An experimental investigation of wire electrical discharge machining of hot-pressed boron carbide Ravindranadh BOBBILI*, V. MADHU, A.K. GOGIA
2015-07-02DefenceMetallurgicalResearchLaboratoryHyderabad500058IndiaReceived27June2014revisedJuly2015acceptedJuly2015Availableonline30July2015
Defence Metallurgical Research Laboratory, Hyderabad 500058, IndiaReceived 27 June 2014; revised 7 July 2015; accepted 9 July 2015 Available online 30 July 2015
An experimental investigation of wire electrical discharge machining of hot-pressed boron carbide Ravindranadh BOBBILI*, V. MADHU, A.K. GOGIA
Defence Metallurgical Research Laboratory, Hyderabad 500058, India
Received 27 June 2014; revised 7 July 2015; accepted 9 July 2015 Available online 30 July 2015
Abstract
The present work discusses the experimental study on wire-cut electric discharge machining of hot-pressed boron carbide. The effects of machining parameters, such as pulse on time (TON), peak current (IP),flushing pressure (FP) and spark voltage on material removal rate (MRR) and surface roughness (Ra)of the material, have been evaluated. These parameters are found to have an effect on the surface integrity of boron carbide machined samples. Wear rate of brass wire increases with rise in input energy in machining of hot-pressed boron carbide. The surfaces of machined samples were examined using scanning electron microscopy (SEM). The influence of machining parameters on mechanism of MRR and Rawas described. It was demonstrated that higher TON and peak current deteriorate the surface finish of boron carbide samples and result in the formation of large craters, debris and micro cracks. The generation of spherical particles was noticed and it was attributed to surface tension of molten material. Macro-ridges were also observed on the surface due to protrusion of molten material at higher discharge energy levels. Copyright©2015, China Ordnance Society. Production and hosting by Elsevier B.V. All rights reserved.
Keywords:Hot-pressed boron carbide; MRR; Ra; Wire electrical discharge machining
E-mail address: ravindranadhb@gmail.com (R. BOBBILI).
Peer review under responsibility of China Ordnance Society.
http://dx.doi.org/10.1016/j.dt.2015.07.001
2214-9147/Copyright©2015, China Ordnance Society. Production and hosting by Elsevier B.V. All rights reserved.
1. Introduction
Wire electrical discharge machining (WEDM) of hotpressed boron carbide is considered in this work. Hotpressed boron carbide possesses superior hardness, high Young's modulus and low density. Due to the excellent properties, it is a promising material as personnel body armour. This material is used to fabricatea variety of armourpanels to provide ballistic protection against different threats. This material cannot be processed by conventional metal cutting techniques like turning and milling due to its high hardness and strength levels [1,2]. Wire electrical discharge machining a type of unconventional machining process, is employed to accomplish the objective. WEDM plays significant role in cutting the electrically conductive materials to produce intricate profiles and complex shapes. The material removal takes place due to melting and evaporation of workpiece because of the heat produced by discharges. The wire traverse is regulated by numerically controlled system to accomplish the desired accuracy of components.
The most significant performance measures of WEDM are material removal rate (MRR) and surface roughness (Ra) of workpiece. Spark gap voltage, discharge current, pulse ontime, pulse off-time and dielectric flushing conditions are the machining parameters that influence the performance measures. Tosun et al. [1] investigated the effect of WEDM machining parameters on performance characteristics, i.e MRR, kerf width and Ra. An optimum combination of process parameters was derived for large MRR and small Raby using analysis of variance (ANOVA). Poros et al. [2] made an attempt to develop a model to correlate the thermal properties of material and the efficiency of machining. Buckingham pi theorem was employed to establish the relationship between the variables used in the study. Tzeng et al. [3] studied the influences of cutting speed, depth of cut and feed rate onsurface roughness using the Taguchi technique and grey relational analysis. In this study, an orthogonal array was applied to plan the experiments for optimizing the cutting operations with multiple response measures. Chiang et al. [4] carried out grey relational analysis to optimize the wire-EDM process with multiresponse characteristics such as MRR and Ra. The optimum process parameters were selected from the response graph obtained by grey relational grade. Kumar et al. [5] employed a grey relational methodology to optimize the input parameters of EDM, i.e., duty factor, pulse on-time and peak current to maximize MRR. The optimum process parameters were validated by confirmation experiments. Wang et al. [6] explored the possibility of removing a recast layer using etching by means of EDM. An L9 orthogonal array was selected to design the experiments for attaining the optimum process parameters. Somasekhar et al. [7] presented the modelling and optimization of micro-EDM using back propagation and genetic algorithms. The neural network model has been established and simulated using MATLAB. Lin et al. [8] attempted to improve the multiple response characteristics using Taguchi technique with grey relational analysis by optimizing the process parameters of EDM. Patel et al. [9] developed a surface roughness prediction model for electric discharge machining of Al2O3/SiC/TiC ceramic composite. This model optimized the machining variables to obtain high surface quality. Lin et al. [10] studied the effects of EDM parameters on material removal rate, electrode wear rate and surface roughness for ceramics (Al2O3+ 30% VolTiC). Machining parameters have been optimized for each performance measure by using Taguchi method.
The purpose of the present study is to examine the effects of machining parameters on material removal rate (MRR) and surface roughness (Ra) of hot-pressed boron carbide. The material removal rate (MRR) can be considered as the degree of production whereas surface roughness (Ra) represents the measure of surface quality. Based on the literature survey, several pilot experiments have been performed to select the process parameters influencing on performance characteristics. The chosen machining variables are pulse on-time, pulse offtime, peak current and spark voltage. The Taguchi technique is a dominant experimental planning tool that uses an efficient and orderly approach for obtaining the optimum process variables. An appropriate design of experiments (DOE) is selected to perform more precise and accurate experiments. In the present research, an L16 Taguchi standard orthogonal array was selected for the design of experiments [11]. Confirmation experiments were then conducted based on the Taguchi analysis. The surfaces of machined samples were examined using scanning electron microscopy (SEM). The influences of machining parameters on mechanism of MRR and Rawere described.
2. Experimental details
2.1. Material and methods
The experiments were performed using a CNC ULTRACUT WEDM (maker: Electronica Machine Tools Ltd). The wire cut electric discharge machine consists of a machine tool, a CNC pulse generator and a dielectric fluid supply unit. The tool consists of a main worktable, an auxiliary table and a wire drive mechanism [12]. CuZn37 brass wire with 0.25 mm in diameter was employed in the present trials. Wire travels through the workpiece from upper and lower wire guides. In wire-cut EDM process the spark is generated between continuous travelling wire and workpiece. Hot-pressed boron carbide blocks (100 mm×100 mm×5 mm thickness) were used. The strength of the material is 410 GPa, its hardness is 31 GPa, and the Young's modulus is 460 GPa. Machining performance was evaluated by MRR and SR.
The MRR was determined by equation

where Vcis the cutting rate; b is width of the cut; and h is the depth of the job (mm).
The surface roughness, usually expressed as Ravalue in microns, was obtained by Taylor Hobson Surtronic 25 roughness checker.

Table 1Input process parameters and their levels.
2.2. Taguchi method: planning of experiments
To study the effects of machining parameters on the performance characteristics (MRR and Ra) under the optimal machining parameters, a specifically designed experimental procedure is required [13-16]. Based on the preliminary investigations, the input parameters chosen were pulse on-time (TON), peak current (IP) and spark voltage (SV). The working range of input parameters and the levels taken are shown in Table 1.
In this study, the Taguchi method, a powerful tool for parameter design of performance characteristics, was used to optimize the machining parameters for maximum metal removal rate, maximum gap current and minimum surface roughness in WEDM [1]. Two major tools used in this method are (i) S/N (signal/noise) ratio to measure the quality and (ii) orthogonal array to accommodate many factors affecting simultaneously to evaluate the machining performances. According to Taguchi quality design concept, an L16 orthogonal array table with 16 rows was chosen for the experiments (Table 2). The experimental observations are further transformed into a signal-to-noise (S/N) ratio by using ANOVA.
The analysis of variance (ANOVA) of S/N data (Tables 3(a) and 3(b)) is carried out to identify the significant variables and quantify their effects on the response characteristics. In the present study, all designs, plots and analysis were carried out using Minitab statistical software. There are several S/N ratiosavailable depending on the type of characteristics. The characteristic of which higher value represents better machining performance, such as MRR, is called‘higher is better, HB’. Inversely, the characteristic of which lower value represents better machining performance, such as surface roughness, is called‘lower is better, LB”. Therefore,“HB”for the MRR and “LB’’for the Rawere selected for obtaining the optimum machining performance characteristics [17-23]. The confirmation test [19] is an essential step for validating the conclusions drawn from DOE with experimental results. The response characteristics of significant variables are shown in Table 4.

Table 2Experimental design using L16 orthogonal array.
Table 3(a). Analysis of variance for MRR.

Table 3(b). Analysis of Variance for Surface roughness.

Table 4Results of the confirmation experiments.
3. Results and discussion
Fig. 1 shows the effect of peak current on MRR for various values of TON of 0.65 μs, 0.7 μs, 0.75 μs and 0.8 μs. It can be seen from Fig. 2 that the MRR value tends to increase with the higher TON and peak current levels. MRR is directly proportional to the power supplied during TON. It is observed that the TON and peak current have strong effects on MRR. It is suggested to apply TON of 0.8μs and peak current of 18 A, respectively, for achieving maximum MRR. At low input power, a small amount of thermal energy is produced, and a significant portion of thermal energy is absorbed by the surroundings. This keeps available energy less. But the rise in input power generates an intense discharge, which impacts the surface of the workpiece and causes more molten material to be driven out of the crater. Flushing pressure (FP) has a significant influence on MRR. Higher MRR can be achieved by supplying dielectric fluid at low velocity in the spark gap. This enhances an improvement in efficiency and thus increases MRR. Higher FP hinders the creation of ionized bridges across the gap, which would reduce spark energy and diminish MRR.
Increase in TON from 0.65 to 0.8 μs resulted in the formation of larger craters on the machined surface. This is reason for the increase in Rawith input power and TON. It is recommended to use TON of 0.65μs and IP of 12 A, respectively, for obtaining minimum Ra. The thermal power generates the high temperatures and causes the melting and vaporization of the material. Figs. 3 and 4 demonstrate Rain function of the parameters of TON and peak current. The data indicates that Radecreases by decreasing TON and peak current values. The influence of spark voltage on response characteristics is shown in Fig. 5, for TON of 0.85 μs, TON of 32 μsec and peak current of 16 A. The influence of spark voltage on surface roughness (Ra) is illustrated in Fig. 6. The plot exhibits a trend of increase from 1.26 to 2.35 μm. MRR is found to increase with spark voltage up to certain range and then it decreases at higher spark voltage due to widening of discharge gap. Fig. 3 depicts the effect of spark voltage on Ra. The Raenhances with the raise in TON. With longer period of spark duration, the number of discharges increases, resulting in the wider craters. Hence, the surface finish will be rougher. When spark gap voltage is increased, the discharge gap gets widened, resulting in better surface accuracy due to stable machining. The influence of wire tension is not very significant.
The surfaces of machined samples were examined using scanning electron microscope (SEM). It is observed from SEM micrographs (Figs. 7 and 8) that the machined surfaces contain spherical modules, craters, pochmarks and microcracks. TheTON (0.8 μs) and peak current (18 A) were observed as the most significant parameters affecting the surface properties. The increase in TON resulted in the formation of craters on the surface. These craters were developed due to a succession of sparks. Small portion of the melted material generated by the electric discharge was removed by the dielectric fluid (Fig. 11). The generation of spherical particles was noticed and it was attributed to the surface tension of molten material. Macro-ridges were also observed on the surface due to the protrusion of molten material (Fig. 10). Fig. 4 demonstrates that fewer numbers of craters were formed at peak current (12 A) and TON (0.65 μs). Due to low peak current and TON,the machined surface is bombarded with fewer energy sparks. The crack formation is mainly attributed to the fast heating and cooling of the machined surface by dielectric fluid. The uneven heating and cooling caused the development of stresses, which leads to crack formation (Fig. 9). At a large current, a stronger discharge generates more heat energy. By virtue of the size of workpiece, some amount of heat is absorbed by it. The remaining portion of energy is accumulated at the wire, resulting in higher wear rate. This leads to frequent wire breakages. The wire breakage occurs due to the reduction of tensile strength of the brass wire through thermal softening. It is observed that the third levels of TON, peak current and spark voltage provide a maximum value of MRR. It demonstrates that the first levels of TON, peak current and spark voltage result in the minimum value of surface roughness.
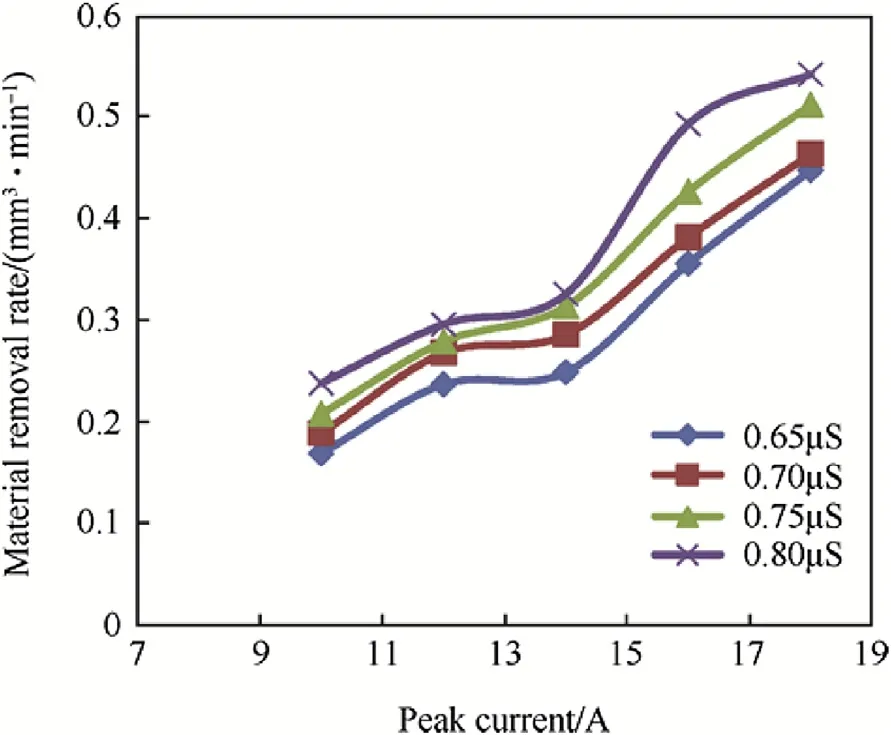
Fig. 1. Effect of peak current on Material removal rate.
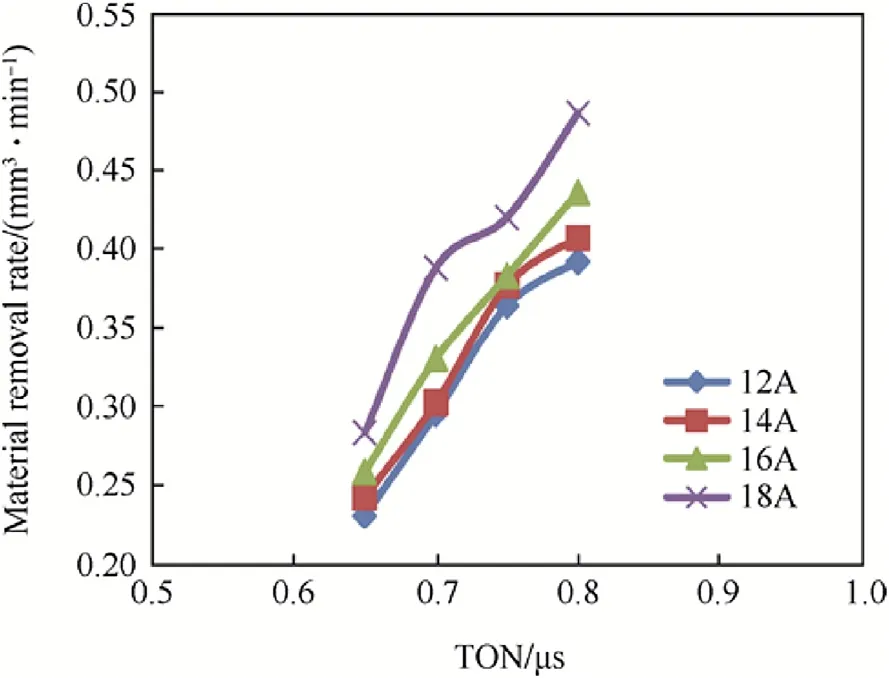
Fig. 2. Effect of pulse on time on Material removal rate.

Fig. 4. Effect of pulse on time on surface roughness.

Fig. 5. Effect of voltage on material removal rate.
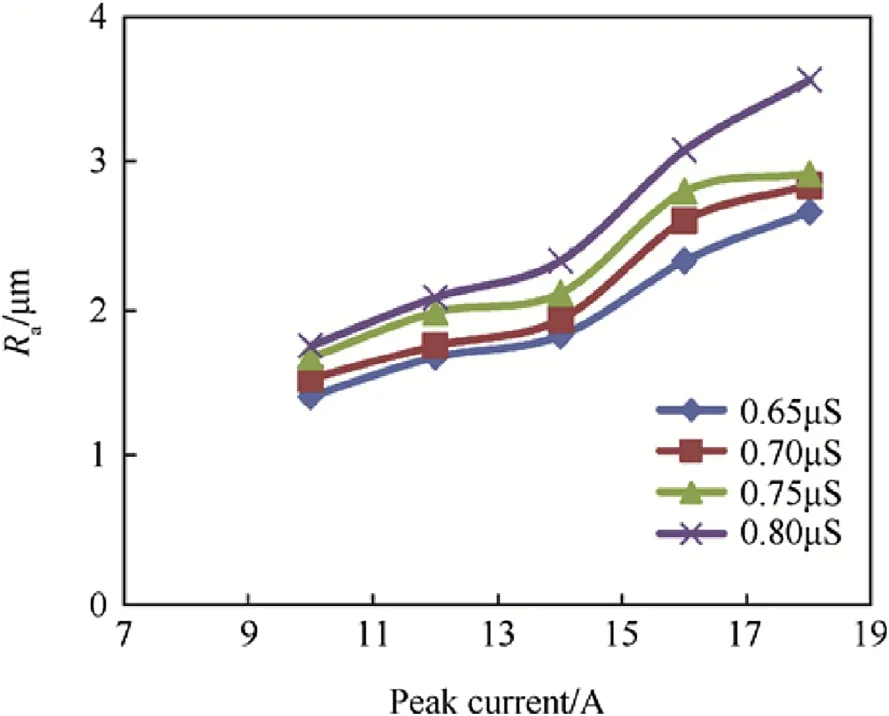
Fig. 3. Effect of peak current on surface roughness.

Fig. 6. Effect of voltage on surface roughness.

Fig. 7. SEM micrographs observed at TON = 0.8 μs and peak current = 18 A.
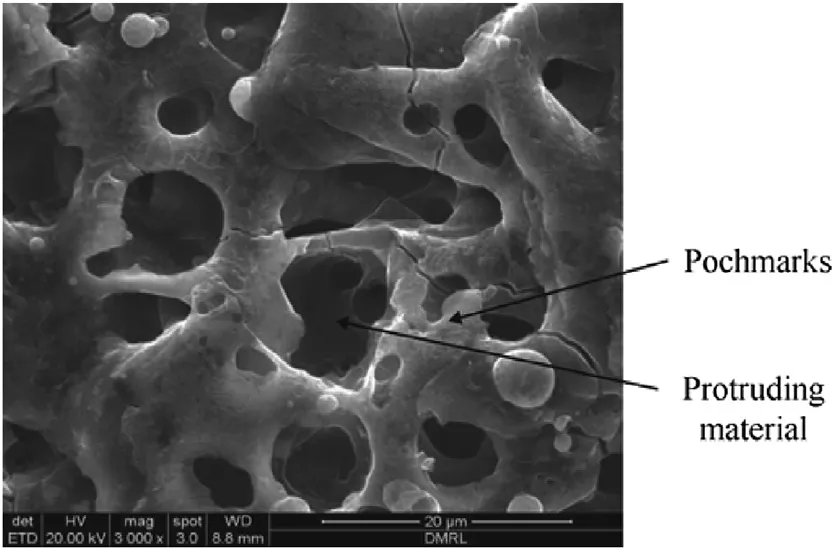
Fig. 8. SEM micrographs observed at TON = 0.8 μs and peak current = 18 A.
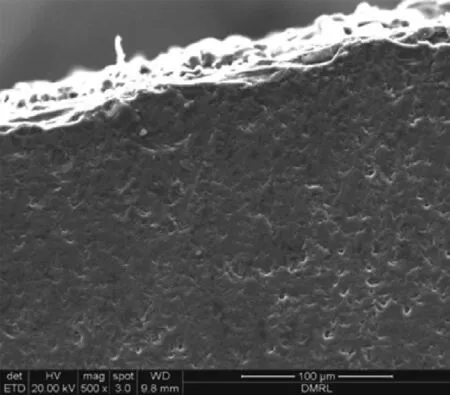
Fig. 10. SEM micrographs observed at higher TON = 0.8 μs and peak current = 18 A.

Fig. 9. SEM micrographs observed at TON = 0.7 μs and peak current = 16 A.
4. Conclusions
The significance of machining variables of WEDM on MRR and Raof hot-pressed boron carbide has been studied. The effects of machining variables on the mechanism of MRR and surface roughness have been assessed by using scanning electron microscope. The conclusions are as follows:
1) It was demonstrated that higher TON and peak current deteriorated the surface finishes of boron carbide samples and resulted in the formation of large craters, debris and micro cracks.
2) The high discharge energy caused more frequent melting explosion, leading to the formation of a deep crater on the machined surface.
3) The residuals of spherical nodules in free or compound form were observed near the heat affected zone. These spherical nodules were formed due to discharge heat and rapid quenching.
4) Wear rate of brass wire increases with increase in input energy, leading to wire breakage.
References
[1] Tosun N, Cogun C, Tosun G. A study on kerf and material removal rate in wire electrical discharge machining based on Taguchi method. J Mater Process Technol 2004;152:316-22.
[2] Poros D, Zaborski S. Semi-empirical model of efficiency of wire electrical discharge machining of hard-to-machine materials. J Material Process Technol 2009;209:1247-53.
[3] Tzeng C, Lin Y, Yang Y, Jeng MC. Optimization of turning operations with multiple performance characteristics using the taguchi method and grey relational analysis. J Material Process Technol 2009;209:2753-9.
[4] Chiang K, Chang F. Optimization of the WEDM process of particle reinforced material with multiple performance characteristics using grey relational grade. J Material Process Technol 2006;180:96-101.
河北农资公司董事长、总经理李平表示,从总体上看,集团公司各项经济指标均向好发展,在当前困难而复杂的市场环境中,成绩的取得来之不易。他还提出了三点工作要求:
[5] Kumar A, Maheswari S, Shrma S, Beri N. A study of multiobjective parametric optimization of silicon abrasive mixed electrical discharge machining of tool steel. Mater Manuf Process 2010;25:1041-7.
[6] Wang CC, Chow HM, Yang LD, Lu CT. Recast layer removal after electrical discharge machining via taguchi analysis: a feasibility study. J Mater Process Technol 2009;209:4134-40.
[7] Somashekhar KP, Ramachandran N, Mathew J. Optimization of material removal rate in micro-EDM using artificial neural network and genetic algorithms. Mater Manuf Process 2010;25:467-75.
[8] Lin JL, Lin CL. The use of the orthogonal array with grey relational analysis to optimize the electrical discharge machining process with multiple performance characteristics. Int J Mach Tools Manufac 2002;42:237-44.
[9] Patel KM, Pandey PM, Rao PV. Determination of an optimum parametric combination using a surface roughness prediction model for EDM of Al2O3/SiC/TiC ceramic composite. Mater Manuf Process 2009;24:675-82.
[10] Lin Y, Wang A, Wang D, Chen C. Machining performance and optimizing machining parameters of Al2O3-TiC ceramics using EDM based on the taguchi method. Mater Manuf Process 2009;24:667-74.
[12] Electronica Machine Tools Ltd., Technology manual for Wire cut EDM -Elektra Sprintcut 734, 1-2.
[13] Chua MC, Rahman M, Wong YS, Loh HT. Determination of optimal cutting conditions using design of experiments and optimization techniques. Int J Mach Tools Manufac 1993;33:297-305.
[14] Lee SH. Optimization of cutting parameters for burr minimization in face milling operations. Int J Prod Res 2003;41:497-511.
[15] Mahapatra SS, Patnaik A. Optimization of wire electrical discharge machining (WEDM) process parameters using Taguchi method. J Adv Manuf Technol 2006;34:911-25.
[16] Kilickap E, Huseyinoglu M. Selection of optimum drilling parameters on burr height using response surface methodology and genetic algorithm in drillingof AISI304stainlesssteel.Mater Manuf Process2010;25:1068-76.
[17] Palanikumar K. Modeling and analysis of delamination factor and surface roughness in drilling GFRP composites. Mater Manuf Process 2010;25:1059-67.
[18] Lin H, Chou CP. Optimization of the GTA welding process using combination of the taguchi method and a neural-genetic approach. Mater Manuf Process 2010;25:631-6.
[19] Bobbili R, Madhu V, Gogia AK. Multi response optimization of wire-EDM process parameters of ballistic grade aluminium alloy. Eng Sci Technol Int J 2015:1-7.
[20] Bobbili R, Madhu V, Gogia AK. Modelling and analysis of material removal rate and surface roughness in wire-cut EDM of armour materials. Eng Sci Technol Int J 2015:1-5.
[21] Bobbili R, Madhu V, Gogia AK. Effect of wire-EDM machining parameters on surface roughness and material removal rate of high strength armor steel. Mat Manufact 2013;28:364-8.
[22] Bobbili R, Paman A, Madhu V, Gogia AK. The effect of impact velocity and target thickness on ballistic performance of layered plates using Taguchi method. Mat Des 2014;53:719-26.
[23] Zhang JZ, Chen JC. Surface roughness optimization in a drilling operation using the taguchi design method. Mater Manuf Process 2009;24:459-67.
* Corresponding author. Tel.: +91 040 24586355; fax: +91 040 24342252.
猜你喜欢
杂志排行

Defence Technology的其它文章
- Simulation of natural fragmentation of rings cut from warheads John F. MOXNES*, Steinar BØRVE1
- Optimization of friction stir welding parameters for improved corrosion resistance of AA2219 aluminum alloy jointsG. RAMBABUa, D. BALAJI NAIKa, C.H. VENKATA RAOb, K. SRINIVASA RAOb,*, G. MADHUSUDAN REDDYc
- Multi-layer protective armour for underwater shock wave mitigationA hmed HAWASS, Hosam MOSTAFA, Ahmed ELBEIH*
- Optimal trajectory and heat load analysis of different shape lifting reentry vehicles for medium range application S. Tauqeer ul Islam RIZVI*, Lin-shu HE, Da-jun XU
- Microstructure, mechanical and corrosion behavior of high strength AA7075 aluminium alloy friction stir welds - Effect of post weld heat treatment P. Vijaya Kumara, G. Madhusudhan Reddyb, K. Srinivasa Raoc,*
- Hypersonic sliding target tracking in near space