珩磨气动螺旋线测量方法的研究
2015-06-12贾晓亮马广龙
□ 乔 健 □ 贾晓亮 □ 马广龙
兰州兰石能源装备工程研究院 兰州 730050
在珩磨气动测量中,若测量喷嘴是在珩磨头往复运动和旋转运动的工况下进行气动在线测量[1],这种测量方式属于螺旋线测量,不同的往复速度和旋转速度的组合,会产生不同的螺旋线状态。目前,就国内外参考文献来看,关于此方面的研究基本属于空白,珩磨气动测量方法集中在截面法研究,但此测量方法与珩磨机在工作状态下珩磨头及对应喷嘴的实际工作轨迹并不相符[2],效率较低。本文通过实验的途径,基于银川大河机床厂带有自测功能的高档数控珩磨机 (型号2MK2218YS)以及日本东京精密的气动主动测量仪[3](型号PULCOM V4),采用差压式气动测量,对内孔直径110 mm、高度210 mm系列的部分缸套进行了实验,对不同的螺旋线工作状态,在相同的工作环境下,以每隔0.05 s的采样频率对同一工件进行多次数据采集,旨在研究出最佳螺旋线测量状态,并与目前常用方法比较,分析其优劣性。
1 螺旋线测量法中螺距的确定
珩磨头在每一种往复速度和旋转速度的组合工况下,都会产生一个与之对应的螺距,可以借助螺距来确定此时的气动螺旋线测量状态。再通过采样数据的分析,可得出此时螺旋线测量的精度情况。
螺距s的确定可按式(1)进行计算:

式中:v为珩磨头往复速度,m/min;ω为珩磨头旋转速度,r/min。
已知往复速度和旋转速度时,即可直接代入式(1)计算得到螺距值。本文中所采用的6个方案及其对应的螺距值见表1。
目前珩磨气动测量系统中普遍采用的是截面法,工厂中大多采用三截面测量法,但三截面只是采集了零件3个截面位置的信息,不能完整地反映零件的实际情况,而且效率较低。考虑到珩磨时测头实际运行轨迹恰好为螺旋线,故该螺旋线测量方法能极大地提高测量效率[4]。笔者通过一系列的实验、比较分析,获取了螺旋线测量的相关数据,并与已经相对成熟的截面法进行比较。实验数据(测量喷嘴与被测工件间隙值对应的压力信号值)见表2。

表1 螺旋线工作状态表
采样数据的分析处理基于误差理论与数据处理,在n次测量的等精度测量列中,算术平均值的标准差为单次测量标准差的1/,标准差δ值小,该测量列相应小的误差占优势,任一单次测量值对算术平均值的分散度就小,测量可靠性就大,即测量精度高[5,6]。故只需求出处理后数据的标准差就可知道其精度高低,标准差越小,精度越高,其技术路线如图1所示。
针对表中数据,基于3δ粗大误差判别准则,进行了粗大误差数据剔除,对处理前和处理后的数据基于贝塞尔(Bessel)公式,求得与之对应的单次测量标准差和算术平均值标准差,并对算术平均值以及残余误差基于校核规则2进行了校核,可知计算结果完全准确。
残余误差代数和的绝对值应符合:
当n为奇数时,

式中:vi为残余误差,即各测量值与算术平均值的差值;A为实际求得的算术平均值末位数的一个单位,本次实验处理中均取0.001。
当n为偶数时,

表2 螺旋线采样数据表/Pa

▲图1 技术路线

根据贝塞尔(Bessel)公式,可求得单次测量的标准差:

根据3δ粗大误差判别准则,如果在测量列中,发现有大于3δ的残余误差的测量值,则可认为它含有粗大误差,应予剔除,剔除后重新计算相关步骤。

表3 不同工况下的精度表
2 数据处理结果分析比较
针对实验数据,根据上节理论,可得不同工况下的精度值,见表3。
基于Matlab软件对现有结果进行拟合,可得此时螺距与实际测量精度之间关系满足方程:

基于拟合图像,可知规律变化曲线如图2所示。
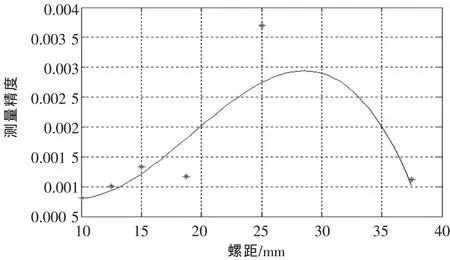
▲图2 螺距与精度关系曲线
根据计算可得结论,不论原始数据状态,还是经过处理后的数据状态,模型六在基于气动测量喷嘴处于往复速度3 m/min和旋转速度300 r/min的组合状态工况下,螺距为10 mm时,螺旋线测量法测量精度最高,此时实际精度值为0.000 811;根据图2可知,螺距在10~26.5 mm的范围内,精度随着螺距的增大而降低,螺距在26.5~37.5 mm的范围内,精度随着螺距的增大而提高。通过与截面法的比较可知,螺旋线测量方法的精度值为0.000 811,截面法的精度值为0.000 859,两种测量方法在测量精度方面相近,但螺旋线测量方法测量时间只要8 s,明显优于截面法的30 s。因此,螺旋线法测量效率高,可以很好地实现实时动态在线测量,而且螺旋线轨迹与珩磨头运行轨迹相同,更加适合珩磨工况。综上所述,在珩磨气动测量系统中,螺旋线测量法优于截面法测量。
3 结论
本文针对螺旋线测量方法和截面法,从精度、效率,结合珩磨气动测量系统实际工况进行了分析比较,得出了螺旋线测量中螺距与精度之间的关系曲线及其关系方程,经比较两种方法,得出珩磨工况下螺旋线测量方法优于现有的截面法,螺旋线法更适合动态在线测量。
[1] 于保华,胡小平,叶红仙.内孔珩磨尺寸在线气动测量系统[J].农业机械学报,2008,39(10):202-208.
[2] 张宏军.“高档数控机床与基础制造装备”科技重大专项课题可行性研究报告[R].宁夏:宁夏银川大河数控机床有限公司,2009.
[3] 薛君英.PULCOMV4主动测量控制仪在数控珩磨加工中的应用[J].机电信息,2010(30):12-13.
[4] 马广龙.珩磨气动测量中圆柱度误差的测量与评定研究[D].兰州:兰州理工大学,2013.
[5] 费业泰.误差理论与数据处理 [M].北京:机械工业出版社,2010.
[6] 费业泰,卢荣胜.动态测量误差修正原理与技术[M].北京:中国计量出版社,2001.
[7] Lai H, Jywe W,Chen C K, et al.Precision Modeling of Form Errors for Cylindricity Evaluation Using Genetic Algorithms [J].Precision Engineering,2000,24 (4):310-319.