分别为:1.1mm,1.18mm,1.38mm,如图5所示,满足企标要求。
由此可见,上述改进措施是切实有效的。
6 结束语
本文以对开门冰箱冷藏门体为研究对象,借助CAE分析手段,分析了对开门冰箱门体在高低温冲击试验过程中容易出现门体开裂、门把手与门饰条缝隙过大等问题的原因,通过制定改进措施,解决了这一业内普遍存在的问题,为业内同行解决类似的问题提供了可供借鉴的具体案例和解决方法。
[1] 合肥晶弘电器有限公司企业标准. 冰箱类产品高低温冲击试验标准.2013.8:30
[2] 李弢,余泳等. 电冰箱制造过程中内胆开裂现象的研究[J].家用电器科技.2002.7:66-67
[3] 孔冬,游飞越等. 冰箱冷藏蒸发器结构应力分析及结构优化[J].家电科技.2011.12:72-73
[4] 王文娟,陈瑞等. 冰箱用钢板门体结构设计及优化分析[J].家电科技.2014.4:73-75
The optimization design of the refrigeration door based on the side-byside refrigerator
WANG Huaimin HUANG Chengcheng ZHU Tao
(Hefei KingHome Electric Appliances Co., Ltd. Hefei 230601)
This paper regards the refrigeration door of the side-by-side refrigerator as the research object, Analyzed the reasons why the refrigeration door cracked and the gap between door handles and the handle moulding is too large during the high and low temperature cycle experiment. By establishing corresponding improvement measures, we solved the common problems of this industry.
Side-by-side refrigerator; The body of the refrigeration door; High and low temperature cycle experiment
