航煤油罐离线检测及隐患整治
2015-11-05方忠明
方忠明
(中国航空油料有限责任公司厦门分公司,福建厦门 361006)
航煤油罐离线检测及隐患整治
方忠明
(中国航空油料有限责任公司厦门分公司,福建厦门 361006)
根据某油库航煤油罐离线检测结果,对油罐罐体腐蚀和罐体倾斜变形等问题的原因进行分析,结合API653的相关规定,提出了相应的隐患整治方法,并针对油罐长期闲置后的恢复启用提出了一些建议。
航煤油罐 离线检测 隐患整治 恢复启用
1 航煤油罐概况及离线检测结果
某机场油库现有3座1000m3油罐(5#~7#),储存介质为航空煤油,于1982年正式建成投入使用,2010年至今处于闲置状态。为恢复启用,于2014年6月按照API653“油罐检测、维修改造和重建”[1、3]的相关规定对3座油罐进行离线检测,本文根据5#罐离线检测结果对油罐存在的隐患进行分析,主要检测内容及结果如下:
1.1 外观检验

表1 测量点相对高程统计表
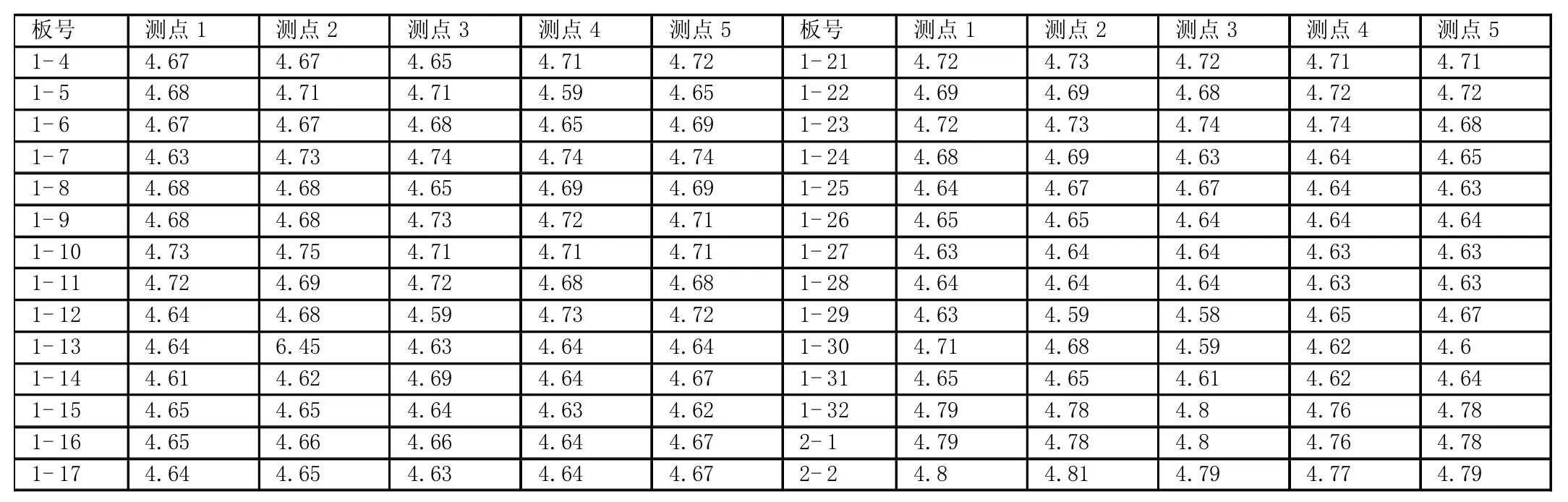
表2 罐顶板厚度测量(mm)

表3 罐壁板厚度测量(mm)

表4 油罐不圆度测量值
通过对整个油罐罐体及附属仪表设备进行外观检查,发现油罐水泥基础出现裂化和破裂,盘梯、罐壁、罐顶及附属设备出现多处油漆失效和腐蚀。油罐底板发现多处局部变形,最大为20mm,超出API653的允许范围。
1.2 油罐基础沉降检测
基础沉降检测以油罐液位计接管处为参考0点,顺时针方向均匀布置16个测量点,测量第一层壁板底部的相对高程,结果如表1。

图1 线性显示和腐蚀坑
根据测量结果,按照油罐的主体倾斜程度来考虑,45°和225°、67.5°和247.5°两个方位的倾斜角度较大,由45°和225°测量点的高差可知最大倾斜高差为55.12mm。根据油罐直径12060mm,可计算出倾斜角度为0.26°。
1.3 油罐顶板厚度检测
顶板检测对油罐32块扇形顶板和2块半圆形顶板每块板选取5个测量点进行超声波厚度测量,测量结果如表2所示。
根据API653规定:“在任何100in2面积内的罐顶板平均厚度不小于0.09in(2.286mm),本次罐顶板厚度测试结果符合要求。
1.4 油罐壁板厚度检测
壁板厚度检测对油罐每圈壁板取2个方位,每个方位布置5个测量点进行超声波厚度测量,计算每个方位的平均壁厚及腐蚀速率,结果如表3。
根据以上测量结果,罐壁靠近底板位置发现严重腐蚀,最小剩余厚度为2.11mm,腐蚀速率为0.134mm/年,且剩余厚度小于API653中最低厚度要求。
1.5 油罐底板检测
底板检测对搭接焊缝、罐壁与接管内角焊缝、罐壁-底板内部环形角焊缝进行了100%磁粉检验。在底板搭接焊缝上发现线性显示和腐蚀坑,检测结果不合格(如图1所示)。
通过对罐底板厚度进行超声波测量,底板最大厚度为5. 79mm,最小厚度仅为2.10mm,小于API653所规定的2.54mm的最低厚度要求。
1.6 油罐不圆度检测
不圆度检测采用250RX全站仪进行光学偏移测量,以油罐的参考“0”点作为0度,每隔45度测量1点,总共8个点。每隔180度的测量值相加,为油罐的直径,合计4组直径测量值(如表4所示)。
根据API653规定,油罐直径12060mm,半径公差应保证在19mm以内,油罐不圆度符合规范要求。
2 原因分析及隐患处理措施
2.1 油罐罐体倾斜
油罐罐体倾斜的主要原因是地基处理不当,罐基础在使用过程中产生不均匀沉降,逐渐产生倾斜。根据对油罐第一层壁板底部各测量点的相对高程可以得到,225°测量点的相对高程为38.10mm,为油罐底部的最高点,45°测量点的相对高程为-17.02mm,为油罐底部的最低点。两者的位置处在油罐的中心线上,其倾斜角度可作为油罐的主体倾斜角度。
根据API653中规定,油罐的基础沉降差许可值不得大于直径的1/100,且不大于127mm。因此,根据检测数据,5#油罐主体的倾斜程度在API653的要求的范围之内,本次不需要整治。
2.2 罐壁板及底板局部腐蚀严重
油罐内部腐蚀主要集中在底板和下部壁板。从油罐运行过程进行分析,一方面航煤进罐时不断冲击油罐底板和下部壁板,日积月累容易导致内防腐涂层脱落,金属裸露出来,失去防腐层的金属相对较易发生腐蚀;另一方面,航煤储存过程中,油品中的水分水逐渐沉积到油罐底层,油品中的水分与酸性物质能够产生化学反应,形成酸性溶液,其中包含有cl-和SO42-、Na+等离子,长期浸泡也会导致内防腐层的脱落,从而对钢板产生电化学腐蚀,这也使得油罐腐蚀严重区域主要集中在油罐下部。随着油罐的使用年限较长,油罐内外防腐层达到使用寿命后也会逐渐失效,加之厦门位于东南沿海,湿润的气候也会造成油罐在闲置期间罐体产生整体性均匀腐蚀,造成油罐各位置钢板壁厚逐渐变薄。
根据检测结果,油罐下部壁板和底板局部腐蚀严重,罐底板磁粉验收不合格,在油罐重新启用之前,需对腐蚀严重部位进行维修或更换,并重新进行单项测试直至满足规范要求。
2.3 罐体局部凹凸变形
罐体产生凹凸变形一方面是由施工过程中油罐壁板焊接产生误差造成,另一方面,是由于油罐在使用过程中的不均匀沉降造成,其后果会造成罐壁出现应力集中,但罐壁凹凸变形主要发生在顶部[2],一次应力相对较小,而且由凹凸变形产生的应力为二次应力,又具有自限性,一般情况下,对罐体的强度影响不大。
根据罐体不圆度检测结果,油罐半径公差最大为8mm(90°~270°方向),符合API653中的相关规定,本次可不进行整改。
3 油罐恢复启用前后的建议措施
(1)油罐恢复启用前应对内外壁进行除锈,并重新进行防腐处理,建议油罐内壁罐底板及罐壁板0.2m以下采用036环氧耐油防腐涂料,其耐水性能可以提高内防腐层的使用寿命;
(2)油罐恢复启用前需检测现有牺牲阳极电位,如保护电位达不到要求,需对牺牲阳极设施进行增设;
(3)油罐运行过程中应及时放水,尽可能减少底部的存水;
(4)根据油罐腐蚀速率可以计算出油罐的使用寿命,按照API653中检验周期最长为20年的规定,下次检验应该在计算年限和20年两者中较短的时间内进行;
(5)油罐恢复启用后,应制定合理的安全检查规程对油罐的各个部分运行状态进行监察,及时发现问题及时解决。
4 结语
油罐的腐蚀问题是由多方面的原因造成的,是决定油罐使用寿命的关键因素,处置不当会带来巨大的经济损失。因此,根据油罐的检测结果及对以后系统内停用油罐,合理的制定油罐的隐患整治措施尤为重要,必须综合考虑设备的停运时间、离线检测结果来制定针对性的保护、检测、维护措施,综合考虑保护方法、保护费用等因素的影响,制定相应的管理流程,在全面评估的基础上,制定明确有效、经济适用的整治和管理方案。
[1]API STANDARD 653. Tank Inspection, Repair, Alteration, And Reconstruction.
[2]张新明,张雪.魏岗站1#浮顶油罐罐体变形隐患整治.中国石油和化工标准与质量,2012(12):74.
[3]李进宁.地上储罐的检测与维修-API653介绍.油气储运,1994,第13卷(4): 66~67.
方忠明(1968—),男,江苏江阴人,工程师,大学本科,从事机场供油管理工作。