K30定型机链传动同步原理分析
2015-12-02欧阳长风
欧阳长风
K30定型机链传动同步原理分析
欧阳长风
(佛山弘禹环保科技有限公司,广东佛山 528200)
K30定型机是印染行业应用较广的一款工艺设备,其自动化系统集成采用西门子TIA技术。K30链传动同步原理是基于西门子T100工艺板和变频器的技术,是基于T100特殊的串行通讯端口的特性构成的PPBUS总线。本文简明介绍了K30链传动系统的组成、网络结构和内部传输过程,由此对K30链传动同步系统进行了分析,在此分析基础上,给出了一个实际维修的案例。
链传动同步系统;TIA;PP-BUS
0 引言
K30定型机是由德国KRANTZ公司生产的一款自动化程度较高的织物定型工艺设备,在染整行业有较为广泛的应用。该设备由四个工艺系统构成:自动整纬系统、链传动同步系统、烘箱加热系统、拉幅系统。
K30定型机的自动化系统采用西门子TIA(全集成自动化)技术,采用PROFIBUS-DP总线为通讯主要通讯协议,连接主S7 300 CPU、链传动变频器、风机变频器、ET200L模块以及OP。另外HMI(PC机)与S7 300 CPU采用MPI(多点通讯)协议。变频器参数传输采用USS总线,链传动同步采用PP-BUS总线。除了USS总线用于个人维护电脑维护外,其余三种通讯是实时的,任何一个通讯链路发生问题,设备都不能工作。
本文重点讨论链传动同步的工作原理,并根据工厂维修实例加以说明。
1 链传动同步系统
1.1 K30定型机链传动变频器的配置
K30定型机的链传动变频器和风机变频器都选用西门子SIMOVERT MASTERDRIVES(产品订货号6SE70XX)矢量控制的直流母线逆变器产品,K30采用的是书本型变频器。该变频器由电子箱和功率单元
两个部分组成。电子箱包括CPU主板、通讯板以及特殊电子单元(如T100工艺板),都可以根据应用的系统进行选择。根据西门子定义,将书本型逆变器正立,电子板左侧位置为位置1,中间位置为位置3,右侧位置为位置2。
K30链传动变频器和风机变频器,在位置1安装CUVC,CUVC 安装有CBP2通讯板。与风机变频器的配置不同,链传动变频器在位置2安装一块T100工艺板。
所有变频器的指令由DP总线通过CBP2通讯板传输给变频器,但是由于链传动变频器配置有一块T100工艺板,通讯数据传输的变频器接口地址和过程是不同的。
1.2 T100工艺板介绍
T100工艺板是SIMOVERT MASTERDRIVERS 系列的扩充板,它实现与过程相关的功能,决定安装的软件模块。T100插入SIMOVERT MASTERDRIVERS系列变频器电子板的第二个位置(最右),背面总线适配器LBA需在安装T100时安装。

图1 T100工艺板的安装位置
T100工艺板带有8个数字输入、5个数字输出、5个模拟输入、2个模拟输出,带有两个RS485通讯口。外部连接通过T100工艺板前面的X130至X136插口连接。
K30的链传动变频器,左右链同步用了-X130:AE52模拟输入,另外轧车的同步张力调整电位器用了-X130:AE50模拟输入。其余链传动变频器没有使用模拟和数字端口。
K30的链传动变频器都采用-X133端口通过串行通讯方式将同步速度信号传递给各传动变频器。
K30上的T100工艺板采用的软件模块为MS100(Multi-Purpose Drive),它扩充了变频器与驱动相关的功能,包括高性能PID控制器、comfort斜坡函数发生器以及电动马达电位器等。
1.3 PP-BUS总线
PP总线是由14个链传动电机变频器上T100工艺板的X133通讯端口实现的。K30使用的变频器(包括风机)均使用SIMOVERT MASTERDRIVES 矢量控制(DC-AC)型变频器(产品订货号6SE70XX),所有变频器均配置CUVC板和PROFIBUS-DP通讯板(CBP2),但仅仅链传动电机变频器,配置了T100工艺板。其作用主要是实现链传动电机之间的同步运行。X133端口接线原理图如下:
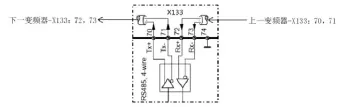
图2 X133端口PP-BUS接线原理图
T100工艺板X133端口的终端电阻跳线X10,X11只有起点端口和终点端口设置在1-2位置,其余在2-3位置。X10、X11跳线位置必须相同。
PP-BUS总线由左链变频器开始向两边传递:
左链-->右链-->切边刀左-->切边刀右-->出布-->摆布-->卷布;
左链-->中间绳-->右针铗-->左针铗-->上超喂-->下超喂-->轧车-->入布。
PP-BUS总线简图见图3。
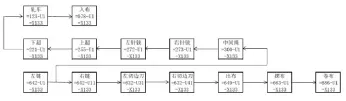
图3 PP-BUS总线简图
PP-BUS总线控制的链传动同步是直接传输个变频器的速度值,保证在加、减速以及正常运行时速度指令是按工艺要求一致的。但是严格要求同步的左、右链同步,在指令同步的同时,通过同步板直接检测电机编码器获得变频器的速度校正信号(左右链-X130:AE52模拟输入)进行速度校正。对于轧车的同步则通过张力杆上的检测电位器信号加入轧车变频器T100工艺板的-X130:AE50,进行张力调整。运行和维修经验表明PP总线同步,在参数设定正确的情况下即使取消左右链同步板,左右链仍能保证工艺要求的同步要求。
1.4 链传动同步系统
K30的链传动同步系统,是通过将工艺要求的各
传动变频器的速度指令送到CBP端口的DPRAM经T100工艺板运算再传给变频器CUVC板的速度设定单元的。对于严格要求同步的左右链,通过同步板产生校正信号在T100 X130端口的AE52通道产生一个修正。轧车与下超喂之间设定了张力杆检测电位器,通过T100 X130端口的AE50通道产生一个模拟信号校正。
链传动同步系统,考虑了计算的原理简图见图4。
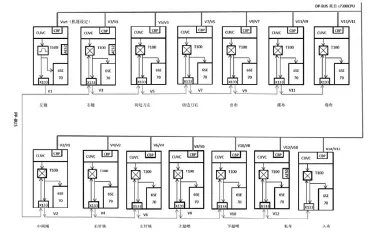
图4 链传动同步原理简图
从图4可以看出,K30链传动的各变频器的速度是根据DP-BUS的主链变频器的速度设定(机速)和各电机的速比数据,由T100的乘法器,逐个计算给出各变频器的速度设定值。该速度设定值由于T100的X133端口通过PP-BUS总线传输。
2 变频器数据传输
SIMOVERTMASTERDRIVERS系列变频器的电子板插件的配置不同,其通讯的传输过程也是不同的。虽然表面上链传动变频器和风机变频器电子板配置只是增加了一块T100工艺板,但CB/TB ReciveData的连接字是不同的,前者是K8001至K8016而后者是K3001至K3016。这表明链传动变频器和风机变频器通讯的实际过程不同,下面我们先讨论链传动变频器的数据传输过程。
2.1 从总线接受数据
当链传动变频器检测到发往本网络节点(网络地址)的数据将数据存入CBP2的DPRAM区域,由于有T100工艺板,CBP2作为第二块通讯板,总线数据被存入K8001至K8016字,共16个CB字。链传动变频器的网络地址由P918.02参数设定。详细见图5。
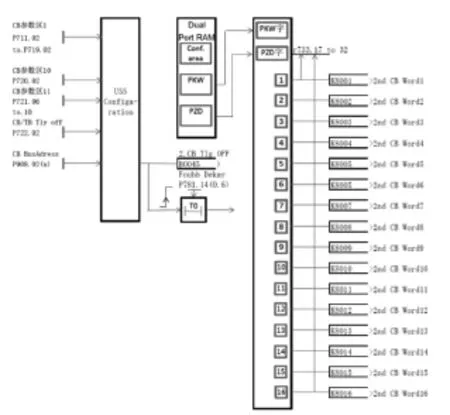
图5 链传动变频器从总线接收数据
2.2 T100与变频器的数据交换
在安装T100工艺板的情况下,CBP2通讯卡接收的总线数据不是直接传输给CUVC(CPU板)的。首先将内部连接参数连接到到DPRAM,转换成T100内部的连接字(T 100输入的连接字)。在输出侧T100的内部连接字(T100输出的连接字)与CUVC的连接字匹配。在T100内部,通过功能块将输入连接字和输出连接字连接起来,实现总线接收数据通过T100传输到CUVC的过程。其中K3002是变频器的速度设定值。因而T100不只是同步信号的传输,还有数据处理功能。详细见图6。
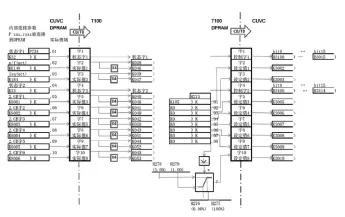
图6 T100与MASTER DRIVES VC 的过程数据交换
2.3 向总线端口发送数据
变频器CUVC板将变频器的有关数据,发往总线端口DPRAM。发送的数据通过P736参数设定。从图7可见状态字1及2(K32、K33)、变频器转速/频率实际值(KK148)、Isq电流实际值(K184)以及K3003、K3008发往总线端口。
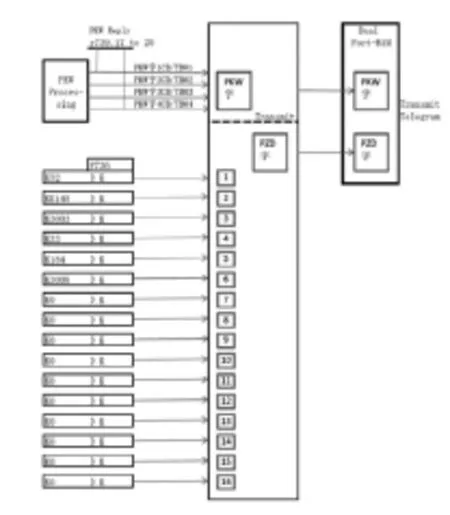
图7 CUVC向总线端口发送数据
3 链传动同步原理
3.1 左右链同步原理
K30链传动同步是以左链的速度为基准的,左右链在PP-BUS总线指令同步的基础上,通过BY145同步板,根据左右链电机编码器的实际信号,产生左右链的模拟校正信号,以产生严格的同步。使用了T100模拟输入AE52进行速度矫正。详见图8。
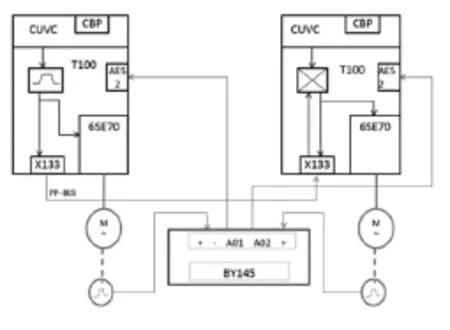
图8 左右链同步原理图
3.2 链传动同步原理
K30链传动的同步是通过DP网络传递左链速度指令和各传动电机的速比信号,通过T100工艺板的内部处理,将处理后的信号作为下一级变频器的速度指令,逐级进行速度指令的传输,从而达到速度同步。
对于严格要求同步的左右链电机驱动,通过同步板产生校正模拟信号,进行精确同步。对于有张力控制要求的轧车和下超喂的同步,经过张力杆带动的检测电位器的模拟信号以达到工艺要求。
3.3 T100参数的作用
T100工艺板的参数负责DP总线数据的处理,交付给CUVC单元。同时还需要接收X133端口的数据,并将同步数据发到X133端口。X133端口接收和发送的数据通过变频器面板可以直接设定。由于每个传动部分的要求不完全一致,各个变频器参数不可以简单替换或覆盖。在下载或上传变频器参数不一定会保存T100参数,必须仔细检查。在硬件维修时可能会丢失或损坏数据,必须做好全部数据的备份。由于T100参数的丢失变频器不会报警,根据同步原理,如果某一级变频器T100参数丢失,后级变频器将没有速度指令,其变频器拖动的电机都不运行。在左链变频器T100参数丢失,所有链传动变频器拖动的电机都不运行,但是PLC动作和风机变频器均正常。
4 K30故障维修案例
【案例】K30左链变频器硬件维修后,所有链传动电动机都不运行,风机变频器可以运行,PLC和HMI无故障显示。
故障诊断:
(1)用面板直接设定左链变频器频率,单机可以运行,但其余电机都不运行;
(2)因为风机变频器正常,PLC动作都正常。说明PLC和DP-BUS总线正常;
(3)检查变频器参数,对比风机和链传动变频器参数。P443均配置连接器K3002,将左链变频器P443设定为K8002,左链电机可以在DP总线下驱动运行,而其余传动电机都不运行。
经过以上诊断,确定左链T100工艺板参数丢失,由于T100参数没有备份,而左链变频器的T100与其余变频器差异较大,根据T100资料和西门子大全资料,用人工面板直接按K30原理图进行参数设置。
参数配置:
(1)P734参数设置
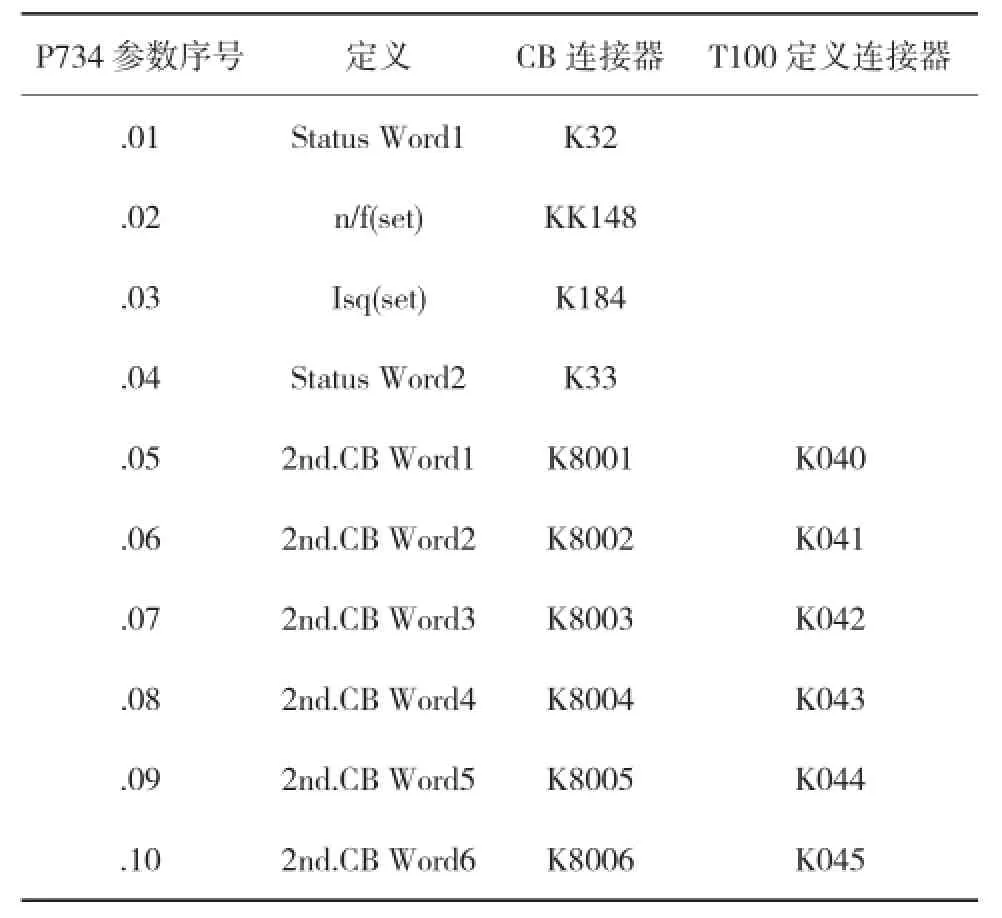
P734参数序号定义CB连接器T100定义连接器.01Status Word1K32 .02n/f(set)KK148 .03Isq(set)K184 .04Status Word2K33 .052nd.CB Word1K8001K040 .062nd.CB Word2K8002K041 .072nd.CB Word3K8003K042 .082nd.CB Word4K8004K043 .092nd.CB Word5K8005K044 .102nd.CB Word6K8006K045
(2)T100与CUVC板K3002连接
P443=K3002

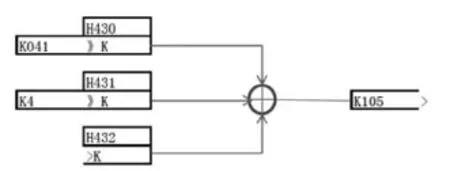
(3)将K8002(总线左链变频器速度设定值)传递给K105
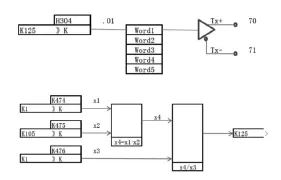
(4)将数据发到PP-BUS 端口(T100的X133端口)
T100的X133端口是一个RS485的串口,实现点对点通讯。该端口是已给可以用参数配置的端口,输入输出端口都可以配置5个参数。左链由于是PPBUS的起点,因而不需要接受PP-BUS参数,只需要配置发送参数。配置如下:
5 结论
本文详述了K30定型机链传动同步的原理,并给出了根据其原理K30定型机维修的案例。
通过上述分析和维修的经验,我们可以得到以下结论:
5.1 K30链传动系统的同步技术是基于西门子产品技术的同步方式,只有了解产品性能才能真正了解其同步过程。
5.2 在配置T100的情况下,DP总线数据发到通讯板CBP2的通过T100的参数配置,传输给CUVC板,如果参数有问题将影响本级变频器和后级PP-BUS网络的变频器。
5.3 PP-BUS总线传输的数据是由变频器的T100参数直接确定,而不是由DP-BUS传输数据确定。
5.4 T100工艺板的X133端口的数据可以通过变频器面板直接编程,在数据丢失的情况可以根据工艺要求,用变频器面板编程修复。
[1] 西门子电气传动有限公司.SIMOVERT MASTERDRIVERS矢量控制使用大全[M].天津,西门子电气传动有限公司.2002.
[2] 崔 坚,李 佳等.西门子工业网络通讯技术(上册)[M].北京:机械工业出版社.2004(9).
[3] 天津传动设计研究所.电气传动自动化技术手册[M].北京:机械工业出版社.2011(4).
Analysis on the synchronization principle of the chain drive of K30
OUYANG Chang-feng
(Foshan Hongyu Environmental Protection Technology Co., Ltd., Foshan, Guangdong 528200)
K30 is a processequipment used in printing and dyeing industry, and its automation system is integrated with SIEMENS TIA technology. K30 chain drive synchronization principle is based on the technology of SIEMENS T100 technologyboard and inverter, is based on the characteristics of the T100 special serial communication port PP-BUS . In this paper, a concise K30 chain drive system composition, network structure and the internal data transfer process is introduced, which of K30 chain synchronous drive system were analyzed. This analysis is given based on the case of a practical maintenance.
chain drive synchronization system; TIA; PP-BUS
TS104.2
A
投稿日期:2015-06-27
欧阳长风(1965-),软件工程硕士,电气自动化工程师,企业咨询顾问。长期从事自动化生产线维修管理。
