A304不锈钢薄板激光焊接熔池受力分析
2015-11-23周世杰李云涛司永宏纪东生
周世杰,李云涛,司永宏,段 瑞,纪东生,
(1.天津市特种设备监督检验技术研究院,天津300060;2.天津理工大学材料科学与工程学院,天津300384)
A304不锈钢薄板激光焊接熔池受力分析
周世杰1,李云涛2,司永宏1,段瑞1,纪东生1,
(1.天津市特种设备监督检验技术研究院,天津300060;2.天津理工大学材料科学与工程学院,天津300384)
开展A304不锈钢薄板激光焊接实验,并在相同实验参数的基础上,对激光热源进行二次开发,利用有限元软件进行三维流场数值模拟。根据流体力学原理,计算出A304不锈钢的雷诺数Re为2.415,所以A304不锈钢熔池内液相流动形式为层流;并在考虑融化潜热、外部环境的散热和材料的热物理性能随温度变化等因素的基础上,讨论表面张力和浮力对熔池流动的影响。通过分析可知模拟结果与激光焊接实验结果一致。
304不锈钢;激光焊接;熔池;熔池受力
0 前言
激光焊接是一种具有高能量密度的技术,在工业生产中被广泛应用。激光焊接可以在相当高的速度下实现深熔焊接,并产生很小的热影响区,而且具有焊接质量好、焊缝成型美观、无接触加工和易于实现自动化等独特优势,受到广大用户青睐[1]。
目前对于激光焊接熔池流动的研究还不够彻底,使得激光焊接的潜力并没有完全发挥[2]。本研究开展了激光深熔焊接实验,并应用有限元软件模拟了薄板激光焊接过程的熔池流动,讨论表面张力和浮力对熔池流动的影响。
1 激光焊接实验
试验材料A304不锈钢(0Cr18Ni9Ti)化学成分如表1所示。由于两板对称,选取一半的模型进行建模,在A304不锈钢板的下面加入了铜衬底作为支撑夹具[3],不仅可以保证不锈钢薄板在焊接过程中不发生变形,还能加速热量的传导。
实验设备是JK2003SM型Nd:YAG固体激光器。额定输出功率2 kW,其透镜焦距160 mm(零焦距),光纤直径600 μm,离焦量-2 mm,光斑直径0.6 mm,保护气体是纯氩,气体流量30 L/min。
激光焊接实验的主要工艺参数如表2所示,激光焊接实验结果如图1所示。

表1 A304不锈钢主要元素含量Tab.1Chemical composition of 304 stainless steel%

表2 激光焊接工艺参数Tab.2Process parameters of laser welding
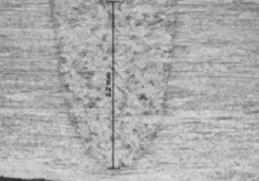
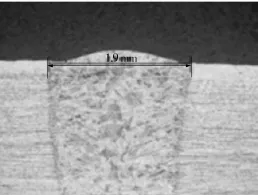
图1 激光焊接实验结果Fig.1Experiment results of laser welding
2 数学模型的建立
2.1计算模型
流场模拟过程中使用融化凝固模型,利用enthalpyporosity技术来追踪固液界面。
本研究A304不锈钢雷诺数Re=2.415<Recr,其中层流开始向湍流转变时的临界雷诺数为2 300[4],因此模拟A304不锈钢熔池流动应使用层流模型。
A304不锈钢激光焊接计算模型包括层流模型、熔化凝固模型。
2.2热源模型
采用旋转高斯曲面体热源模型[5],C语言编程,利用user-define function导入软件中进行模拟

2.3控制方程
流体的流动要遵循物理守恒定律,包括质量守恒定律、动量守恒定律和能量守恒定律,控制方程[6]是用公式对这些定律的描述。本研究中激光焊接过程的控制方程包括:
质量守恒方程

动量守恒方程
x方向动量守恒方程

y方向动量守恒方程

z方向动量守恒方程

能量守恒方程

2.4边界条件和热物理性能参数
(1)对称平面是绝热的边界条件,其速度分量的边界条件为

(2)工件外壁面与周围环境的对流换热边界条件为q=-hc(T-T0),其中hc为对流换热系数,T0为环境温度。
(3)工件的保护气面是混合的边界条件,气体流量30L/min,其对流换热系数[7]为55.79W·m-2·K-1;空气面也是混合的边界条件,其对流换热系数设置为15 W·m-2·K-1;恒温面温度300 K,耦合面是耦合的边界条件。材料的热物理性能参数如表3所示。
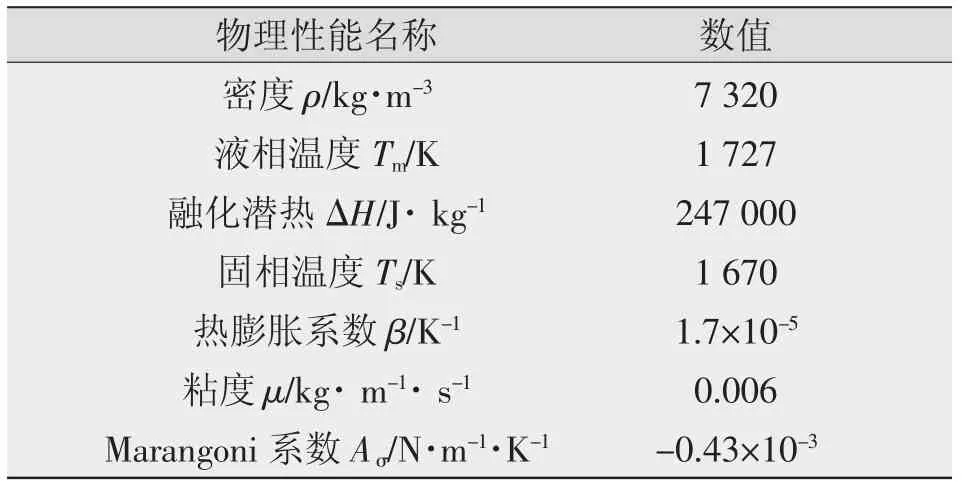
表3 材料的热物理性能参数Tab.3Material physical properties and process parameters
3 激光焊接流场模拟和分析
采用层流模型、压力基和SMPLE算法对A304不锈钢进行三维流场模拟,细化区域网格尺寸0.3mm× 0.3mm×0.44 mm。激光功率1600W,焊接速度5mm/s,讨论浮力和表面张力对熔池流动状态的影响,其中,表面张力通过Marangoni对流系数来控制;浮力是由密度随温度变化的重力差引起的,可以通过密度的变化使用Boussinesq假设来控制。
3.1表面张力对熔池流动的影响
焊接过程中,当工件的传入热量与周围环境的输出热量相同时,熔池大小和形状及温度场不再变化,并随热源同步移动,这时温度场就达到了准稳态。
从焊接开始阶段到准稳态时,熔池呈“钉头”形,且随着熔池进入准稳态,熔池的“钉头”形状越来越明显,深宽比越来越大;在此过程中,熔池中心的峰值流速由0.642 m/s上升到0.749 m/s,说明熔池在形成初期到准稳态的过程中,其内部流体流速逐渐增加,并趋于一个稳定值。
图2、图3是考虑表面张力时,焊接开始阶段和准稳态阶段流速矢量图,对比得出,从焊接开始阶段至准稳态,熔池中流体的流动形式及涡流状态没有明显变化,总体趋势一致。
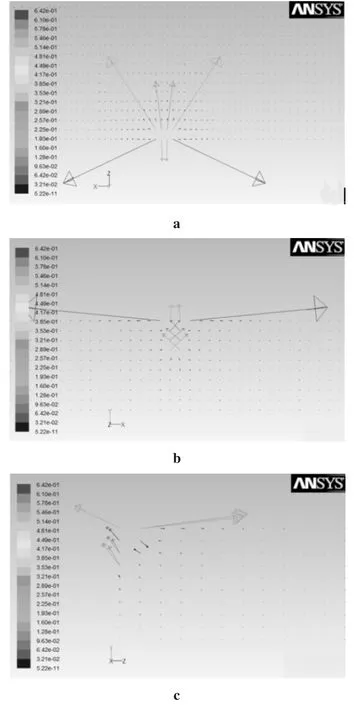
图2 考虑表面张力时,熔池在焊接开始阶段的流动速度矢量Fig.2Velocity vector of molten pool at the beginning of welding when surface tension is only considered
由图3可知,熔池进入准稳态后,在x-y截面,熔池内流体同时向熔池中心流动,在熔池中心交汇后向熔池上方流动,然后在熔池两端各产生一个涡流,并显示出“钉头”状,如图4所示;在x-z截面,熔池前端流体的流动趋势最为明显,说明熔池前端流体流动剧烈,传热快,温度梯度大,在此截面由于存在负Marangoni对流系数,熔池中流体从中心温度高、表面张力小的区域流向四周温度低、表面张力大的区域;在y-z截面,熔池的流动趋势在熔池前后两端相反,熔池前端是顺时针流动,熔池末端是逆时针流动,在熔池内形成两个涡流,表面流体的流速明显高于内部,如图4所示。
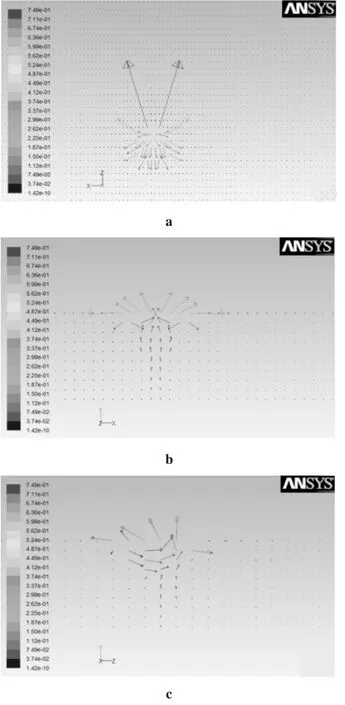
图3 考虑表面张力时,熔池在准稳态时的流动速度矢量图Fig.3Velocity vector of molten pool at quasi-steady when surface tension is only considered
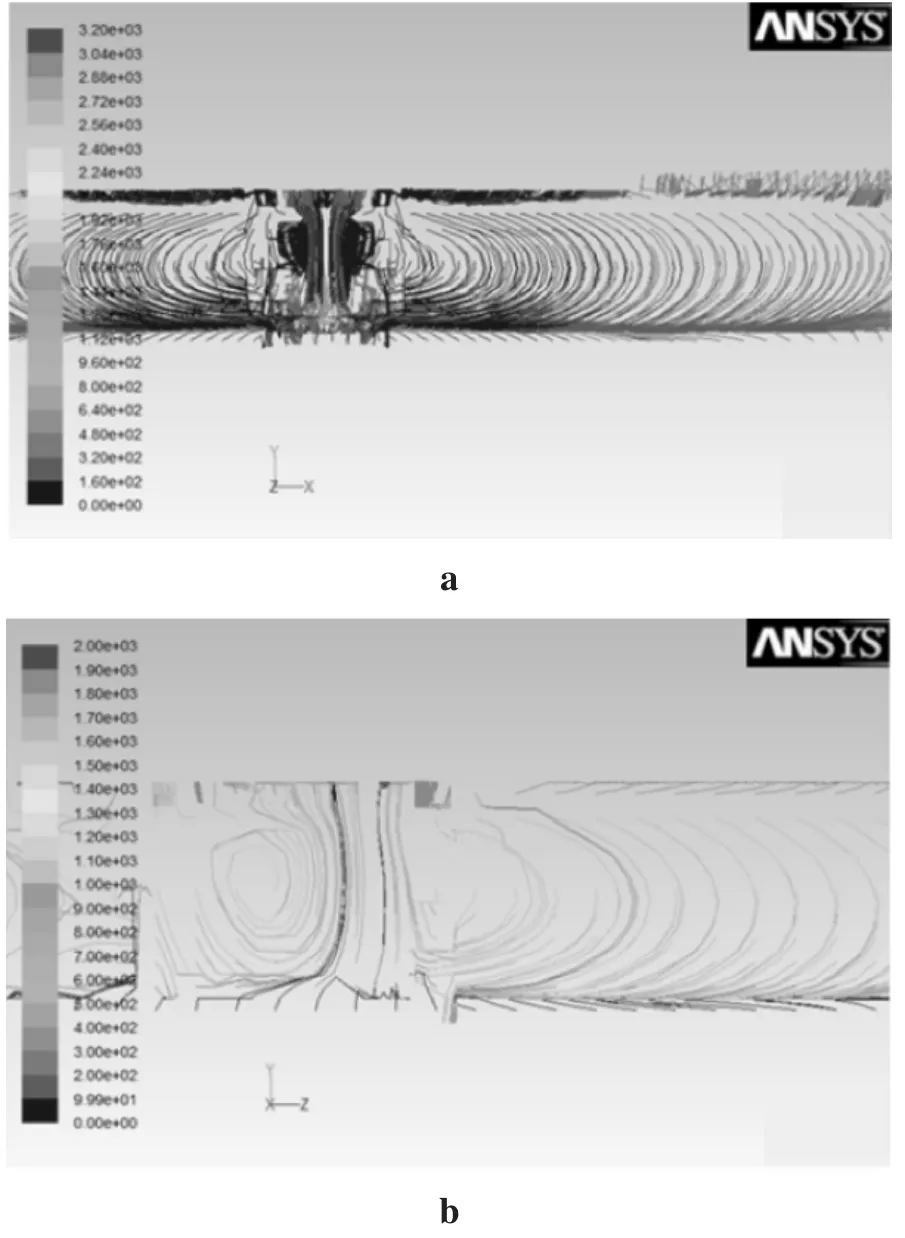
图4 考虑表面张力,熔池在准稳态时的流线图Fig.4Pathlinesofmoltenpoolatquasi-steadywhensurface tension is considered
3.2浮力对熔池流动的影响
图5是考虑浮力时的熔池流速矢量图,可以看出,在准稳态情况下,熔池在三个截面流体的流动形式与考虑表面张力时大致相同,不同的是峰值流速显著降低,由0.749 m/s下降到0.010 4 m/s。考虑表面张力时,熔池的表面流速很大,内部流速低;考虑浮力时,熔池内部流体的流动速度大,表面流速低,内部流速大于考虑表面张力时的流速,说明表面张力对熔池表面流速影响大,对内部流速影响小,浮力对熔池内部流速影响大,对表面流速影响小。
考虑浮力时,在x-z截面上,熔池流动的速度矢量密集程度发生变化,熔池前端的速度矢量密集程度趋于减弱,说明在此截面,流体由熔池中心向四周区域的流动相对于考虑表面张力时减弱,浮力对表面熔池形状的影响相对于表面张力要小。
3.3同时考虑浮力和表面张力对熔池流动的影响
图6中,同时考虑浮力和表面张力时,熔池内流体在三个截面的流动状态、涡流位置及数量与单独考虑表面张力或浮力时相同,峰值流速0.647 m/s,熔池表面流速小于只考虑表面张力时的流速,熔池内部流速大于只考虑表面张力时的流速,说明表面张力和浮力对熔池内流体的流动都有影响,熔池是在两种作用力的共同作用下形成的,浮力的存在减弱了表面张力对熔池表面流速的加速作用,因此峰值流速降低。图6b中,在同时考虑两种作用力的情况下,相对于考虑一种作用力时,内部流体流速明显增加。这表明两种作用力共同作用驱动熔池的形成并增加了内部流体的流速。

图5 考虑浮力时,熔池在准稳态时的流动速度矢量Fig.5Velocity vector of molten pool at quasi-steady when buoyancy force is considered
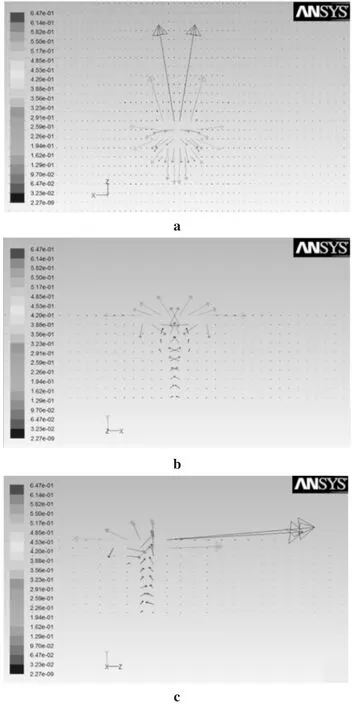
图6 同时考虑浮力和表面张力时,熔池在准稳态时的流动速度矢量Fig.6Velocityvectorofmoltenpoolatquasi-stationarystate,when buoyancy and surface tension are all considered
四种情况下,峰值温度和峰值速度的变化如表4所示。在考虑浮力的情况下,考虑或者不考虑表面张力,熔池峰值温度都会增加,熔池的峰值流速都会降低,原因是浮力的存在使熔池表面流速降低,熔池表面散热减少,导致温度升高。因此,浮力具有降低熔池表面流体流速、降低表面热量传输的作用。

表4 准稳态时,四种情况下峰值温度和速度Tab.4Peak temperature and velocity in four conditions,when welding is at quasi-steady
激光焊接实验所得焊缝与相同实验参数下、考虑表面张力和浮力时模拟结果的对比如图7所示。实验结果与模拟结果一致,如表5所示。
4 结论
(1)表面张力和浮力对激光焊接熔池内的流体的流动形态、涡流位置及数量相同,x-y、y-z截面都存在两个流动方向相反的涡流;表面张力对表面流速的加速作用比浮力大的多。
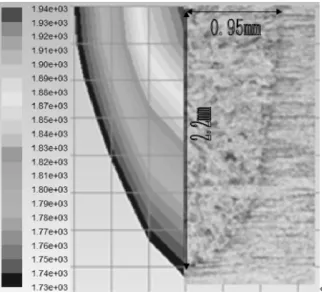
图7 实验得到焊缝与模拟结果对比Fig.7Comparison of weld shape by experiment with that by calculation
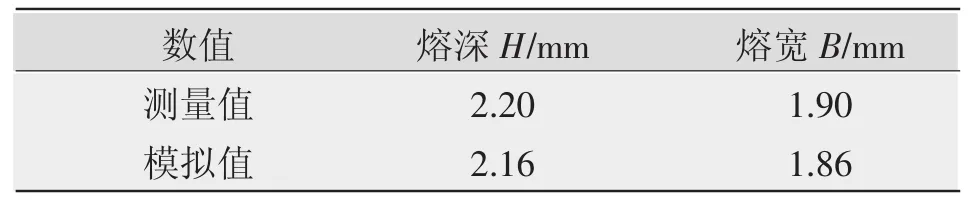
表5 实验得到焊缝与模拟结果对比Tab.5Comparison of weld shape by experiment with that by simulation
(2)表面张力具有加速热量传输的作用;浮力的存在减弱了表面张力对熔池表面流速的加速作用,增强了熔池内部流体的流速,具有降低熔池表面流体流速、降低表面热量传输的作用。
(3)激光焊接的熔池是在两种驱动力的共同作用下形成的,得到了与实验焊缝一致的模拟结果。
[1]占小红,米高阳,陶汪,等.薄板铝合金激光深熔焊熔池流动数值模拟[J].焊接学报,2013,34(10):31-34.
[2]BannourS,AbderrazakK,MhiriH,etal.Effects of temperature -dependent material properties and shielding gas on molten pool formation during continuous laser welding of AZ91 magnesium alloy[J].Optics&Laser Technology,2012(44):2459-2468.
[3]李笑雨.DP1000钢薄板激光焊接过程的数值模拟与分析[D].天津:天津大学,2013.
[4]吴树森.材料加工冶金传输原理[M].北京:机械工业出版社,2001.
[5]吴甦,赵海燕,王煜,等.高能束焊接数值模拟中的新型热源模型[J].焊接学报,2004,25(1):91-94.
[6]Wang R,Lei Y,Shi Y.Numerical simulation of transient temperature field during laser keyhole welding of 304 stainless steel sheet[J].Optics&Laser Technology,2011,43(4):870-873.
[7]武传松.焊接热过程与熔池形[M].北京:机械工业出版社,2007.
Page 101
图2 1母材(100×)
和硬度试验,试验结果良好,说明双面双弧焊焊后焊缝性能良好,同时打底焊时无淬硬组织生成。
(3)双面双弧焊前电弧对后电弧有预热作用,而后电弧对前电弧有后热作用,正因为这个热特性,在焊接厚板高强钢时,使焊缝区的扩散氢有更多的逸出时间,焊缝组织出现针状铁素体,淬硬倾向小,同时焊接同向收缩,焊后残余应力小,说明双面双弧焊有更好的抗冷裂纹作用,更适合焊接大厚板高强钢。
(4)此焊接工艺避免了清根工序,减少了焊接截面积,有效减少了焊道次数,即减少了HAZ焊接热循环,提高了焊接接头的综合性能,另一方面减少了污染,提高了焊接效率,改善了焊接环境,同时此种技术也适合于机器人自动化焊接生产。
Force analysis on molten pool during laser welding of 304 stainless steel sheet
ZHOU Shijie1,LI Yuntao2,SI Yonghong1,DUAN Rui1,JI Dongsheng1
(1.TianjinInstituteofSpecialEquipmentInspection&TechnicalResearch,Tianjin300060,China;2.SchoolofMaterials Science Engineering,Tianjin UniversityofTechnology,Tianjin 300384,China)
An experiment about laser welding of 304 stainless steel sheet was implemented in this study.And on the basis of same experimental parameters,heat source was performed secondary development.And finite element software was used to simulate threedimensional fluid field.According to the principles of fluid mechanics,Reynolds number of 304 stainless steel was calculated as 2.415 in this study,so the flow pattern of fluid in molten pool is laminar flow.On the basis of considering the latent heat of melting,heat dissipation of the external environment,thermal physical properties of materials changing with temperature and other factors,the effects of surface tension and buoyancy on fluid flow of molten pool were discussed.After compared,it displayed that the simulation results were consistent with experimental results.
304 stainless steel;laser welding;molten pool;force on molten pool
TG456.7
A
1001-2303(2015)11-0141-06
10.7512/j.issn.1001-2303.2015.11.30
2015-01-19;
2015-08-31
周世杰(1989—),男,山东人,硕士,主要从事压力容器检验方面的工作。
