中职学校数控轴类零件加工工艺设计
2015-11-30谢青云
谢青云
(肇庆市工业贸易学校,广东 肇庆526060)
我校机械类学生都要学习数控车床操作技术。在讲授数控知识的同时,必须要求学生掌握基本的机械加工工艺,增强系统意识,理解手动操作与自动操作之间的联系,真正把学生培养成为适应各种工作环境和岗位的多面手。数控车工基础工艺理论及技能有机融合,包括夹具的使用、量具的识读和使用、刃具的刃磨及使用、基准定位等,分类叙述了车床操作、数控车床自动编程仿真操作、数控车床编程与操作的初、中级内容。以机械加工中车工工艺学与数控车床技能训练密切结合为主线,常用量具识读及工件测量、刀具及安装、工件定位与安装、金属切削过程及精加工,较清晰地展示了数控车工必须掌握的知识和技能的训练途径。对涉及与数控专业相关的基础知识、专业计算,都进行了有针对性的论述,目的在于塑造理论充实、技能扎实的专业技能型人才。
本文结合数控加工的特点,并对轴类零件进行了详细的分析和讲解,制订了工艺方案,选择了机床和刀具,最后进行了程序的编写,最终形成可以指导生产的工艺文件。合理的选用加工方式、可使得零件的加工在保证零件精度的情况下,提高加工效率。最终形成的工艺文件要完整,并能指导实际生产。
1 典型轴类零件分析
1.1 零件图

图1 典型轴类零件图
1.2 零件图分析
该零件表面由圆柱、顺圆弧、逆圆弧、圆锥、槽、螺纹等表面组成。尺寸标注完整,选用毛坯为45#钢,Φ55mm×150mm,无热处理和硬度要求。
1.3 确定加工方法
图1上几个精度要求较高的尺寸,因其公差值较小,所以编程时没有取平均值,而取其基本尺寸。在轮廓线上,有个锥度10度坐标P1、和一处圆弧切点P2,在编程时要求出其坐标,P1(45.29,75)P2(35,56.46)。
通过以上数据分析,考虑加工的效率和加工的经济性,最理想的加工方式为车削,考虑该零件为大批量加工,故加工设备采用数控车床。根据加工零件的外形和材料等条件,选用CJK6032数控机床。
1.4 确定加工方案
零件上比较精密表面的加工,常常是通过粗加工、半精加工和精加工逐步达到的。对这些表面仅仅根据质量要求选择相应的最终加工方法是不够的,还应正确地确定从毛坯到最终成形的加工方案。
毛坯先夹持左端,车右端轮廓113 mm处,右端加工Φ39 mm、SΦ42 mm、R9 mm、Φ35 mm、锥度为10度的外圆,Φ52 mm.调头装夹已加工Φ52 mm外圆,左端加工Φ25 mm×33 mm、切退刀槽、加工螺纹M25mm×1.5 mm.
该典型轴加工顺序为:预备加工—车端面—粗车右端轮廓—精车右端轮廓—切槽—工件调头—车端面—粗车左端轮廓—精车左端轮廓—切退刀槽—粗车螺纹—精车螺纹。
2 数控车床常用的装夹方式
(1)在三爪自定心卡盘上装夹。三爪自定心卡盘的三个卡爪是同步运动的,能自动定心,一般不需要找正。该卡盘装夹工件方便、省时,但夹紧力小,适用于装夹外形规则的中、小型工件。
(2)在两顶尖之间装夹。对于尺寸较大或加工工序较多的轴类工件,为了保证每次装夹时的装夹精度,可用两顶尖装夹。该装夹方式适用于多序加工或精加工。
(3)用卡盘和顶尖装夹。当车削质量较大的工件时要一段用卡盘夹住,另一段用后顶尖支撑。这种方式比较安全,能承受较大的切削力,安装刚性好,轴向定位准确,应用较广泛。
(4)用心轴装夹。当装夹面为螺纹时再做个与之配合的螺纹进行装夹,叫心轴装夹。这种方式比较安全,能承受较大的切削力,安装刚性好,轴向定位准确。
装夹方法:先用三爪自定心卡盘毛坯左端,加工右端达到工件精度要求;再工件调头,用三爪自定心卡盘毛坯右端Φ52,再加工左端达到工件精度要求。
3 典型轴类零件加工工艺
(1)确定加工顺序及进给路线
加工顺序按粗到精、由近到远(由右到左)的原则确定。工件右端加工:既先从右到左进行外轮廓粗车(留0.5mm余量精车),然后从右到左进行外轮廓精车,最后切槽;工件调头,工件左端加工:粗加工外轮廓、精加工外轮廓,切退刀槽,最后螺纹粗加工、螺纹精加工。
(2)选择刀具
1)车端面:选用硬质合金45度车刀,粗、精车用一把刀完成。
2)粗、精车外圆:(因为程序选用 G71循环所以粗、精车选用同一把刀)硬质合金90度放型车刀,Kr=90°,Kr'=60°;E=30°,(因为有圆弧轮廓)以防与工件轮廓发生干涉,如果有必要就用图形来检验。
3)车槽:选用硬质合金车槽刀(刀长12 mm,刀宽3mm)
4)车螺纹:选用60°硬质合金外螺纹车刀.
(3)选择切削用量如表1所示
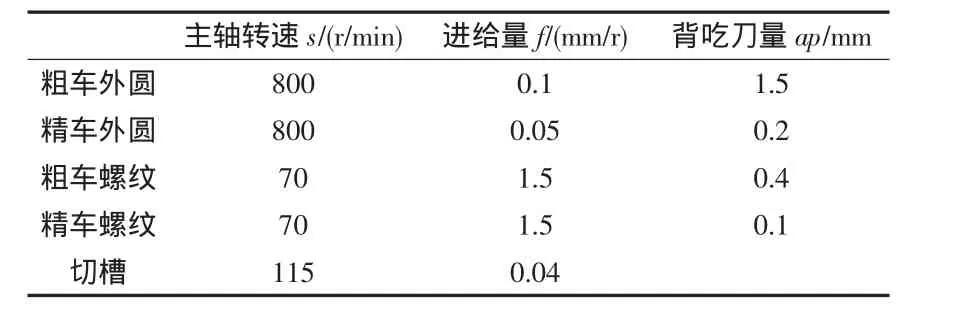
表1 切削用量选择
为了螺纹容易配合,螺纹M25×1.5在车削大径时,加工到直径Φ24.7mm,总背吃刀量去0.65P=(0.65×1.5)mm=0.975mm.
4 手工编程
以工件右端加工为例的编程如下:
O1111;
M06 X200 Z100; 建立工件坐标系
T0202; 调用2号刀
M03 S800; 主轴以800r/min正转
G00 X60 Z5; 到循环加工起点
G71 U.1.5 R1 P01 Q02 X0.2 Z0.08 F80;
粗加工循环
N01 G00 X39 Z2; 到精加工起点
G01 X39 Z0 F40; 精加工轮廓开始
G01 X39 Z0 C2 倒角C2
Z-26; 加工Φ39
G03 X35 Z-56.46 R24; 加工SΦ48圆弧
G02 X35 Z-70 R9; 加工R9圆弧
G01 Z-75; 加工Φ35
X45.29; 加工Φ35外径左端面至斜线部分
X52 Z-94; 加工斜线部分
N02 Z-113; 精车循环结束
G00 X55 Z100; 到换刀点
M06 T0303 M03 S115 M08;
换3号切槽刀,打开切削液
G00 X55 Z2; 刀具起切的安全点
G00 X55 Z-89; 切槽切入点
G01 X39 F5; 切槽
G01 X55 F20; 切槽退刀
G01 Z-82; 切槽切入点
G01 X39 F5; 切槽
G01 X55 F20; 切槽退刀
G00 Z-18; 切槽切入点
G01 X35 F5; 切槽切入点
G01 X50 F20; 切槽退刀
G00 X55 Z100 M09; 回换刀点,关闭切削液
M05; 主轴停止
M30; 程序结束
5 结束语
在数控车削加工中经常遇到的轴类零件,我们采用含螺纹零件进行编程设计,在螺纹车削编程中要注意,数控车床主轴上必须安装有脉冲编码器测定主轴实际转速,从而实现主轴转一转刀具进给一个螺纹导程的同步运动,从螺纹粗车到精车,主轴的转速必须保持不变.该特殊轴零件结构,有螺纹、倒角、圆弧、槽等。该编程螺纹车削采用螺纹加工循环指令G76,用该指令编程可以不用写那么多步程序,省去了很多编程时间。数控加工的基本编程方法是用点定位指令编写接近或离开工件等空行程轨迹,要用插补指令编写工件轮廓的切削进给轨迹。
[1]邹新宇.数控编程[M].清华大学出版社,2006.
[2]陈子银,徐鲲鹏.数控加工技术[M].北京理工大学出版社,2006.
[3]余英良.数控加工编程及操作[M].北京:高等教育出版社,2004.
