旋风铣削在螺旋件中的应用研究
2015-07-27刘顺华天津职业技术师范大学机械工程学院天津300222
刘顺华(天津职业技术师范大学 机械工程学院,天津 300222)
旋风铣削在螺旋件中的应用研究
刘顺华
(天津职业技术师范大学 机械工程学院,天津 300222)
旋风铣削是一种相对先进的加工方法,加工螺旋件零件具有许多优点。本文分析了旋风铣削的工作原理、加工优势和影响旋风铣削加工精度的因素。着重介绍了CNC旋风铣削工艺的应用。提出了旋风铣削是目前精密螺纹高效制造中提高质量降低成本的优先方向。
旋风铣;螺纹加工;硬铣削;螺旋体
随着航空工业和医疗行业的快速发展,对为之配套的像螺钉样的螺旋类零件提出了越来越多的需求。螺纹的传统加工方式如采用螺纹车刀、滚齿加工等都存在生产成本高、加工效率低、表面粗糙度大等问题。旋风铣削加工具有加工效率高、工件表面质量好、加工成本低及绿色环保等特点,正成为螺旋件加工领域关注的热点。目前旋风铣削与高效加工技术的结合与应用在精密螺纹高效制造中得到了迅速的发展,并且旋风铣削可以加工像不锈钢和钛合金类的难切削材料,使得旋风铣削具有强大的生命力和广阔的应用前景。
1 旋风铣削的工作原理
旋风铣削是通过工件与刀具的旋转组合来执行加工的(如图1所示)。机床夹持工件在刀盘内完成进给运动;刀具夹持在旋转刀盘上高速旋转完成切削运动,在工件上铣削出螺纹。安装在刀盘上的多把成形刀,借助刀盘旋转中心与工件中心的偏心量来完成渐进式高速加工。在铣削过程中,刀具旋转形成切削环的轴线与工件旋转中心轴线有一个夹角,这个夹角大小等于螺纹的螺旋升角,根据需要加工左、右螺纹,只需调整螺纹升角大小和方向。刀盘中心与工件中心的偏心量,使每次切削时只能有一把刀具参与切削,使未进行切削的刀具具有时间散热,有利于延长刀具的使用寿命。工件旋转一周,刀盘在工件轴线方向上走一个螺距。旋风铣削产生的切屑两端薄,中间厚,似“逗号”形,且以很高的速度排出,带走大量的热量,切削速度越大,带走的热量越多,通常在90%以上,有利于提高零件表面质量。旋风铣削采用空压强冷干切削而不使用难以处理的切削液,它是一种高效绿色制造技术。
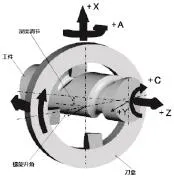
图1 螺纹旋风铣削运动示意图
2 旋风铣削加工优势
(1)旋风铣削刀具和工件同时旋转,且有多把刀参与切削,因此具有更高的加工效率[1];
(2)任何类型的螺纹无论单线或多线,左旋或右旋都可用旋风铣削生产;
(3)断续切削方式使刀具切削阻力大大减小,消耗动力小,切屑不连续,容易清理,刀具冷却好,延长使用寿命;
(4)与其他方式如螺纹铣削、螺纹滚压相比较,旋风铣削不仅操作方便,生产更快,成本更低,并具有较少的处理,能得到更好的公差值。工件表面粗糙度一般可达Ra6.3~Ra1.6µm,可完全消除了对螺纹的后续磨削步骤;可实现螺纹的“一次过”成形。
3 影响旋风铣削加工精度的因素
旋风铣削是一个复杂的复合运动过程,刀盘旋转速度、工件旋转速度、偏心量、刀具数量、转速比、工件半径和刀具旋转半径等对旋风铣削具有影响[2]。除上述参数外,由热变形引起的导程误差,刀具磨损引起的螺纹中径误差,刀盘偏转角调整误差和整个工艺系统的动刚度要求都可产生影响。其中铣床的动态特性对螺纹旋风铣削精度影响较大。
4 CNC旋风铣削工艺技术的应用
旋风铣削最常见的做法是把一套旋风铣头安装在普通车床上,此方法主要用于一般钢材各种螺纹的软铣[4],加工出的产品无法满足高精度要求。随着数控技术的发展,以及硬铣削和复杂曲面铣削等技术的不断突破,磨具设计、切削材料和机床系统的最新进展使得旋风铣削技术有了更大的进步,复杂螺纹操作比如具有很长螺距或很宽轮廓都可以容易地加工,还能够对60ΗRC以上的硬材料进行加工并达到较高的加工精度和加工质量。
CNC控制与旋风铣削的结合使得生产率大幅度提高,最近推出的插件系统,大大降低了刀具转换和参数设置时间,相比较传统螺纹铣削或滚齿机加工螺纹,效率提高四倍以上。在CNC旋风铣削中,先进的刀片材料、精密的刀具和刀盘制造技术提供了必要条件。比如聚晶立方氮化硼PCBN刀片。新型的CNC旋风铣床强化了机床-工件-刀具系统的动刚度(也包括机床安装的牢固度)[3],先进的强冷技术使高速旋风铣削具有良好的排屑和散热条件增加了刀具使用寿命,提高了进给速度,降低了表面粗糙度值。因此把CNC控制和旋风铣削有效的结合能有助于旋风铣削技术的进步,具有重要的经济意义和应用价值。
5 结束语
从切削机理上看旋风铣削是一种近似切削方法,对小螺距的杆件有着非常好的加工效果。相比较传统螺纹加工方法如铣削螺纹、滚压螺纹,旋风铣削能够减少60%或以上加工步骤。总的来说更好的研究旋风铣削加工技术,对企业降低成本和提升质量意义重大。
[1]迟忠德.滚珠丝杠螺纹旋风硬铣削工艺的改进研究[J].成组技术与生产现代化,2010(04):36-38.
[2]谭立新,刘军安.旋风铣削运动的矢量建模[J].湖南工程学院学报,2001,11(02):46-49.
[3]黄祖尧.CNC螺纹旋风硬铣削[J].机械工人(冷加工),2004(09):26-28.
[4]李军,邓顺贤.螺纹旋风硬铣削技术研究及应用[J].精密制造与自动化,2012(04):3-5
刘顺华(1985-),男,河南扶沟人,研究生在读,研究方向:高速、高效、高精加工。
10.16640/j.cnki.37-1222/t.2015.21.016
