钢厂排气装置中专用法兰加工工艺的设计与实践
2015-06-12林荣娜李坤淑
□ 林荣娜 □ 李坤淑
莱芜职业技术学院 山东莱芜 271100
图1为钢厂排气装置中的专用法兰零件,该零件的毛坯为模锻件,材料为F91,含Cr量较高,还含有多种强碳化物,具有良好的抗氧化性能和较高的高温蠕变强度,耐高温高压,切削加工性能好。零件的主要加工表面是:① φ170±0.2 mm与φ215mm之间的外圆锥面;②φ215mm的大端端面;③φ164的内孔。要求φ164内孔和大端端面对基准A的圆跳动公差均为0.02 mm,同时取外圆锥面的中心线为设计基准。在以往的加工过程中,以外圆锥面作为精基准加工的圆跳动公差,精度很难保证。由于加工时精度要求和刀具的不同,采用数控车床加工反而没有优势。为此,根据工艺要求考虑将整个工序分解,选用不同的车床和不同的刀具分别完成对零件的加工,既节省了装夹、拆卸刀具的时间,又保证了零件上不同的精度要求。对此,笔者设计并实施了如下工艺方案,解决了精基准定位难的问题,提高了生产效率。
1 定位基准的选择

▲图1 排气装置中专用法兰零件图
在分析工件定位时,选择定位基准是制定工艺规程的一个关键问题。在第一道工序中,按照粗基准的选择原则,首先选择φ170±0.2 mm的外圆面作为粗基准,可保证各加工表面都有均匀的加工余量,然后选择精度要求较高的内孔φ164+0.10为精基准。在无法实现基准重合的情况下,为了更好地满足φ164+0.10内孔和大端端面对基准A的圆跳动公差 (0.02 mm)要求,将φ170±0.2 mm的外圆加工出5 mm长的高精度凸台作为辅助定位基准。
2 工艺路线的拟定
钢厂排气装置中专用法兰零件属于大批量生产,由零件图上的技术要求分析可知,其加工质量要求较高,应把整个加工过程划分为粗加工阶段、半精加工阶段、精加工阶段,分别由3台车床、3位工人完成各道工序,这样既可以保证加工质量,合理使用机床,又能提高生产效率。其加工工艺路线见表1。
(1)粗车。本工序首先选择了φ170±0.2 mm的外圆作粗基准,工件的毛坯为退火带孔锻件材料,表面凹凸不平,切削冲击力较大,易导致刀具崩刃。在热轧后的退火处理过程中,形成了一些硬而脆的氧化物,加剧了切削加工中的刀具磨损。因此,在粗车时,刀具材料选用W18Cr4V。为保证刀具最大耐用度,使用标准乳化液,刀具前角 γ0选择 0~5°,后角 α0选择 5~8°,刀尖采用钝圆,钝圆半径γβ=0.03 mm;切削速度v=50 m/min,切削深度ap=2 mm,进给量f=0.3 mm/r。

表1 钢厂排气装置中专用法兰零件工艺路线
(2)半精车。为了保证径向圆跳动公差要求,选择了大端φ170 mm的止孔作为半精车的基准。刀具材料选择 YG8,刀具前角 γ0选择 15~20°,后角 α0选择 5~8°;切削速度 v=100 m/min,切削深度 ap=0.8 mm,进给量f=0.2 mm/r。注意φ170±0.2 mm外圆的外端要留出1 mm的加工余量作为工艺凸台,既为精车提供精基准,又可提高夹紧刚度,减少夹紧变形。
(3)精车。为了解决基准不重合的难题,在φ170±0.2mm外圆上加工出5 mm长的凸台作为辅助精基准,在一次定位装夹下,将φ170±0.2 mm与φ2150-0.072mm之间的外圆锥面、大端端面和φ164+0.10mm的内孔一起加工出来,随后定位夹紧φ2150-0.072mm外圆,车掉φ170±0.2 mm外圆上5 mm的凸台。刀具材料选择YT15,刀具前角 γ0选择 15~20°,后角 α0选择 5~8°;切削速度v=200 m/min,切削深度ap=0.2 mm,进给量f=0.15 mm/r。
3 加工余量及工序尺寸
该法兰零件采用模锻毛坯,毛坯精度为3级精度,毛坯的质量约3 kg。根据零件图、技术要求和加工工艺等要求,对主要表面的机械加工余量、工序尺寸及毛坯尺寸确定如下。
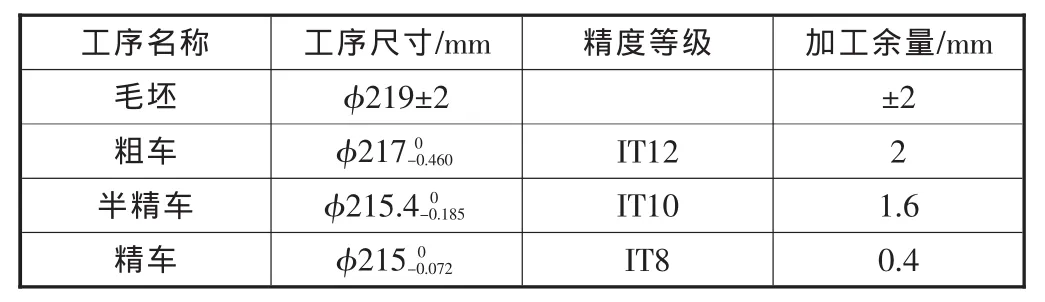
表2 外圆锥面加工余量

表3 内孔加工余量
4 结束语
适合于排气装置中专用法兰零件的加工方案与各参数的确定,是在加工实践中对工艺方案几次修改后得到的,该方案很好地保证了尺寸及位置精度要求,尤其是解决了工艺难题,提高了生产效率。目前该工艺方案已在生产中使用近半年,收效非常显著。
[1] 张怀奎,杨斌.轴套加工工艺分析和工装设计[J].机械,2013,40(6):68-70.
[2] 杨明轩,张毅.特殊深孔的推镗滚压加工[J].机械,2014,41(8):65-67.
[3] 傅晓峰.TC10喷料管嘴的切削加工工艺 [J].机械制造,2003,41(7):47-48.
[4] 程耀东.机械制造学[M].北京:中央广播电视大学出版社,2001.
[5] 李坤淑.公差配合与测量技术[M].北京:机械工业出版社,2012.
[6] 朱焕池.机械制造工艺学[M].北京:机械工业出版社,1998.
[7] 江洪,孙清云.AutoCAD2008工程制图[M].北京:机械工业出版社,2008.