对称式三辊卷圆机在多段圆弧加工中的应用
2015-08-27何东
何 东
(美卓自动化(上海)有限公司,上海200131)
0 引言
对称式三辊卷圆机是一种将材料弯卷成圆形、弧形或其他形状的设备,使用时将板料放置到三辊之间,上辊下压使板料发生塑性变形,同时辊轮旋转板料在与辊轮之间的摩擦力作用下移动进料。板料在进料方向上就会产生连续的变形。根据三点成圆原理,经过连续的变形后板料会呈圆形或弧形,这一过程又叫滚弯。如果进料过程中上辊下压量同时变化,即可控制圆弧半径,滚弯出需要的形状。
除了板料以外对称式三辊卷圆机还可用于滚弯管材、型材等。因不需要特殊模具,使用成本相对较低;加工连续,容易实现自动控制,加工效率高。对称式三辊卷圆机简单易用,广泛应用于机械、压力容器等制造行业[1]。
1 对称式三辊卷圆机成型原理
对称式三辊卷圆机是目前最普遍使用的一种卷圆机,由一个上辊和两个下辊组成,上辊处于两下辊中间对称位置。对称式三辊卷圆机上辊传动方式主要有:(1)螺杆传动,螺杆旋转带动螺母驱动上辊轮上下运动,这种方式主要用于手工三辊卷圆机。(2)液压传动,液压油作用在直行程油缸活塞上产生在上下直线运动,这种方式主要用于数控三辊卷圆机。
而旋转运动则由电机通过减速器后带动辊轮旋转,手工卷圆机使用普通电机,转速通常不可调。数控三辊卷圆使用伺服电机,转速无极控制,可以针对不同弧长设置不同速度,加工效率高。
对称式三辊卷圆机上滚弯柱面时通过工件圆形和任意一侧的下辊轮可以画出如图1所示的直角三角形。

图1 对称式三辊卷圆机
根据直角三角形勾股定理,三个边关系为:

整理式(1),可以得到上下辊相对位置h和半径R之间的关系式:

式中,h为上辊与下辊的垂直中心距;R为工件弯曲半径;r1为上辊半径;r2为下辊半径;t为工件厚度;a为下辊中心距。
按已知的弯曲半径,可以代入式(2)中求出弯曲时上辊相对下辊的位置h[2]。由于板料在弯曲后有回弹现象,式(2)中h的计算值在实际生产中需要考虑回弹量进行修正。
对称式三辊卷圆机上辊处于两下辊轮中间,与两辊轮都有相同的间距,板料在上辊轮和下辊轮之间的部分是悬空的。板料起始端和结束端会有一端无法与上辊轮接触,这部分不会发生变形,保持直线状态,因此在成型后板材两端都会有剩余的直边。如图2所示,对称式三辊卷圆机上悬空段为板料端头刚刚与下辊轮上沿接触点到与上辊轮下沿接触点的这段长度,大致为下辊中心距的一半。
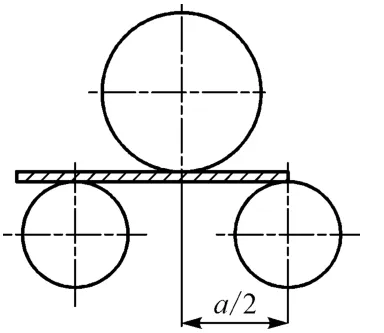
图2 剩余的直边
在实际生产中剩余的直边一般会比理论直边大。如果板材刚和下辊轮接触就开始下压,板材会因为摩擦力不足向中心滑动,这样就会造成实际下压量不足,滚弯半径变大。尤其是卷制大规格板材时,板料浪费严重,工效低,需要预弯来消除直边。通常采用的方法有:(1)用压力机压弯成型,各种厚度板料都适用,但需要配备压力机和专用模具多次成型,成本高效率低。(2)用较厚的板材弯曲后作为模板直接在三辊卷板机上预弯,适用于薄板(厚度≤24mm的板料)预弯[3]。(3)在三辊卷板机上用较厚的板材做垫板加垫块预弯,适用于薄板(厚度≤24mm的板料)预弯。
2 弯曲回弹
板料弯曲时,内层受压应力,外层受拉应力。在板料两侧这两种应力超过屈服应力产生塑性变形,但越到材料中央应力越小,当应力小于屈服应力时材料只会发生弹性变形,弯曲结束后弹性变形区会发生弹性恢复,板料形状、尺寸都会发生变化,这就是弯曲回弹。如图3所示,滚弯时弯曲回弹表现为滚弯半径的变化,卸载后半径会变大。在相对弯曲半径较大时,弹性变形区占的比重大,弯曲回弹现象尤为显著。
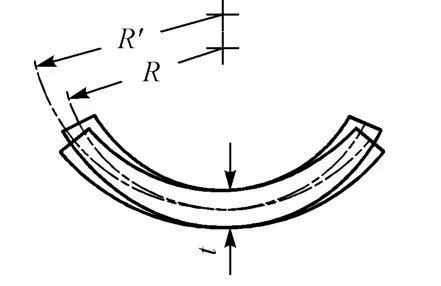
图3 弯曲回弹
弯曲回弹实际是板料在卸去外部载荷以后,板料内部应力重新平衡的结果。滚弯时上辊轮的下压弯矩与板材的内部弯矩处于平衡的状态。滚弯结束后上辊上移打破了平衡,内部的弯矩会在板料上形成与下压弯矩大小一样、方向相反的弯矩,这使板料向相反方向变形,直到内部应力达到新的平衡。
滚弯时回弹前后半径可以通过板料回弹的公式计算:

式中,R为回弹前的弯曲半径(mm);R′为回弹后的弯曲半径(mm);σ为弯曲材料的屈服极限;E为弯曲材料的弹性模数;t为弯曲材料厚度(mm)。
对称式三辊卷圆机通常采取过弯法来补偿回弹[4]。先将圆弧过弯到较小的半径,经过回弹恢复后就可以得到需要的半径。在滚弯过程中,滚弯半径的大小由上下辊之间的间距来控制,上辊下压量越大半径越小。考虑到回弹对工件最终半径的影响,可以使上下辊间距减小,以补偿回弹对滚弯半径的影响。
3 多段圆弧加工
对称式三辊卷圆机成型时通过成型半径计算上下辊间距,板料进给距离由圆弧弧长计算得到。
图4所示的多段圆弧零件要求板料两端为直边,直线段全长为L,中间为两段小半径圆弧加一段大半径圆弧弯曲,使板料弯曲成型后两端能够对齐。

图4 多段圆弧零件
根据图纸可知加工工序应为:直线段→圆弧R1→圆弧R2→圆弧R3。圆弧R3加工完成后即可结束,最后一端直线段不需加工。
在使用对称式三辊卷圆机加工这个多段圆弧零件时,对于工件起始端的直线段,加工时只转动辊轮上辊不下压,在计算时需要考虑到卷圆机剩余直边的影响,按图2所示位置放置板料,然后再转动卷圆机辊轮。辊轮转动距离为:

式中,SL为卷圆转动距离(mm);L为工件直线段长度(mm);a为卷圆机下辊间距(mm)。
辊轮转动SL后,卷圆机的上辊轮开始下压,进入圆弧段弯曲。此时由于板材回弹不可避免,直接使用图纸上的半径计算出的下压量,在成型后回弹造成的半径误差会很大,两段直边相对倾斜,达不到图纸呈一条直线的要求,并且两段无法对接到一起。
在加工圆弧段时首先根据材料特性将成型半径作为回弹后弯曲半径R′代入式(3)计算得出回弹前的弯曲半径R。然后再将R代入式(2)中计算上下滚轮中心距h,以确定每一段圆弧的实际下压量。
下压到位后卷圆机辊轮转动使板料沿其纵向运动即可完成每段圆弧的加工,此时转动距离为圆弧的弧长,转动距离计算公式为:

式中,SR为卷圆转动距离(mm);π为圆周率;R为工件弯曲半径(mm);θ为圆弧角度。
将计算后每段圆弧的下压量、转动距离输入对称式三辊卷圆机的控制程序中,即可在卷圆机上实现自动连续的多段圆弧零件加工。
这类零件加工可以很好地将对称式三辊卷圆机剩余直边利用起来,只是在卷圆机选型时为满足不同尺寸加工需求,需选择两下辊轮间距可调机型,并且下辊最小间距小于等于L。这也为设备选型提供了理论依据。
4 结语
对称式三辊卷圆机因结构简单、操作方便、价格便宜而被广泛采用。但是滚弯是板料的弹塑性变形过程,弯曲后回弹会导致所加工的圆弧半径偏大,无法达到图纸要求,因此确定合适的工艺参数是滚弯过程的关键。手工加工的大量加工经验总结的参数很难分析其中的规律,无法直接使用到其他尺寸的加工中,调试时间长,生产效率低,成本高,削弱了产品竞争力。
根据对称式三辊卷圆机的成型原理及板料回弹原理分析计算工艺参数,然后再结合滚弯工艺和手工操作的实际经验,可以在加工中解决滚弯参数调整的问题,确保滚弯质量符合要求,同时减少生产调试时间,提高生产效率。
[1]刘芳华,卢道华,王佳,等.水平下调式三辊数控卷板机的设计[J].中国制造业信息化:学术版,2003(12):117-119.
[2]郭永平,李泽武.常用三辊卷板机结构形式及传动方式[J].锻压装备与制造技术,2010,45(6):21-23.
[3]邢伟荣,原加强,郭永平.水平下调式结构在大型三辊卷板机上的应用[J].锻压装备与制造技术,2006,41(5):20-23.
[4]陈毓勋.板材与型材弯曲回弹控制原理与方法[M].北京:国防工业出版社,1990:17-55.
