浅谈宏程序在椭圆手柄加工中的应用*
2015-05-11简金平
简金平
(江西省冶金技师学院机械工程系,江西新余 338025)
0 引言
普通机床很难加工非圆曲线,而数控机床确能够轻松的加工出来,主要是因为普车只具备加工直线类的轮廓。而圆弧或椭圆加工的时候X、Z两坐标是同时变化的,数控机床是通过程序控制的方式来驱动两轴,实现两轴的共同运动。数控车床只具有直线插补和圆弧插补两种基本插补功能,不具备椭圆插补功能,所以加工椭圆时可采用直线逼近法的方式进行加工[2]。虽然可以用绘图软件将椭圆分成若干段直线,然后采用自动编程这样也能加工出来,但程序会较长,且加工出来的零件误差会比较大。因此运用宏程序,不仅可以使程序短小而且只要改变变量的值,可以完成不同曲线的加工和操作。如图1所示。
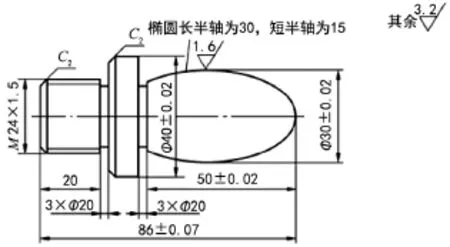
图1 手柄零件图
1 零件图分析及相关知识
该零件中含有椭圆曲线,在数控车床加工中只能进行直线和圆弧的插补,对于该椭圆曲线运用宏程序进行加工既可以缩短程序又可以减少加工误差[3]。
1.1 椭圆走刀路线
一般情况下,数控系统只有直线和圆弧插补功能,要对椭圆、双曲线、抛物线等非圆曲线进行加工,数控系统无法直接实现插补,需要通过一定的数学处理。数学处理的方法是,用直线段或圆弧段去逼近非圆曲线,逼近线段与被加工曲线的交点称为节点,各几何要素之间的连接点称为基点。如图2所示,OE是一段椭圆,在OE之间节点A、B、C、D,相邻两点之间在Z方向上的距离相等,均为a。节点数目越多,椭圆的加工精度越高。当然,采用直线段 OA、AB、BC、CD、DE 去逼近椭圆,关键是求节点 O、A、B、C、D、E。
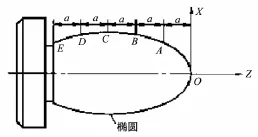
图2 椭圆加工节点图
1.2 零件椭圆宏程序的编制方法
做椭圆零件,首先就要会写出正确的方程,如果方程不对,加工出来的椭圆肯定是错的。根据图形可知该零件的椭圆方程为:
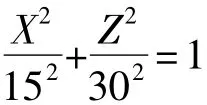
由椭圆的方程得:该零件以Z为自变量,X为函数。编程时要注意Z坐标量的变化,因为椭圆方程是以椭圆的中心作为原点,但数控车床编程时是以零件右端面中心为编程原点(工件原点)。用变量进行编程时,为了编程方便,一般用Z来表示X,所以椭圆方程可变为[4]:

2 零件图工艺分析
2.1 结构分析
如图1所示,该零件由椭圆面、圆柱面、沟槽、螺纹、倒角组成。其几何形状为圆柱形的轴类零件。
2.2尺寸分析
该零件轮廓几何要素定义完整,尺寸标注符合数控加工要求,有统一的设计基准,且便于加工、测量。零件径向尺寸与轴向尺寸都有精度要求,其中外圆柱面尺寸公差等级为IT8级,长度尺寸为IT8和IT10级,图中未注尺寸公差按IT14级处理[5]。
3 制定加工工艺方案
3.1 选择加工方法
该零件表面质量要求为Ra3.2。由于该零件径向尺寸与轴向尺寸都有精度要求。因此,可考虑采用以下加工方案:粗车—半精车—精车。
3.2 拟定工艺路线
(1)按Φ45×100 mm下料,材料为45号钢。
(2)车削左端各表面。
(3)车削右端各表面。
(4)去毛刺。
(5)检验。
4 设计数控加工工序
4.1 确定工步
车工件左端的工步为:车端面→粗车各外圆→精车各外圆→切槽→切螺纹。
车工件右端的工步为:车端面→粗车椭圆→精车椭圆→切槽。
4.2 选择刀具
外圆机夹车刀T0101,车端面,粗车、半精车各外圆,倒角。切断刀(宽3 mm)T0202,切槽。外螺纹车刀T0303,切外螺纹。外圆机夹车刀T0404(刀片的刀尖角为35°),车椭圆面。
4.3 确定切削用量
背吃刀量ap:粗车时背吃刀量为1.5 mm,精车时背吃刀量为0.25 mm。
主轴转速S:粗车外圆时,主轴转速为800 r/min,精车时,主轴转速为1 200 r/min,精车椭圆时,主轴转速为1 500 r/min,切槽时,主轴转速为400 r/min,车螺纹时,主轴转速500 r/min。
进给量F:粗车时,进给量为160 mm/min(0.2 mm/r),精车时,进给量为120 mm/min(0.08 mm/r),切槽时进给量为 20 mm/min(0.05 mm/r),车螺纹时,进给量为 1.5 mm/r[6]。
5 编制数控加工工序卡
如表1列为椭圆手柄加工工序卡。
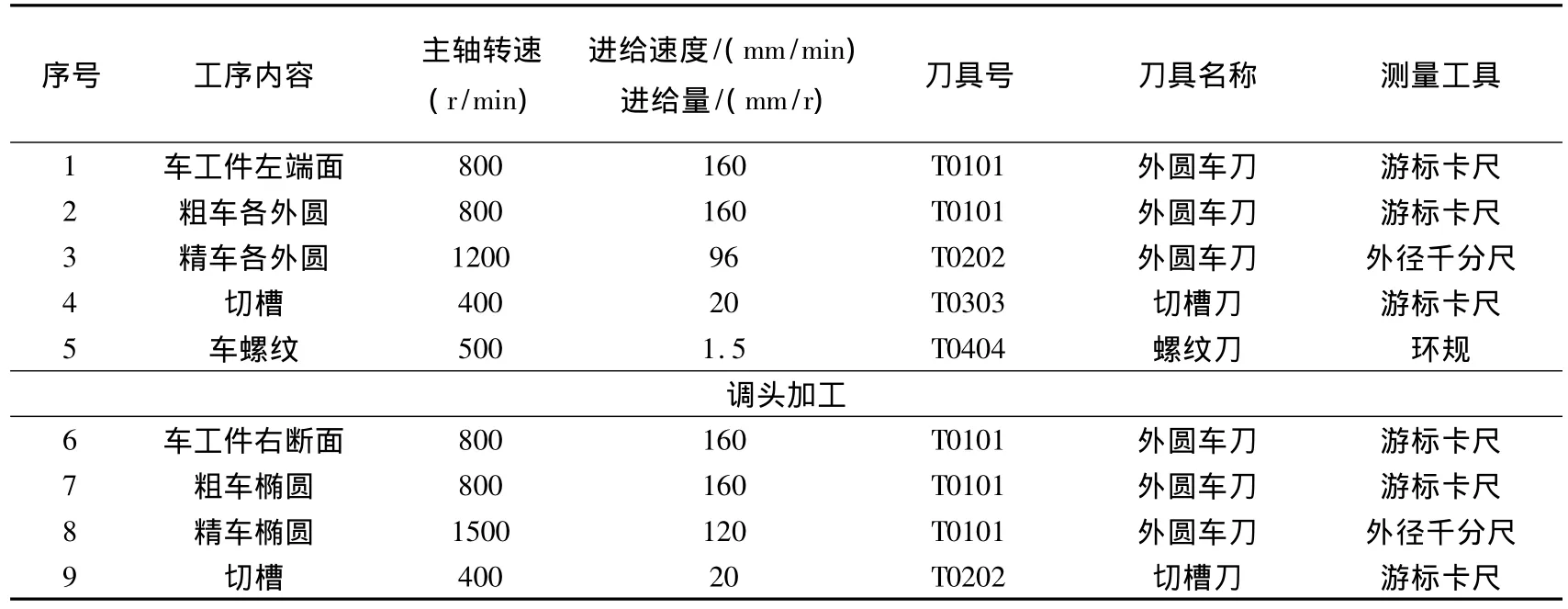
表1 椭圆手柄加工工序卡
6 程序编制
6.1 左端加工程序
O0001
%1
T0101 M03 S800
G00 X50 Z2 M07
G71 U1.5 R1 P10 Q20 X0.1 Z0.1 F160
N10 G00 X15.8
G01 X23.8 Z-2 S1200 F96
Z-23
X36
X40 W-2
Z-90
N20 X48
G70 P10 Q20
G00 X100 Z100
T0202 M03 S400
G00 X28
Z-23
G01 X20 F20
G04 X2
G01 X100
Z100
T0303 M03 S500
G00 X30 Z3
G76 C1 R-2 E1 A60 X22.05 Z-22 I0 K0.975 U0.1 V0.1 Q0.25 F1.5
G00 X100 Z100
T0202 M03 S400
G00 X45
Z-90
G01 X35 F20
X28 F15
X20 F10
X10 F10
X5 F10
X-1 F10
G00 X100 Z100 M09
M05
M30
6.2 调头加工右端
O00002
%2
T0101 M03 S800
G00 X42 Z2
G71 U1.5 R1 P5 Q15 X0.1 Z0.1 F160
N5 G00 X0
G01 Z0 S1500 F120 M07
#1=50
WHILE#1 GE 0
#2=15*SQRT[1-#1*#1/900]
#11=#1-50
G01 X[2*#2]Z[#11]
#1=#1-0.5
ENDW
G01 X32
Z-53
N15 X45
G70 P5 Q15
G00 X100 Z100
T0202 M03 S400
G00 X35
Z-53
G01 X26 F20
X20
G04 X2
G01 X100 M09
Z100
M05
M30
7 结语
通过椭圆手柄的加工方法,探讨宏程序的应用。宏程序编制椭圆程序时,首先应选对变量和写出正确的方程,通过方程计算出另一变量,其次确定工件原点与椭圆中心之间的关系,再编出正确的椭圆宏程序。应该具体问题具体分析,不能硬套固定模式,综合考虑图形的实际情况,合理运用宏指令进行编程,才能加工出精度高质量好的零件。
[1] 郎一民.数控加工工艺[M].北京:中国铁道出版社,2009.
[2] 杨仲岗.数控加工技术[M].北京:中国轻工业出版社,2008.
[3] 顾力萍.数控加工技师培训教程[M].北京:化学工业出版社,20011.
[4] 韩鸿鸾.数控车床编程与加工[M].北京:中国劳动社会保障出版社,2010.
[5] 李 锋.数控宏程序实例教程[M].北京:化学工业出版社,2010.
[6] 沈春根.数控车宏程序编程实例精讲[M].北京:机械工业出版社,2012.
