水轮发电机组镜板研磨技术探讨
2015-10-21林孝财

【摘要】水轮发电机组检修时按传统的方法对磨损较严重的镜板进行研磨修复,很难达到镜面平面度和粗糙度的技术要求,而改用半精研磨—精研磨—抛光的方法,可获得镜板表面平面度≤0.01mm,粗糙度≤Ra0.2的良好效果。
【关键词】镜板;研磨
一、前言
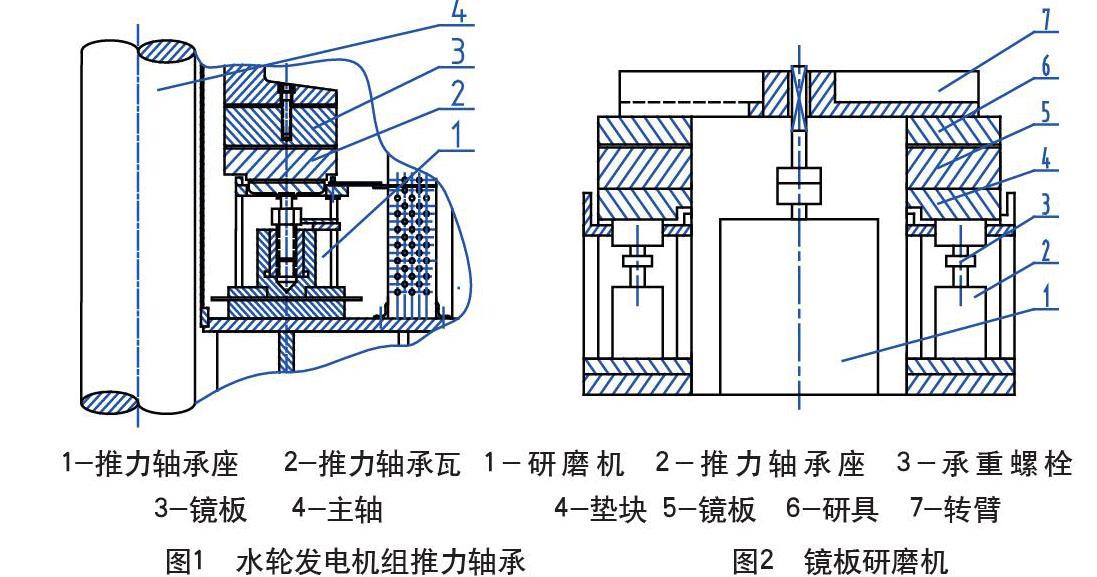
镜板是中、大型立式水轮发电机组推力轴承(图1)的关键部件之一,它和推力轴承瓦构成摩擦副。当水轮发电机运行时,它承受机组的全部轴向负荷,大型机组总负荷甚至可达103~104KN,按单位压力换算一般都在4~6MPa,而润滑推力轴承的油膜厚度只有0.03~0.07mm,因此对镜板的镜面(摩擦表面)要求较严格,平面度≤0.01mm,粗糙度Ra0.2。
研磨镜板是水电站在水轮发电机组大修时不可缺少的项目。大修前,一般机组至少已经过6-8年的运行,其镜板因长时间在重载下摩擦而磨损,镜面的平面度和粗糙度都会变差。如何通过研磨镜板来修复镜面,使其平面度和粗糙度恢复到原始的良好状态,是摆在检修技术人员面前的一个课题。
二、传统的研磨镜板方法及发现的问题
目前,国内绝大多数水电站研磨镜板都是采用包有细毛毡(或法兰呢)和白布的研磨专用平板作研具,用W5~W10氧化铬(绿膏)配制成的研磨剂,进行电动或人工研磨,直至形成“镜面”为止(以下称“传统的研磨方法”)。
图2为常用的电动研磨机。将水轮发电机的推力轴承座放置水平,在轴承座上圆周均布三个承重螺栓,装入推力轴瓦或临时性垫块,把待研磨的镜板的镜面朝上吊放在这三个支点上,调正、调水平,用包有毛毡和白布的两根长条形研具对称地放在镜面上并与转臂连接,当研磨机带动转臂旋转时,研具即对镜面进行研磨。
福建水口发电集团有限公司下属三个水电站:(1)街面电站:水轮发电机镜板规格φ2450mm(外径)/φ1520mm(内径)×180mm(厚度);(2)雍口电站:镜板规格φ2020/φ1150×120;(3)水东电站:镜板规格φ1700/φ800×120。以前机组A级检修时,主要采用人工现场研磨镜板或将镜板外送主机厂研磨,2008年设计、制造一台能适合于三种规格镜板的研磨机(图3)。利用该研磨机用传统的研磨方法对水东电站4号机镜板进行研磨后,按经验采用肉眼检验镜面,镜面“光亮照人”,即判断该镜板研磨合格。为进一步证实研磨效果,使用1级精度500mm刀口尺沿半径方向和垂直半径方向测量镜面直线度,用TR210手持式粗糙度仪测量镜面粗糙度后发现:所测的直线度误差都大于0.01mm,工作表面的粗糙度Ra1.0~Ra1.6。
通过分析认为:用细毛毡包裹的研具进行研磨,不能改变镜面的形状精度;W5~W10氧化铬粒度太细,只能用于精研磨镜面,虽然能去除微伤痕,改善表面粗糙度获得光亮光滑表面,但用其研磨粗糙度较差的镜面,降低粗糙度效果不明显。由此说明:用传统的研磨方法对磨损较严重、平面度超差、粗糙度>Ra0.8的镜板进行研磨修复,很难使镜面平面度和粗糙度恢复到原始的良好状态。
三、研磨镜板技术的改进
改进后的方法是:分半精研磨—精研磨—抛光三个工艺对镜板进行研磨。半精研磨目的是去除镜面上的伤痕,锈蚀等缺陷,提高平面度达0.01mm,降低粗糙度至≤Ra0.4;精研磨的目的是进一步降低镜面粗糙度达Ra0.2;抛光方法同上述传统的研磨方法,目的是獲得光亮光滑镜面。半精研磨和精研磨所使用的研磨盘(研具)不包毛毡和白布,其工作面直接与镜面对研,切掉镜面上的凸峰。提高镜板表面的平面度,降低表面粗糙度。
研具是保证镜面精度的重要因素,它一方面把本身的几何形状复映给镜面,另一方面又是研磨剂的载体。研磨盘直径应大于镜板环的宽度,其工作面要求:平面度≤0.005mm,表面粗糙度≤Ra0.2。并要求组织结构细致均匀,有较高的稳定性和耐磨性,较好的嵌存磨料的性能,硬度稍软于镜面等,同时在研磨盘工作面开有沟槽,以利于将多余的研磨剂刮去,保证镜面与研磨盘直接接触,使镜面获得较高平面度。
磨料在研磨中起切削作用,研磨加工的效率、精度和表面粗糙度都与磨料有密切的关系。根据镜板的材料、硬度选择合适的研磨微粉并根据半精研磨和精研磨的需要选择不同的微粉粒度。
研磨时,研磨运动应使镜面各点均有相近的被切削条件,任一点的运动轨迹不出现周期性重复。研磨效率随研磨压力和研磨速度的提高而增大,正确选择研磨压力和速度可明显提高研磨效果。
按此方法,对水东电站4号机镜板进行重新研磨,在连续32小时的研磨后,测得镜面平面度误差≤0.01mm,粗糙度Ra0.10~Ra0.2。
四、小结
1、用传统的研磨方法,对磨损较严重、平面度超差、粗糙度>Ra0.8的镜板进行研磨修复,很难达到理想的效果。
2、正确设计研磨盘,合理选择磨料和研磨参数,采取半精研磨—精研磨—抛光三个工艺对镜板研磨。可以达到镜面平面度≤0.01mm,粗糙度≤Ra0.2的要求。
参考文献
[1]白延年.水轮发电机设计与计算.机械工业出版社,1982
[2]林亚一.水轮发电机组的安装与检修.中国水利水电出版社,2000年
[3]孟少农主编.机械加工工艺手册.机械工业出版社,1991年
作者简介
林孝财,福建水口发电集团有限公司尤溪检修分公司经理助理,工程师、高级技师.
